薄料倒卷机面压辊结构的制作方法
本技术涉及薄料倒卷机面压辊结构,属于铝箔精整。
背景技术:
1、直接生产的铝卷因为切边不平整,或因体积过大,需要通过倒卷机重新切边整形,这就是倒卷流程。现有铝箔倒卷机将铝箔成品倒卷并切边,以提高产品质量,并通过倒卷的过程来检查产品质量缺陷。在整个过程中,卷取质量是一个非常重要的因素。成品的精度要求:错层公差为不大于0.1mm,塔形公差不对于0.5mm,毛刺高度不对于0.015mm,宽度公差±0.03mm。从以上数据来看,更能说明必须要有高精度设备才能生产出如此要求高的成品。
2、传统卷取机构通过电机驱动在卷取时,容易因为辊系平行度偏差的问题,产生铝箔表面的不平整和张力不稳定等问题引起的荷叶边现象。如果没有一定的张力和面压力,还容易产生塔型等问题,影响成品质量。
技术实现思路
1、本实用新型所要解决的技术问题在于:提供薄料倒卷机面压辊结构,它解决了现有技术中卷取机构通过电机驱动在卷取时,容易因为辊系平行度偏差的问题,产生铝箔表面的不平整和张力不稳定等问题引起的荷叶边现象的问题。
2、本实用新型所要解决的技术问题采取以下技术方案来实现:
3、薄料倒卷机面压辊结构,包括驱动侧和操作侧,所述操作侧包括卷轴和压辊,驱动侧包括设置在操作侧两侧的气缸和滑移组件,卷轴的两端与滑移组件和气缸连接,气缸带动卷轴沿着滑移组件滑动;
4、所述气缸的一端设置气液转换器,另一端设置有气缸接头,气缸通过气缸接头与卷轴连接,卷轴的两端设置有相互啮合的齿轮和齿条,齿轮套设在卷轴上且带动卷轴沿着齿条滚动,气缸接头处还设置有张力传感器。
5、齿条沿着卷轴滚动的方向设置,齿轮与齿条啮合沿着齿条滚动前行,气缸接头与卷轴之间设置有销轴,张力传感器设置在销轴处。
6、作为优选实例,所述滑移组件包括四组滑轨和滑块,卷轴的两端分别设置有连接板,滑块分别设置在连接板上下的两端,滑块与滑轨滑移配合。
7、滑轨与齿条上下平行设置,滑块随着卷轴的滚动而沿着滑轨滑移。
8、作为优选实例,所述卷轴上设置有编码器。
9、编码器是把角位移或直线位移转换成电信号。
10、作为优选实例,所述压辊为聚氨酯辊。
11、聚氨酯全名为聚氨基甲酸酯,是一种高分子化合物。聚氨酯有聚酯型和聚醚型二大类。可制成聚氨酯塑料(以泡沫塑料为主)、聚氨酯纤维(中国称为氨纶)、聚氨酯橡胶及弹性体。
12、作为优选实例,所述气缸底部设置有气缸座。
13、气缸座用于安装和承托气缸。
14、作为优选实例,所述卷轴与连接板之间设置有轴承。
15、轴承是当代机械设备中一种重要零部件,它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
16、本实用新型的有益效果是:
