自动供料装置的制作方法
本技术涉及自动供料,尤其涉及一种自动供料装置。
背景技术:
1、随着科技的发展和时代的进步,工业生产变得越来越发达,装盘落盘过程越来越向着自动化前进,自动装盘落盘机构是工业生产中经常用到的一种机构。但是为实现上料的自动化需要将待加工的零件摆放在托盘的指定位置,同时目前需要人工进行搬运这些托盘至指定位置,但对于重型的产品来说,多个产品加上托盘自身的重量非常大,难以搬运。
2、虽然有一部分供料机构能够自动与agv小车进行对接,降低操作人员的劳动力,但是现有的供料机构结构复杂,而且在自动装盘落盘的过程中,容易出现偏差,从而导致空盘、满盘的自动更换失败,降低了生产效率,而且传统的伺服电机丝杆装置投入成本较高,占据空间大,久而久之,必然会导致生产效率大幅降低。
3、因此,需要一种结构简单、故障率低、工作效率高的自动供料装置。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供一种自动供料装置。
2、本实用新型技术方案如下所述:
3、一种自动供料装置,包括框架、设置在框架上的导轨滑块组、驱动导轨滑块组的驱动源以及设置在导轨滑块组上的至少一辆移动小车,所述框架上设有至少一个满盘存储组、至少一个空盘存储组以及至少一个工作组,所述移动小车在所述满盘存储组、空盘存储组以及工作组之间运动并传递料盘,所述满盘存储组包括用于存储装载物料的料盘的满盘存储架、设置在满盘存储架下方的满盘限位机构以及设置在满盘限位机构下方的满盘升降机构,所述满盘限位机构用于限制所述料盘下落,所述满盘升降机构包括第一升降气缸和第二升降气缸,所述第一升降气缸的行程大于所述第二升降气缸的行程,用于带动所述料盘在三个位置之间运动。
4、作为本实用新型的进一步改进,所述满盘升降机构还包括设置在所述框架上的满盘气缸安装架和满盘推动组件,所述第一升降气缸和第二升降气缸设置在所述满盘气缸安装架上,所述满盘推动组件由所述第一升降气缸和第二升降气缸驱动。
5、作为本实用新型的进一步改进,所述满盘推动组件包括设置在所述框架上方的上推板、设置在所述框架下方的下推板以及连接所述上推板与所述下推板的导向杆。
6、作为本实用新型的进一步改进,所述满盘限位机构包括设置在所述框架上的第一限位气缸和由所述第一限位气缸驱动的第一限位块,所述第一限位块呈阶梯状,所述第一限位块的缺口朝向所述料盘。
7、作为本实用新型的进一步改进,所述空盘存储组与所述满盘存储组的结构相同。
8、作为本实用新型的进一步改进,所述工作组包括设置在所述框架上的工作限位机构和设置在所述工作限位机构下方的工作升降机构。
