一种灯胶贴附治具的制作方法
本申请涉及背光源的灯条加工,尤其涉及的是一种灯胶贴附治具。
背景技术:
1、背光源的光源在装配时,同时需要双面胶粘贴在胶铁上,这就需要在加工灯条时,需要在灯条上对应位置预先粘贴好具有双面胶贴面的灯胶;在实际生产过程中,为了提升灯条加工效率,往往是整版加工灯条,即在以较大面积的基板(pcb板或fpc板)上通过特定的排版,同时加工处多个灯条,然后贴上灯胶,最后在通过冲压加工得到多个灯条,也就是说,在贴附灯胶之前,为多个灯条整版设置;进一步的,为了提升贴附灯胶的效率,现有技术中进一步的改进为,将多个灯胶按照整版多个灯条的排版进行对应性的整版排布设置,进而可以整版多个灯条同时贴附灯胶,显著提升灯胶的贴附效率。
2、但是,在操作整版贴附灯条过程中,必须保障整版的灯胶上的每一灯胶都需要与整版的灯条上的每一灯条精准对位,否则可以造成灯胶贴附不良,影响产品质量。
3、因此,现有技术存在缺陷与不足,有待进一步改进和发展。
技术实现思路
1、鉴于现有技术的不足,本申请目的在于提供一种灯胶贴附治具,旨在解决现有技术中整版灯条贴附整版灯胶是灯胶与灯条对位困难的问题。
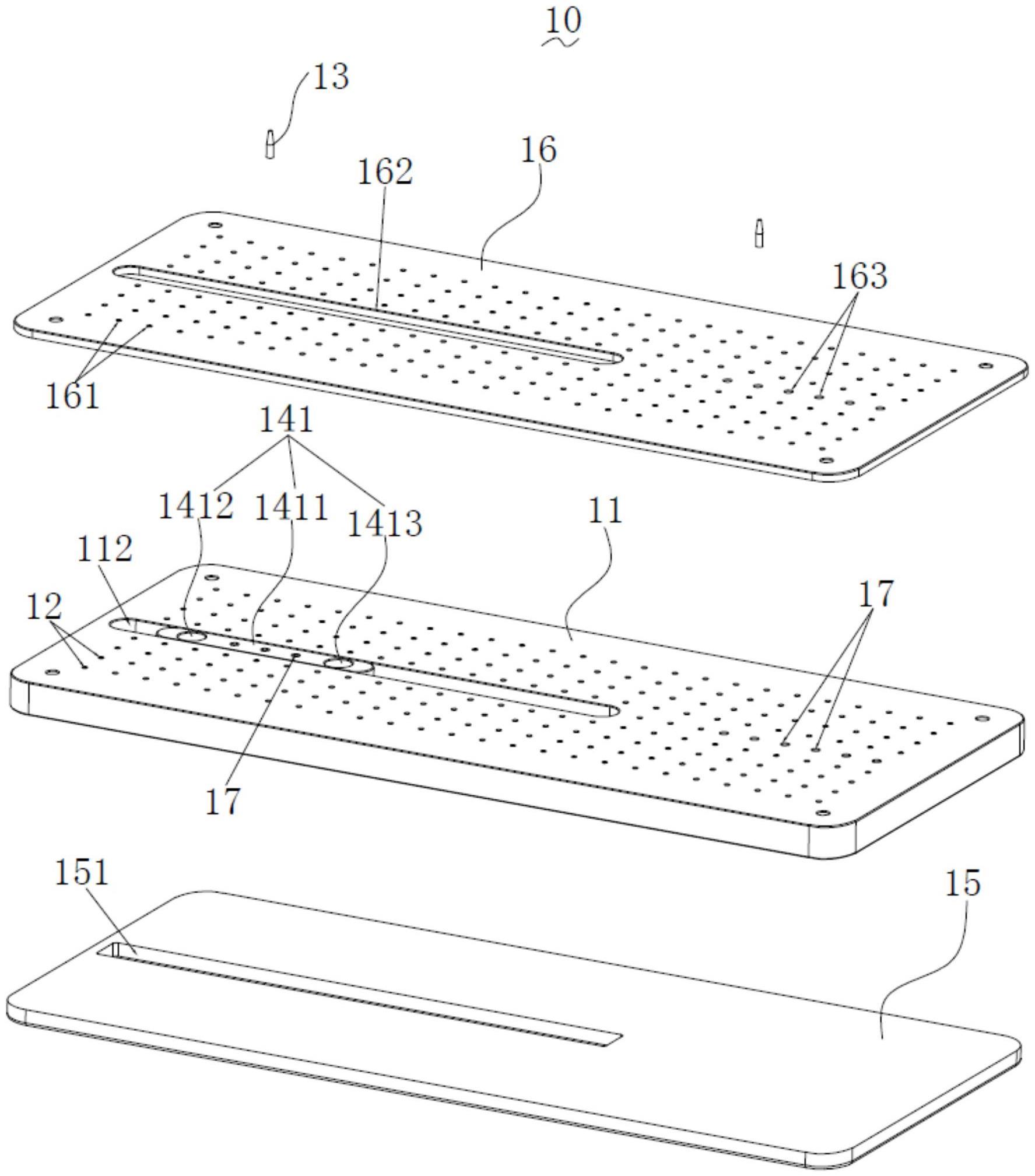
2、本申请解决技术问题所采用的技术方案如下:一种灯胶贴附治具,其包括:
3、基体;
4、若干真空孔,若干所述真空孔均设置于所述基体的上端面上;
5、若干定位孔,若干所述定位孔均设置于所述基体的上端面上;
6、至少两个定位针,所述定位针一一对应设置于所述定位孔中。
7、可选的,所述灯胶贴附治具还包括定位滑台,所述基体上还开设有滑槽孔,所述定位滑台可拆卸连接于所述滑槽孔中,所述定位滑台上设置有一定位针。
8、可选的,所述定位滑台包括:
9、上滑台,所述上滑台与所述滑槽孔滑动连接,至少一个定位针设置于所述上滑台上;
10、下固定板,所述下固定板设置于所述滑槽孔中,且所述上滑台与所述下固定板设置于所述滑槽孔相对的两端;
11、旋紧件,所述旋紧件与所述上滑台和下固定板螺接。
12、可选的,所述上滑台的背离所述下固定板的端面低于所述基体的上端面。
13、可选的,所述上滑台包括滑台本体、第一旋紧孔和第二旋紧孔,所述第一旋紧孔和第二旋紧孔分别设置于所述滑台本体沿长度方向上的两端处,至少一个定位针设置于所述滑台本体上。
14、可选的,所述定位孔还设置于所述滑台本体上。
15、可选的,所述基体的下端面上设置有若干相互连通的真空槽,若干所述真空孔与所述真空槽连通。
16、可选的,所述灯胶贴附治具还包括下端盖,所述下端盖设置于基体的下端面上,且所述下端盖上还设置有下避位槽孔,所述下固定板设置于所述下避位槽孔中。
17、可选的,所述灯胶贴附治具还包括
18、软质缓冲层,所述软质缓冲层设置于所述基体的上端面上,所述软质缓冲层上还包括与若干所述真空孔一一对应设置的若干吸气孔,与所述滑槽孔对应设置的上避位槽孔,以及与若干所述定位孔一一对应设置的若干定位避位孔。