17、1、本实用新型中的压辊结构通过驱动侧和操作侧的同步齿轮齿条保证卷轴+聚氨酯辊同步转动,齿轮和齿条传动3457890-有效具有良好的稳定性,从而提高了压辊的稳定性,聚氨酯辊紧靠铝卷提供面压靠力,压靠力通过张力传感器反馈以保证面压靠力的稳定。
18、2、气缸前安装一个气液转换器,使气缸由液压油驱动,空气的压缩比搞,保证气缸的面压力更加稳定,降低气缸推动聚氨酯辊在压靠铝卷时产生的跳动,提高了铝卷的卷取质量。
19、3、齿轮齿条的上下侧分别设置滑移组件,配合齿条保证压辊接触面张力稳定,不会一侧有高低,可以进一步提高卷轴两端的稳定性。
20、4、压辊采用聚氨酯材质,是因为聚氨酯辊面压力稳定且不会产生擦划伤。
技术特征:
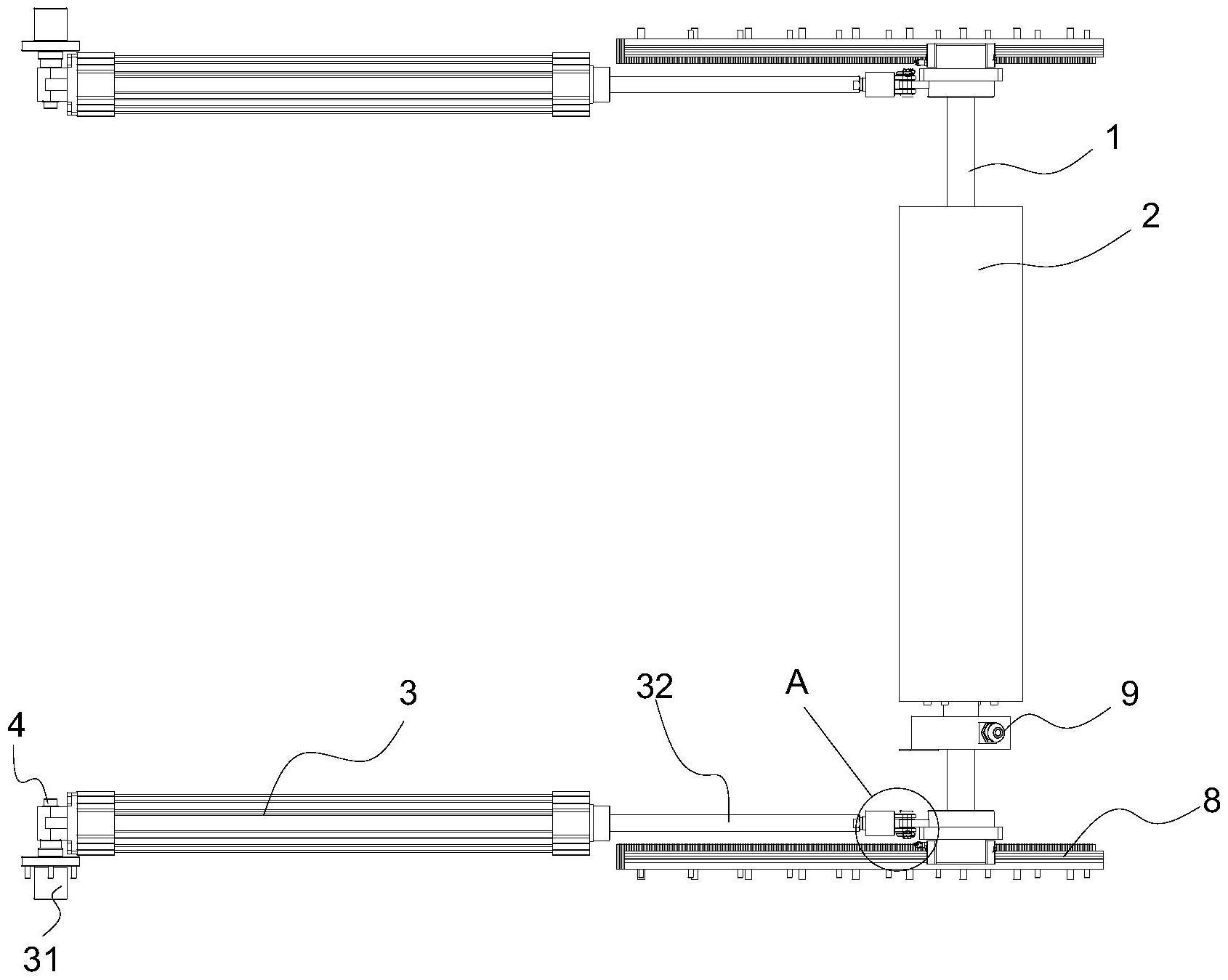
1.薄料倒卷机面压辊结构,包括驱动侧和操作侧,其特征在于,所述操作侧包括卷轴(1)和压辊(2),驱动侧包括设置在操作侧两侧的气缸(3)和滑移组件(8),卷轴(1)的两端与滑移组件(8)和气缸(3)连接,气缸(3)带动卷轴(1)沿着滑移组件(8)滑动;
2.根据权利要求1所述的薄料倒卷机面压辊结构,其特征在于,所述滑移组件(8)包括四组滑轨(81)和滑块(82),卷轴(1)的两端分别设置有连接板(11),滑块(82)分别设置在连接板(11)上下的两端,滑块(82)与滑轨(81)滑移配合。
3.根据权利要求1所述的薄料倒卷机面压辊结构,其特征在于,所述卷轴(1)上设置有编码器(9)。
4.根据权利要求1所述的薄料倒卷机面压辊结构,其特征在于,所述压辊(2)为聚氨酯辊。
5.根据权利要求1所述的薄料倒卷机面压辊结构,其特征在于,所述气缸(3)底部设置有气缸座(31)。
6.根据权利要求2所述的薄料倒卷机面压辊结构,其特征在于,所述卷轴(1)与连接板(11)之间设置有轴承(12)。
技术总结
本技术公开了薄料倒卷机面压辊结构,属于铝箔精整技术领域。包括驱动侧和操作侧,所述操作侧包括卷轴和压辊,驱动侧包括设置在操作侧两侧的气缸和滑移组件,卷轴的两端与滑移组件和气缸连接,气缸带动卷轴沿着滑移组件滑动,所述气缸的一端设置气液转换器,另一端设置有气缸接头,气缸通过气缸接头与卷轴连接,卷轴的两端设置有相互啮合的齿轮和齿条,齿轮套设在卷轴上且带动卷轴沿着齿条滚动,气缸接头处还设置有张力传感器。通过提供薄料倒卷机面压辊结构,提高了压辊的稳定性,解决了现有技术中卷取机构通过电机驱动在卷取时,容易因为辊系平行度偏差的问题,产生铝箔表面的不平整和张力不稳定等问题引起的荷叶边现象的问题。
技术研发人员:曹捷,陈恺
受保护的技术使用者:上海安烁自动化科技有限公司
技术研发日:20230407
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!