9、作为本实用新型的进一步改进,所述工作升降机构包括设置在所述框架上的工作气缸安装架、设置在所述工作气缸安装架上的工作升降气缸以及由所述工作升降气缸驱动的工作推动组件。
10、作为本实用新型的进一步改进,所述工作限位机构包括设置在所述框架上的第二限位气缸和由所述第二限位气缸驱动的第二限位块,所述第二限位块上设有凹槽;所述料盘的边缘设有与所述凹槽相配合的配合部。
11、作为本实用新型的进一步改进,所述移动小车上设有皮带传送组,用于与agv小车进行对接,传递或接收所述料盘。
12、作为本实用新型的进一步改进,所述皮带传送组包括设置在所述移动小车上的传送电机、由所述传送电机驱动的辊轴、皮带、皮带轮、从动轮以及带动所述料盘运动的传送带。
13、根据上述方案的本实用新型,本实用新型的有益效果在于:
14、本实用新型通过与agv小车自动对接,在不停机的情况下将料盘放入设备并自动进行装盘和落盘,加快工作节奏,提高工作效率;同时采用气缸结构代替电机丝杆,简化整体结构并降低故障率。
技术特征:
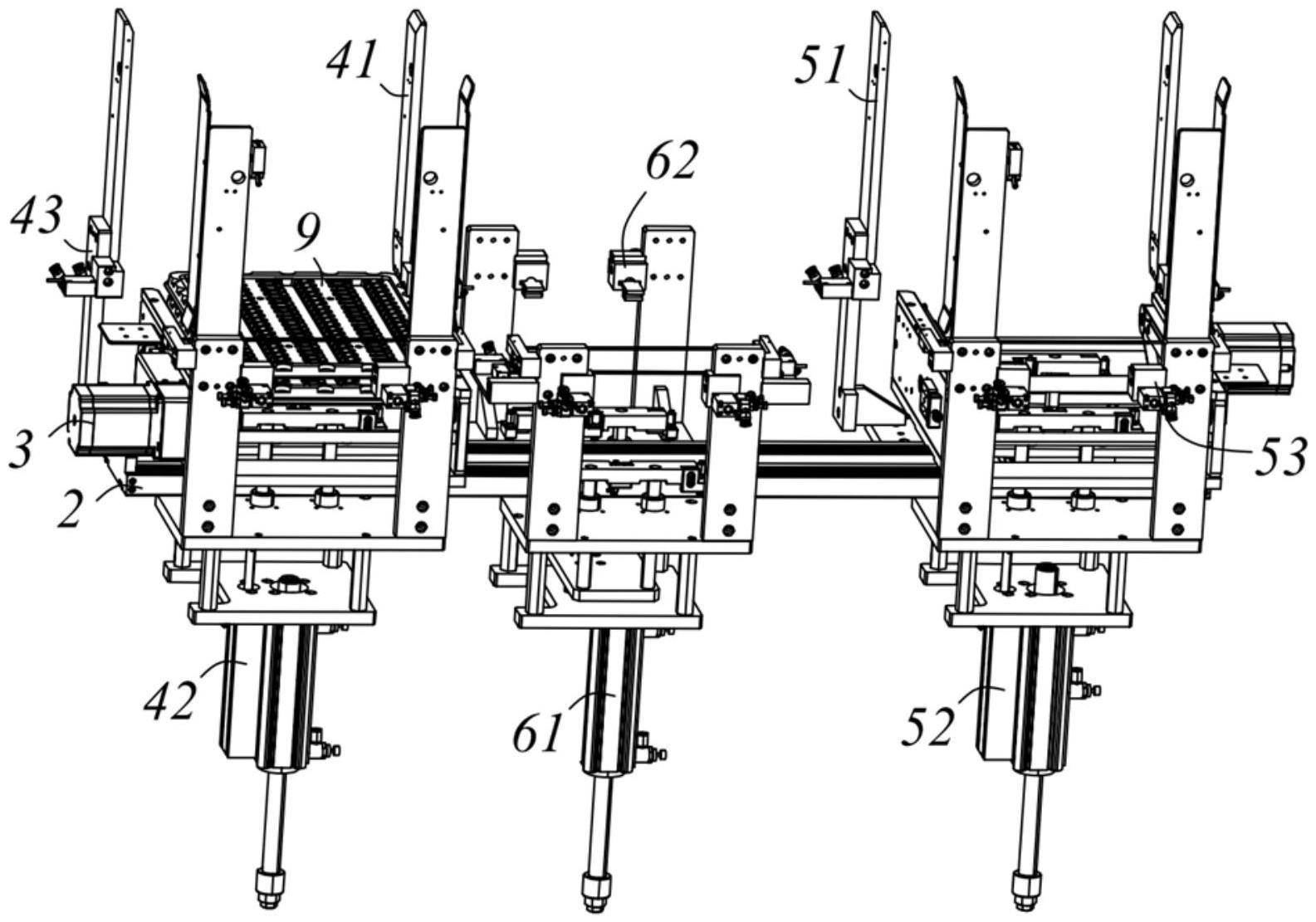
1.一种自动供料装置,其特征在于,包括框架、设置在框架上的导轨滑块组(2)、驱动导轨滑块组(2)的驱动源以及设置在导轨滑块组(2)上的至少一辆移动小车(3),所述框架上设有至少一个满盘存储组、至少一个空盘存储组以及至少一个工作组,所述移动小车(3)在所述满盘存储组、空盘存储组以及工作组之间运动并传递料盘(9),所述满盘存储组包括用于存储装载物料的料盘(9)的满盘存储架(41)、设置在满盘存储架(41)下方的满盘限位机构(43)以及设置在满盘限位机构(43)下方的满盘升降机构(42),所述满盘限位机构(43)用于限制所述料盘(9)下落,所述满盘升降机构(42)包括第一升降气缸(422)和第二升降气缸(423),所述第一升降气缸(422)的行程大于所述第二升降气缸(423)的行程,用于带动所述料盘(9)在三个位置之间运动。
2.根据权利要求1所述的自动供料装置,其特征在于,所述满盘升降机构(42)还包括设置在所述框架上的满盘气缸安装架(421)和满盘推动组件,所述第一升降气缸(422)和第二升降气缸(423)设置在所述满盘气缸安装架(421)上,所述满盘推动组件由所述第一升降气缸(422)和第二升降气缸(423)驱动。
3.根据权利要求2所述的自动供料装置,其特征在于,所述满盘推动组件包括设置在所述框架上方的上推板(424)、设置在所述框架下方的下推板(425)以及连接所述上推板(424)与所述下推板(425)的导向杆(426)。
