自动高速摆料码垛生产线的制作方法
本技术涉及一种自动高速摆料码垛生产线,涉及码垛领域。
背景技术:
1、现有的瓦楞纸板生产线,生产出纸板后,都是生产线简单摞料整理,人工输送到仓库,等有合适车辆再人工重新取出,人工一摞摞重新装车发货,需要大量的人工,而且工作强度非常大,许多厂家因为人员操作效率低,占库存大,直接影响装车、发货及生产线速度,是制约瓦楞纸生产线企业生产效率的一大问题。
技术实现思路
1、为克服现有技术的缺陷,本实用新型提供一种自动高速摆料码垛生产线,本实用新型的技术方案是:
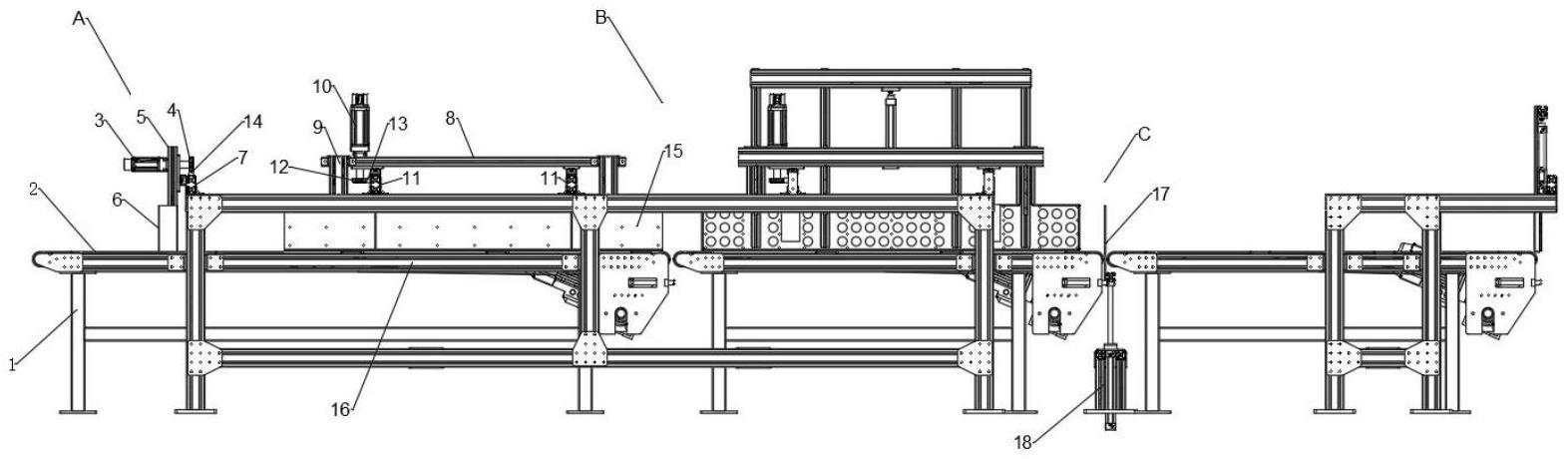
2、一种自动高速摆料码垛生产线,包括机架以及依次设置在机架上的旋转部、左右定位部和摆料部,所述的旋转部用于对物料进行旋转;所述的左右定位部用于在物料的左右侧将旋转后的物料对物料进行重新定位;所述的摆料部对输送后的物料摆放后进行输出,所述的旋转部、左右定位部以及摆料部接入控制箱。
3、优选的,所述的旋转部包括第一输送线、挡柱、挡柱移动电机、第一导向架、第一齿条和第一齿轮,所述的第一输送线转动的安装机架上,且沿机架的长度方向运行;在所述机架的上部安装有与第一输送线垂直设置的第一导向架,在该第一导向架上安装有第一齿条,所述的挡柱移动电机的电机轴上安装有第一齿轮,所述的第一齿轮与第一齿条啮合;所述的挡柱移动电机通过滑板滑动的安装在所述的第一导向架上,在所述的滑板上还安装有沿竖直方向设置的挡柱固定板,所述挡柱的上端安装在该挡柱固定板上,下端接近所述的第一输送线。
4、优选的,所述的左右定位部包括两个交错设置的左定位单元和右定位单元,所述左定位单元和右定位单元均包括定位输送线、夹紧板移动电机、固定板、夹紧板、第二导向架、第二齿条和第二齿轮,所述定位输送线与第一输送线顺向连接,在所述第一输送线上部的机架的一侧安装有固定板,另一侧设置有与固定板相对应的夹紧板,该夹紧板通过夹紧板移动电机驱动,所述的机架上安装有两根相互平行的第二导向架,两根所述的第二导向架与第一输送线垂直设置,在两根第二导向架的上部滑动的安装有移动梁,所述的夹紧板移动电机沿竖直方向设置,且安装在所的移动梁上,该夹紧板移动电机的电机轴上安装有第二齿轮,在其中一所述第二导向架的一侧安装有第二齿条,该第二齿条沿第二导向架的长度方向设置,所述的第二齿轮与第二齿条相啮合;在所述的移动梁上对称的安装有连接板,所述的夹紧板固定安装在两块连接板之间,随着移动梁进行往复移动,接近或远离所述的固定板。
5、优选的,所述的摆料部包括摆料挡板和控制摆料挡板上下移动的摆料气缸,所述摆料挡板与定位输送线垂直设置,所述摆料气缸安装在机架的下端。
6、优选的,所述的旋转部可选择的将所述的物料进行旋转90°。
7、本实用新型的优点是:实现纸板或其他产品在物流高速运输中,全自动旋转摆料,码垛成任意大小尺寸摆料的方式,实现最大面积,无缝拼接,交错堆放的摆料效果。
技术特征:
1.一种自动高速摆料码垛生产线,其特征在于,包括机架以及依次设置在机架上的旋转部、左右定位部和摆料部,所述的旋转部用于对物料进行旋转;所述的左右定位部用于在物料的左右侧将旋转后的物料对物料进行重新定位;所述的摆料部对输送后的物料摆放后进行输出,所述的旋转部、左右定位部以及摆料部接入控制箱。
2.根据权利要求1所述的自动高速摆料码垛生产线,其特征在于,所述的旋转部包括第一输送线、挡柱、挡柱移动电机、第一导向架、第一齿条和第一齿轮,所述的第一输送线转动的安装机架上,且沿机架的长度方向运行;在所述机架的上部安装有与第一输送线垂直设置的第一导向架,在该第一导向架上安装有第一齿条,所述的挡柱移动电机的电机轴上安装有第一齿轮,所述的第一齿轮与第一齿条啮合;所述的挡柱移动电机通过滑板滑动的安装在所述的第一导向架上,在所述的滑板上还安装有沿竖直方向设置的挡柱固定板,所述挡柱的上端安装在该挡柱固定板上,下端接近所述的第一输送线。
3.根据权利要求1或2所述的自动高速摆料码垛生产线,其特征在于,所述的左右定位部包括两个交错设置的左定位单元和右定位单元,所述左定位单元和右定位单元均包括定位输送线、夹紧板移动电机、固定板、夹紧板、第二导向架、第二齿条和第二齿轮,所述定位输送线与第一输送线顺向连接,在所述第一输送线上部的机架的一侧安装有固定板,另一侧设置有与固定板相对应的夹紧板,该夹紧板通过夹紧板移动电机驱动,所述的机架上安装有两根相互平行的第二导向架,两根所述的第二导向架与第一输送线垂直设置,在两根第二导向架的上部滑动的安装有移动梁,所述的夹紧板移动电机沿竖直方向设置,且安装在所的移动梁上,该夹紧板移动电机的电机轴上安装有第二齿轮,在其中一所述第二导向架的一侧安装有第二齿条,该第二齿条沿第二导向架的长度方向设置,所述的第二齿轮与第二齿条相啮合;在所述的移动梁上对称的安装有连接板,所述的夹紧板固定安装在两块连接板之间,随着移动梁进行往复移动,接近或远离所述的固定板。
4.根据权利要求1或2所述的自动高速摆料码垛生产线,其特征在于,所述的摆料部包括摆料挡板和控制摆料挡板上下移动的摆料气缸,所述摆料挡板与定位输送线垂直设置,所述摆料气缸安装在机架的下端。
5.根据权利要求1或2所述的自动高速摆料码垛生产线,其特征在于,所述的旋转部可选择的将所述的物料进行旋转90°。
技术总结
本技术涉及一种自动高速摆料码垛生产线,包括机架以及依次设置在机架上的旋转部、左右定位部和摆料部,所述的旋转部用于对物料进行旋转;所述的左右定位部用于在物料的左右侧将旋转后的物料对物料进行重新定位;所述的摆料部对输送后的物料进行交错定位摆放后进行输出,所述的旋转部、左右定位部以及摆料部接入控制箱。本技术的优点是:实现纸板或其他产品在物流高速运输中,全自动旋转摆料,码垛成任意大小尺寸同时多种错层摆料的方式,实现最大面积,无缝拼接,交错堆放的摆料效果。
技术研发人员:苏连波
受保护的技术使用者:青岛海融达智能设备有限公司
技术研发日:20230321
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!