一种块状物料装袋M边复原热封封口装置的制作方法
本发明涉及包装机械,主要涉及一种块状物料装袋m边复原热封封口装置。
背景技术:
1、目前市场上出售的大米、小米粗粮等小颗粒或粉状物料的小包装袋,为了便于运输搬运,减少在运输过程中小包装袋的污染破损,且长时间保存,都是需要将小包装袋真空压缩成块状的包装,装入大容量的纸箱中,绝大部分块状包装袋都是带m边的塑料袋,这种m边塑料袋m边复原封口热封,封袋方式目前人工操作比较普及,劳动强度大,效率低,因此迫切需要块状物料装袋m边复原热封封口装置来减少工人人数,减轻工人劳动强度,提高工作效率。同时可以和其它的相关设备组合一起使用,可以集成供袋、供料、装料、热封封口等装置于一台包装机械之上,完成装袋封袋的整个过程,使物料更好的向后段输送。
技术实现思路
1、本发明的目的是提供一种块状物料装袋m边复原热封封口装置,通过人工或其它装置将已经装好物料的料袋输送至m边复原热封封口装置制定位置,在升降架安装固定的滚珠丝杠模组,在步进电机或伺服电机驱动下,滚珠丝杠模组上的滑块推动料袋m边打板,打板将料袋的m边向里折边,以复原料袋的原有m边,然后导杆气缸工作,带动压袋板,第一次预先压夹m边袋口,然后第二次夹压m边袋口,同时带加热铜块的导杆气缸工作,带动加热铜块夹紧m边袋口,将袋口热封牢固,在程序控制下,气缸全部打开,完成一次塑料袋m边袋口的m边复原热封封口过程。一个plc控制器接收到位传感器信号后,控制导杆气缸和导杆气缸,加热铜块,滚珠丝杠模组机构等协调一致工作。升降架在手轮丝杠的带动下,可以根据物料的高度大小调节高度,根据封口的热封效果微调高度,使封口装置封口效果完美。
2、为了实现上述目的,本发明的技术方案如下:
3、一种块状物料装袋m边复原热封封口装置,是一种将未经包装的块状物料,或者是已经包装完成后的块状物料需要二次包装,放入m边料袋中,进行m边复原热封封口处理的装置。
4、包括主机架,在主机架上安装有滑轨,滑轨上配合安装有滑块,滑块固定在升降架上,升降架可以沿着滑轨,在手轮丝杠的拖动下上下升降,升降架上安装有2组导杆气缸,一组导杆气缸上固定有热封袋口的加热铜块,上下两个,另一组导杆气缸是两个夹袋气缸,分别带有两个压袋板,为了复原m袋折边的状态,在升降架安装固定有正反向运行的滚珠丝杠模组,滚珠丝杠模组由步进电机或伺服电机驱动,滚珠丝杠模组上的滑块推动料袋m边打板,打板将料袋的m边向里折边,以复原料袋的原有m边,然后导杆气缸工作,分别带动两个压袋板,第一次预先压夹m边袋口,第二次夹压m边袋口,同时导杆气缸工作,分别带动加热铜块紧m边袋口,将袋口热封牢固,在程序控制下,气缸全部打开,完成一次塑料袋m边袋口的m边复原热封封口过程。一个plc控制器接收到位传感器信号后,控制导杆气缸和导杆气缸,加热铜块,滚珠丝杠模组机构协调一致工作
5、进一步是:所述主机架上安装有滑轨,滑轨上配合安装有滑块。
6、进一步是:所述滑块固定在升降架上,升降架可以沿着滑轨,在手轮丝杠的拖动下上下升降。
7、进一步是:所述升降架上安装有上下加热导杆气缸和上下夹袋导杆气缸,上下加热导杆气缸上固定有热封袋口的两个上下加热铜块,上下夹袋导杆气缸带有两个上下压袋板。