19、有益效果:本申请中提供了一种灯胶贴附治具,通过在所述基体上设置若干定位孔,以及至少两个定位针,结合现有技术在整版灯条和整版灯胶上冲压定位孔,通过定位针对整版灯胶的贴附过程进行贴附定位;进一步的,通过将定位针装配在不同定位孔上,进而调整定位针的定位尺寸,进而适配不同尺寸的整版灯条和整版灯胶,提升所述灯胶贴附治具的适用范围;通过在所述基体上设置真空孔,进而可以将整版灯条负压吸附在基体的上端面上,防止贴附灯胶时,整版灯条翘起变形,更进一步的提升整版灯胶的贴附精度。
技术特征:
1.一种灯胶贴附治具,其特征在于,包括:
2.根据权利要求1所述的灯胶贴附治具,其特征在于,所述灯胶贴附治具还包括定位滑台,所述基体上还开设有滑槽孔,所述定位滑台可拆卸连接于所述滑槽孔中,所述定位滑台上设置有一定位针。
3.根据权利要求2所述的灯胶贴附治具,其特征在于,所述定位滑台包括:
4.根据权利要求3所述的灯胶贴附治具,其特征在于,
5.根据权利要求3所述的灯胶贴附治具,其特征在于,所述上滑台包括滑台本体、第一旋紧孔和第二旋紧孔,所述第一旋紧孔和第二旋紧孔分别设置于所述滑台本体沿长度方向上的两端处,至少一个定位针设置于所述滑台本体上。
6.根据权利要求5所述的灯胶贴附治具,其特征在于,所述定位孔还设置于所述滑台本体上。
7.根据权利要求3所述的灯胶贴附治具,其特征在于,所述基体的下端面上设置有若干相互连通的真空槽,若干所述真空孔与所述真空槽连通。
8.根据权利要求7所述的灯胶贴附治具,其特征在于,所述灯胶贴附治具还包括下端盖,所述下端盖设置于基体的下端面上,且所述下端盖上还设置有下避位槽孔,所述下固定板设置于所述下避位槽孔中。
9.根据权利要求2-8任一项所述的灯胶贴附治具,其特征在于,所述灯胶贴附治具还包括
技术总结
本申请涉及背光源的灯条加工技术领域,具体提供了一种灯胶贴附治具,包括基体;若干真空孔,设置于基体的上端面上;若干定位孔,均设置于基体的上端面上;至少两个定位针,一一对应设置于定位孔中。通过在基体上设置若干定位孔,以及至少两个定位针,结合现有技术在整版灯条和整版灯胶上冲压定位孔,通过定位针对整版灯胶的贴附过程进行贴附定位;通过将定位针装配在不同定位孔上,进而调整定位针的定位尺寸,进而适配不同尺寸的整版灯条和整版灯胶,提升灯胶贴附治具的适用范围;通过在基体上设置真空孔,可将整版灯条负压吸附在基体的上端面上,防止贴附灯胶时,整版灯条翘起变形,更进一步的提升整版灯胶的贴附精度。
技术研发人员:徐贤强,吴克成,姜发明
受保护的技术使用者:深圳市南极光电子科技股份有限公司
技术研发日:20230323
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!