一种机械手末端执行装置
本技术属于机械手的,具体而言,涉及一种机械手末端执行装置。
背景技术:
1、目前,铁丝、钢丝或者其他金属丝在生产成型后,都会缠绕成线圈,再进行打包、运输、销售。为了防止在搬运或运输过程中,打包线断裂后张开甩出,超出运输火车车厢外面,影响铁路运输安全,目前解决方案是人工用直径为2毫米的铁丝把打包线与钢线圈扎紧连接,即使打包线断裂后只是回撤20厘米左右,就不会甩出,整体效果能满足运输安全要求。而且在目前的工艺过程中,由于每天生产不同线径的钢线圈,生产量大,生产节奏快,需要雇佣大量工人,但人工扎铁丝固定打包线的工作强度大、工作效率低、人工成本高。同时人工操作位置上有起吊件下有不断移动的盘圆钢线圈,存在严重安全隐患。
技术实现思路
1、有鉴于此,本实用新型的目的在于提供一种机械手末端执行装置,以解决上述问题。
2、本实用新型采用了如下方案:
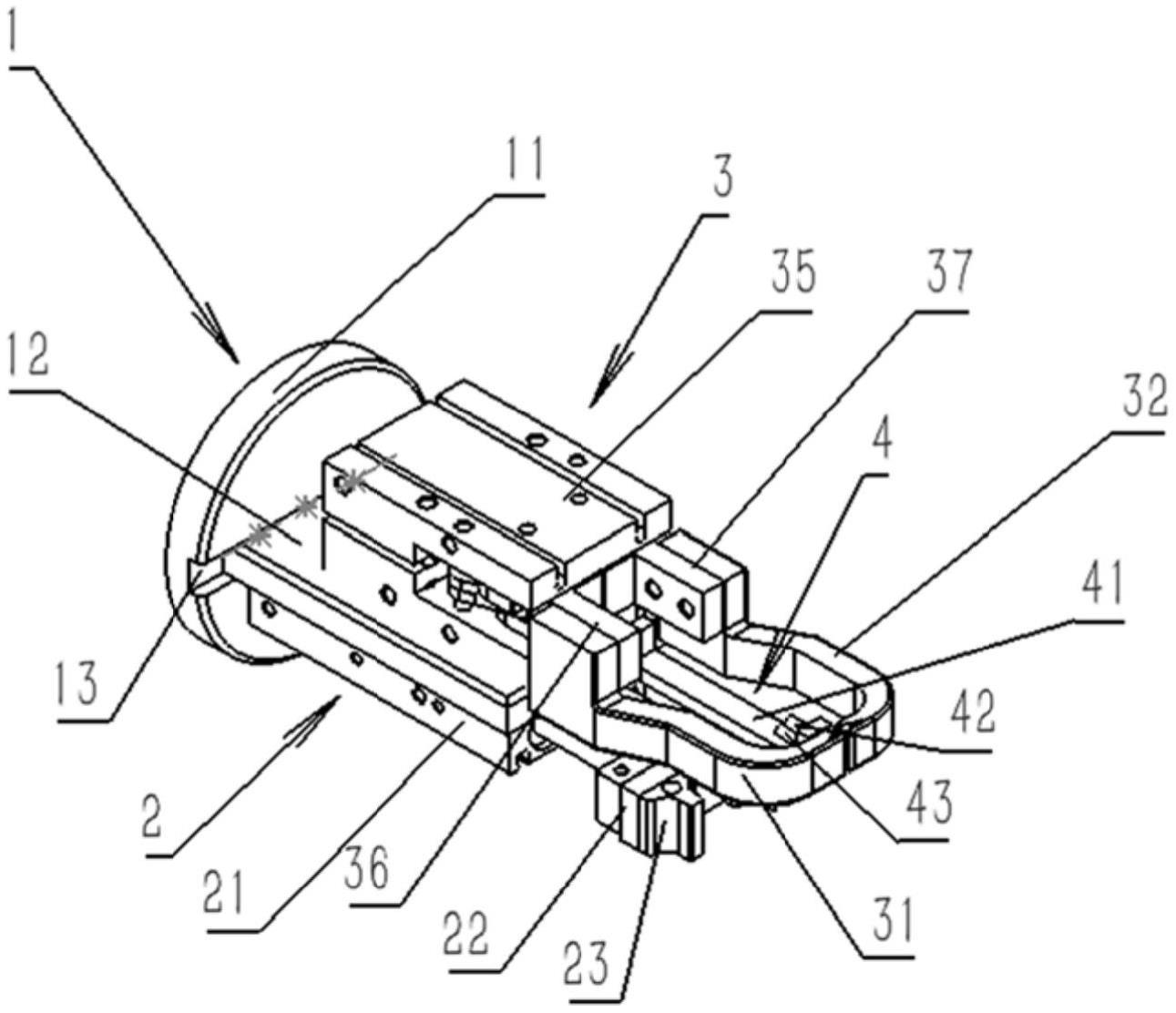
3、本申请提供了一种机械手末端执行装置,包括固定装置、夹头执行器、焊头子和检测装置。
4、其中,所述固定装置设有头部底座和安装底板,所述头部底座与所述安装底板垂直设置,所述安装底板上表面设置夹头执行器,所述安装底板下表面设置有焊头子,所述安装底板侧表面设置有检测装置。
5、作为进一步改进,所述头部底座正表面设置有水平凹部,且所述头部底座与所述安装底板垂直设置相交于水平凹部。
6、作为进一步改进,所述夹头执行器包括手指气缸、右侧夹头和左侧夹头。
7、其中,所述手指气缸设置于安装底板的上表面,其右侧的外表面设置右侧夹头。
8、所述右侧夹头夹头末端设置第一卡槽,所述手指气缸左侧的外表面设置左侧夹头,所述左侧夹头夹头末端设置第二卡槽。
9、作为进一步改进,所述焊头子包括夹紧气缸、焊头安装橡胶垫、正极焊头和负极焊头。
10、其中,所述夹紧气缸设置于安装底板下表面,所述夹紧气缸前端表面设置焊头安装橡胶垫,其正表面右端设置负极焊头,左端设置正极焊头。
11、作为进一步改进,所述检测装置包括检测安装座、接近传感器和吸附件。
12、所述检测安装座设置安装底板末端外表面中间靠左位置,且位于正极焊头上方,所述检测安装座前端上设置凸部,所述凸部上设置有第一圆孔槽和第二圆孔槽,所述第一圆孔槽设置吸附件,所述第二圆孔槽设置接近传感器。
