一种新型电池分料机构的制作方法
本技术涉及分料机构,具体为一种新型电池分料机构。
背景技术:
1、常见的圆柱状干电池一般四个为一组,通过塑料薄膜塑封在一起,其在包装时,若干组电池在输送带的作用下,进入对应的水平通道内,这样相邻电池在移动时就可能出现碰撞,导致电池偏离,堵塞在水平通道内,不利于电池的移动;
2、传统的电池的进料方式为一排一排进料,电池单排进料速度慢,效率低;随后若干组电池在气缸的推动下聚集在一起,聚集后的电池通过机械臂抓取后放入至对应的包装盒中,这样设备投入大,且不利于实现提高电池的包装效率,为此,我们推出一种新型电池分料机构。
技术实现思路
1、本实用新型的目的在于提供一种新型电池分料机构,以解决上述背景技术中提出的问题。
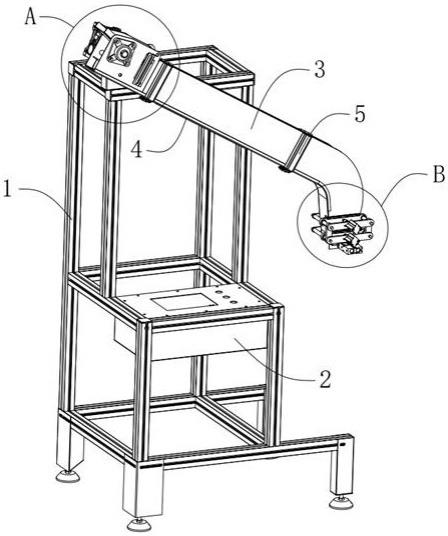
2、为实现上述目的,本实用新型提供如下技术方案:一种新型电池分料机构,包括机架,所述机架顶部前端固定有用于输送电池的壳体,壳体呈左高右低设置,且其右端呈弧形向下弯曲,壳体内部设有若干组呈上下分布的隔板;
3、所述壳体左端顶部设有将电池传递至电池摆向槽的滑板,所述电池摆向槽在电机驱动下转动,从而使得电池摆向槽将其内部的电池传递至对应的隔板上,由上至下的隔板左端的长度依次向电池摆向槽处伸长;
4、所述电池摆向槽底部设有用于阻止电池摆向槽内的电池向下滑动的阻挡机构;
5、所述壳体右端下方设有用于防止电池从壳体内落下的电池挡板,且电池挡板经由双轴气缸驱动伸出与回缩;
6、所述壳体右端前部设有上下分布的上硅胶条和下硅胶条,所述上硅胶条和下硅胶条分别经由第二气缸和第三气缸驱动进行伸出与回缩,从而实现对电池的夹紧与释放。
7、与现有技术相比,本实用新型的有益效果是:本实用新型由于电池依次经由滑板、电池摆向槽至隔板上,过程中电池的移动全靠自身重力的作用,由高至低的移动,节省输送设备,且电池为一组接着一组进入对应的通道,使得电池不会在通道内堵塞;
8、且五组隔板在外壳中形成六组通道,用于将电池整理成六排,实现六排电池一同下落至包装盒中,提高电池包装的效率;
9、由于电池摆向槽在电机驱动下转动,从而使得电池摆向槽将其内部的电池传递至对应的隔板上,这样可使得电池顺序进入至对应的通道,对电池进行分隔,避免电池堆积在壳体内造成堵塞,防止由于电池堵塞造成电池无法下落至包装盒的情况发生;
10、通过阻挡机构的设置,阻挡机构的阻止杆顶部经由电池摆向槽底部的开槽伸入至电池摆向槽内,电池与阻挡机构的阻止杆顶部接触,在阻止杆的阻挡作用下,避免在电机驱动电池摆向槽转动至对应的隔板处时,电池从电池摆向槽内滑落;
11、电池挡板经由双轴气缸驱动伸出与回缩,形成对壳体右端内部电池的阻挡,随后上硅胶条和下硅胶条分别经由第二气缸和第三气缸驱动进行伸出与回缩,从而实现对电池的夹紧与释放,这样可实现壳体右端最底层的电池同时进入至包装盒,不需要采用机械臂对电池进行抓取,降低设备投入,提高对电池放料的效率。
技术特征:
1.一种新型电池分料机构,包括机架(1),其特征在于:所述机架(1)顶部前端固定有用于输送电池(7)的壳体,壳体呈左高右低设置,且其右端呈弧形向下弯曲,壳体内部设有若干组呈上下分布的隔板(15);
2.根据权利要求1所述的一种新型电池分料机构,其特征在于:所述壳体包括固定在机架(1)顶部前端的外壳(4)以及外壳(4)前端通过固定板(5)固定的亚克力挡板(3)。
3.根据权利要求1所述的一种新型电池分料机构,其特征在于:所述电机(11)固定在壳体左端后部,且电机(11)输出端通过减速器(10)驱动有伸出至壳体左端内部的转轴(12),电池摆向槽(14)左端固定在转轴(12)上。
4.根据权利要求3所述的一种新型电池分料机构,其特征在于:所述壳体左端前部通过固定侧板(8)进行密封,固定侧板(8)前端设有轴承座(9),且转轴(12)的前端伸出至轴承座(9)内部的轴承中。
5.根据权利要求1所述的一种新型电池分料机构,其特征在于:所述阻挡机构包括通过气缸座(20)固定的第一气缸(13),且第一气缸(13)输出端的第一活塞杆(22)连接有u型连接头(18),所述气缸座(20)的右端前后侧通过连接板(19)活动连接有阻止杆(17),且u型连接头(18)活动连接于阻止杆(17)底部的连接耳(21),所述阻止杆(17)顶部经由电池摆向槽(14)底部的开槽(16)伸入至电池摆向槽(14)内。
6.根据权利要求1所述的一种新型电池分料机构,其特征在于:所述壳体右端后部固定有上下分布的上背板(30)和下背板(31);
技术总结
本技术公开了一种新型电池分料机构,壳体左端顶部设有将电池传递至电池摆向槽的滑板,电池摆向槽在电机驱动下转动,从而使得电池摆向槽将其内部的电池传递至对应的隔板上,电池摆向槽底部设有用于阻止电池摆向槽内的电池向下滑动的阻挡机构;壳体右端下方设有用于防止电池从壳体内落下的电池挡板,上硅胶条和下硅胶条分别经由第二气缸和第三气缸驱动进行伸出与回缩。本技术电池顺序进入至对应的通道,对电池进行分隔,避免电池堆积在壳体内造成堵塞,防止由于电池堵塞造成电池无法下落至包装盒的情况发生;在阻止杆的阻挡作用下,避免在电机驱动电池摆向槽转动至对应的隔板处时,电池从电池摆向槽内滑落。
技术研发人员:林红智
受保护的技术使用者:广州市泓诺科技有限公司
技术研发日:20230322
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!