8、进一步是:所述升降架安装固定有正反向运行的滚珠丝杠模组,滚珠丝杠模组由步进电机或伺服电机驱动,滚珠丝杠模组上的滑块推动料袋m边打板,打板将料袋的m边向里折边,以复原料袋的原有m边。
9、进一步是:所述上下夹袋导杆气缸工作,带动上下两个压袋板,第一次预先压夹m边袋口,第二次夹压m边袋口。
10、进一步是:所述上下加热导杆气缸工作,带动上下加热铜块夹紧m边袋口,将袋口热封牢固。
11、进一步是:在程序控制下,气缸全部打开,完成一次塑料袋m边袋口的m边复原热封封口过程。
12、本发明操作方便,适应性强,减轻了人工热封封口的劳动强度,缩减了包装的时间,提高包装的效率,加快生产线的生产节奏与效率。
13、以下结合附图和实施例对发明做详细描述。
技术特征:
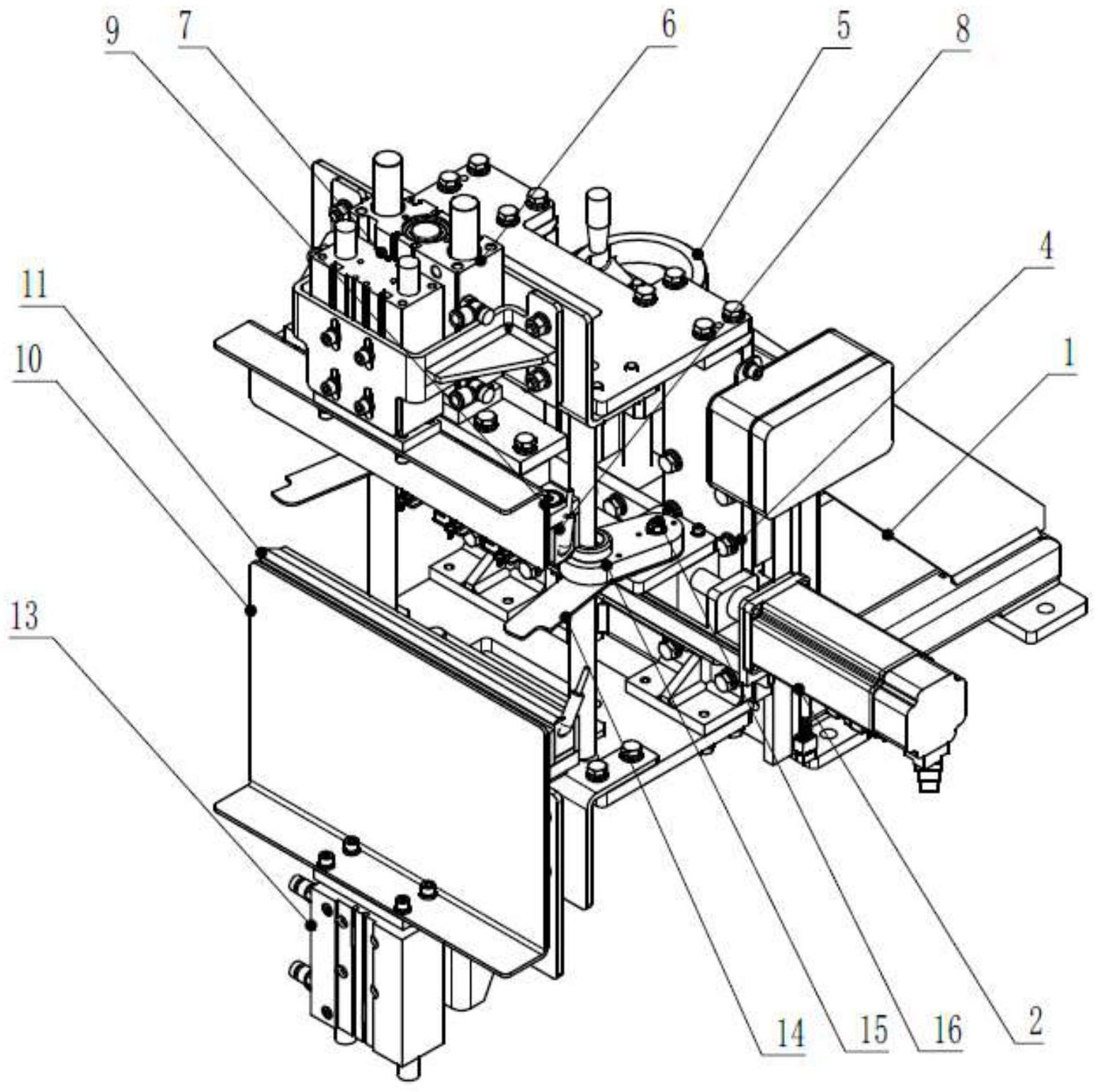
1.一种块状物料装袋m边复原热封封口装置,是一种将未经包装的块状物料,或者是已经包装完成后的块状物料需要二次包装,放入m边料袋中,进行m边复原热封封口处理的装置,包括主机架(1),其特征在于,在主机架(1)上安装有滑轨(2),滑轨(2)上配合安装有滑块(3),滑块(3)固定在升降架(4)上,升降架(4)可以沿着滑轨,在手轮(5)丝杠(22)的拖动下上下升降,升降架(4)上安装有上加热气缸(6)、下加热气缸(12)、上夹袋气缸(7)、下夹袋气缸(13),上加热气缸(6)上固定有热封袋口的上加热铜块(8),下加热气缸(12)上固定有热封袋口的下加热铜块(11),上夹袋气缸(7)和下夹袋气缸(13)是两个夹袋气缸,上夹袋气缸(7)带有上压袋板(9),下夹袋气缸(13)带有下压袋板(10),在升降架(4)安装固定有正反向运行的滚珠丝杠模组(20),滚珠丝杠模组(20)由步进电机或伺服电机(21)驱动,滚珠丝杠模组(20)上的2个滑块推动2个料袋m边打板(14)相向运动,2个打板(14)将料袋的m边向里折边,以复原料袋的原有m边,一个plc控制器接收到位传感器信号后,控制上加热气缸(6)和下加热气缸(12)及上夹袋气缸(7)和下夹袋气缸(13),上加热铜块(8)和下加热铜块(11),滚珠丝杠模组(20)机构协调一致工作。
技术总结
本技术公开了一种块状物料装袋M边复原热封封口装置,包括机架,升降架,导杆气缸,加热铜块,在机架上安装正反向运行的滚珠丝杠模组,由步进电机或伺服电机驱动,滑块推动料袋M边打板,以复原料袋的原有M边,然后夹袋气缸工作,夹压M边袋口,同时加热铜块夹紧M边袋口,将袋口热封牢固,在程序控制下,气缸全部打开,完成一次塑料袋M边袋口封口过程。本技术具有工作环境好、人工劳动量少、工作效率高、安全性高、封边效果好、结构简单的同时传动平稳,且通用性强的特点。
技术研发人员:代彦平,高子龙,李海洋
受保护的技术使用者:哈尔滨智龙自动化设备有限公司
技术研发日:20230329
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!