13、作为进一步改进,所述接近传感器为电感式接近传感器。
14、作为进一步改进,所述吸附件为永磁铁。
15、通过采用上述技术方案,本实用新型可以取得以下技术效果:
16、本实用新型在装置中加入了焊头子、夹头执行器和检测装置,使得机械手末端执行器可以夹取铁皮带压到打包线上,对其电焊紧固,点焊完成后,还要判断是否点焊住,利用装在机械手末端执行器的磁铁吸住铁皮带往外拉,再通过传感器判断铁皮带是否跟随磁铁拉出,进而判断是否有焊住;本实用新型结构简单,操作便捷,节省人力物力,提高工作效率。
技术特征:
1.一种机械手末端执行装置,其特征在于:包括固定装置、夹头执行器、焊头子和检测装置;
2.根据权利要求1所述的机械手末端执行装置,其特征在于:所述头部底座正表面设置有水平凹部,且所述头部底座与所述安装底板垂直设置相交于水平凹部。
3.根据权利要求1所述的机械手末端执行装置,其特征在于:所述夹头执行器包括手指气缸、右侧夹头和左侧夹头;
4.根据权利要求3所述的机械手末端执行装置,其特征在于:所述右侧夹头夹头末端设置第一卡槽,所述手指气缸左侧的外表面设置左侧夹头,所述左侧夹头夹头末端设置第二卡槽。
5.根据权利要求1所述的机械手末端执行装置,其特征在于:所述焊头子包括夹紧气缸、焊头安装橡胶垫、正极焊头和负极焊头;
6.根据权利要求1所述的机械手末端执行装置,其特征在于:所述检测装置包括检测安装座、接近传感器和吸附件;
7.根据权利要求6所述的机械手末端执行装置,其特征在于:所述接近传感器为电感式接近传感器。
8.根据权利要求6所述的机械手末端执行装置,其特征在于:所述吸附件为永磁铁。
技术总结
本技术提供了一种机械手末端执行装置,包括固定装置、夹头执行器、焊头子和检测装置,所述固定装置设有头部底座和安装底板,所述头部底座与所述安装底板垂直设置,所述安装底板上表面设置夹头执行器,所述安装底板下表面设置有焊头子,所述安装底板侧表面设置有检测装置。本技术结构简单,操作便捷,能够实现钢线圈打包线进行紧固,确保质量稳定。
技术研发人员:黄腊生,邱思杰,黄妍祺,雷颖宁,谢永阳,张红芳,高辉,陈茹萍,张柏玲
受保护的技术使用者:三明学院
技术研发日:20230403
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!