4.根据权利要求1所述的自动供料装置,其特征在于,所述满盘限位机构(43)包括设置在所述框架上的第一限位气缸(431)和由所述第一限位气缸(431)驱动的第一限位块(432),所述第一限位块(432)呈阶梯状,所述第一限位块(432)的缺口朝向所述料盘(9)。
5.根据权利要求1所述的自动供料装置,其特征在于,所述空盘存储组与所述满盘存储组的结构相同。
6.根据权利要求1所述的自动供料装置,其特征在于,所述工作组包括设置在所述框架上的工作限位机构(62)和设置在所述工作限位机构(62)下方的工作升降机构(61)。
7.根据权利要求6所述的自动供料装置,其特征在于,所述工作升降机构(61)包括设置在所述框架上的工作气缸安装架、设置在所述工作气缸安装架上的工作升降气缸以及由所述工作升降气缸驱动的工作推动组件。
8.根据权利要求6所述的自动供料装置,其特征在于,所述工作限位机构(62)包括设置在所述框架上的第二限位气缸(621)和由所述第二限位气缸(621)驱动的第二限位块(622),所述第二限位块(622)上设有凹槽(625);所述料盘(9)的边缘设有与所述凹槽(625)相配合的配合部(91)。
9.根据权利要求8所述的自动供料装置,其特征在于,所述移动小车(3)上设有皮带传送组,用于与agv小车进行对接,传递或接收所述料盘(9)。
10.根据权利要求9所述的自动供料装置,其特征在于,所述皮带传送组包括设置在所述移动小车(3)上的传送电机(31)、由所述传送电机(31)驱动的辊轴(32)、皮带(33)、皮带轮(34)、从动轮(35)以及带动所述料盘(9)运动的传送带(36)。
技术总结
本技术涉及一种自动供料装置,属于自动供料技术领域,包括框架、设置在框架上的导轨滑块组、驱动导轨滑块组的驱动源以及设置在导轨滑块组上的移动小车,框架上设有满盘存储组、空盘存储组以及工作组,移动小车在满盘存储组、空盘存储组以及工作组之间运动并传递料盘,满盘存储组包括满盘存储架、满盘限位机构以及满盘升降机构,满盘升降机构包括第一升降气缸和第二升降气缸,第一升降气缸的行程大于第二升降气缸的行程,用于带动料盘在三个位置之间运动。本技术通过与AGV小车自动对接,在不停机的情况下将料盘放入设备并自动进行装盘和落盘,加快工作节奏,提高工作效率;同时采用气缸结构代替电机丝杆,简化整体结构并降低故障率。
技术研发人员:王满意,李朋阳,柏龙
受保护的技术使用者:博众精工科技股份有限公司
技术研发日:20230406
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!