一种工件自动上下料装置的制作方法
本技术属于工件输送领域,尤其是涉及一种工件自动上下料装置。
背景技术:
1、工件在机械加工过程中,均涉及到工件的转移输送,比如工件成型前上料、工件成型后下料,传统的转移输送多是通过人工进行,靠手工来完成,但是工作效率比较低,而且还存在一定的危险性,因此随着技术的进步,工件的转移输送逐渐采用自动化,或者通过机械手来抓取进行转移。
2、但是有些工件在成型之前和成型之后存在较大的形状差别,单一的机械手抓具只能完成上料或者下料的工作,这样就需要另外增加下料或者上料的配套设备。有些工件上料的状态和成型时的状态有所不同,这就给机械手的抓具设计带来了难度,机械手抓取之后还要考虑调整工件成型的位置状态。
技术实现思路
1、本实用新型提供一种工件自动上下料装置,上料过程中对工件进行状态调节,使其从上料输送状态调整至工件成型状态,方便机械手直接抓取进行上料,机械手的抓具除了上料抓具外还增加一工件下料抓具,机械手设置两套抓具,从而实现工件自动上下料。
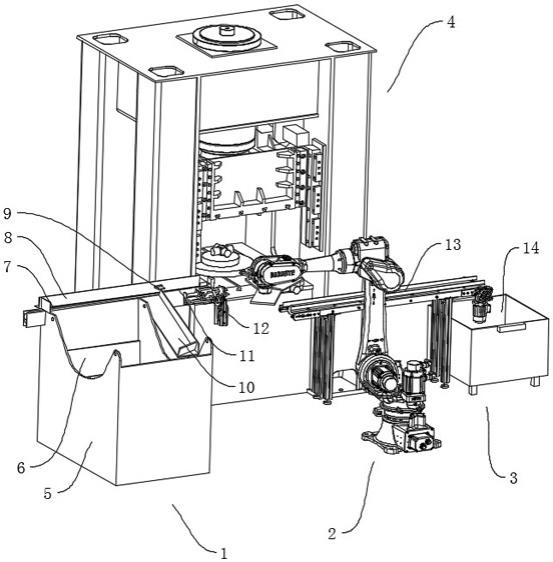
2、本实用新型的具体技术方案为:一种工件自动上下料装置,包括上料输送装置、下料输送装置及中间执行转移的机械手;其中上料输送装置的端部位置设置有工件位置状态调整机构,机械手上设置有上料抓具和下料抓具。
3、上料输送装置与下料输送装置之间为机械手,机械手用来执行工件转移,将工件从上料输送装置上转移至加工设备处,工件加工后,机械手将工件从加工设备转移至下料输送装置上;工件位置状态调整机构是一种用来调整工件位置状态的结构,比如将工件从横倒的状态调整成竖立的状态,再比如将工件从纵向的横倒状态调整为横向的横倒状态,再比如将工件从竖向的状态调整为横倒的状态等;工件位置状态调整机构设置于上料输送装置的端部位置,从而对输送到上料输送装置末端的工件进行状态调整,通过状态调整,工件被机械手抓取之后可以直接放置到加工设备上,方便抓取,同时也简化了机械手抓取结构;以加工十字轴为例,圆棒以横倒的状态在上料输送装置上移动,在加工十字轴时,圆棒呈竖向直立于加工设备上,工件位置状态调整机构将圆棒工件从横倒的状态调整为竖向直立状态,机械手直接抓取后放置到加工设备上进行加工成型,这样可以简化机械手抓取的结构;机械手上设置两套抓具,一套为上料抓具,另一套为下料抓具,将上料和下料分开,分别适应不同形状工件的抓取需要。
4、作为优选,上料抓具采用夹钳式结构,下料抓具采用磁吸式结构;或者上料抓具和下料抓具均采用磁吸式结构;或者上料抓具和下料抓具均采用夹钳式结构。
5、作为优选,机械手端部连接有抓具平台,上料抓具和下料抓具均设置于抓具平台上;上料抓具采用夹钳式结构,包括两中部铰接在抓具平台上的钳臂、与钳臂尾端相铰接的两驱动杆、与两驱动杆相连接的伸缩气缸;下料抓具为与上料夹具相错开的磁吸装置。
6、作为优选,钳臂呈v形状,中间的弯折部位与抓具平台相铰接,钳臂的端部固定有夹头,夹头的侧边为内凹状,两钳臂端部上的夹头的内凹侧边相对。
7、作为优选,上料输送装置包括上料装置及输送带,工件位置状态调整机构设置于输送带的末端位置,输送带的两侧设置有挡边。
8、作为优选,上料装置采用阶梯升降式上料装置,输送带设置于上料装置的最上侧位置;输送带两侧的挡边为高挡边和低挡边,其中低挡边对应上料装置的位置设置有上料口,高挡边远离上料装置。
9、作为优选,输送带侧边的高挡板上固定有横向延伸到输送带上方的阻挡板,阻挡板与输送带上表面之间的距离小于工件胚料的长度,低挡板的一侧设置有回料槽,回料槽的上端与输送带表面相接并靠近阻挡板的位置,回料槽的下端出口朝向上料装置的料斗内。工件从料斗被提升至输送带上,其状态多种多样,有些工件会自动回到料斗,但是有些工件也会被向前输送,此时通过阻挡板即可将这些工件阻挡回落到料斗内。
10、作为优选,输送带的末端位置设置有止动板,止动板上设置有传感器,输送带两侧的挡边靠近末端位置设置有缺口,一侧缺口处设置有推板及连接推板的伸缩气缸,推板的伸缩方向垂直输送带输送方向,另一侧缺口处设置接板,接板的一侧对接工件位置状态调整机构,接板的另一侧设置伸缩推杆。工件在输送带上被止动板阻挡,停留在输送带上,止动板上的传感器接收到信号,将工件到达的信号传递给伸缩气缸,伸缩气缸将工件侧向推入到接板上,伸缩推杆将工件推入到工件位置状态调整机构上进行状态调整。输送带两侧挡边上的缺口的长度与工件的长度相适配,这样不符合长度要求的工件不会被推入到接板上。
11、作为优选,工件位置状态调整机构包括一调整气缸,调整气缸的缸体端部铰接有一带容纳套筒的翻转机构,翻转机构与调整气缸的伸缩杆相连,翻转机构绕铰接部位转动。
12、作为优选,翻转机构包括一翻转架,翻转架呈l形,翻转架的第一侧板与缸体端部铰接,第二侧板通过连杆与伸缩杆端部相铰接,容纳套筒固定于第二侧板上,容纳套筒的底部设置有传感器。
13、本实用新型的有益效果是:工件位置状态调整机构设置于上料输送装置的端部位置,从而对输送到上料输送装置末端的工件进行状态调整,通过状态调整,工件被机械手抓取之后可以直接放置到加工设备上,方便抓取,同时也简化了机械手抓取结构;机械手上设置两套抓具,一套为上料抓具,另一套为下料抓具,将上料和下料分开,分别适应不同形状工件的抓取需要。
技术特征:
1.一种工件自动上下料装置,其特征在于,包括上料输送装置、下料输送装置及中间执行转移的机械手;其中上料输送装置的端部位置设置有工件位置状态调整机构,机械手上设置有上料抓具和下料抓具。
2.根据权利要求1所述的一种工件自动上下料装置,其特征在于,上料抓具采用夹钳式结构,下料抓具采用磁吸式结构;或者上料抓具和下料抓具均采用磁吸式结构;或者上料抓具和下料抓具均采用夹钳式结构。
3.根据权利要求2所述的一种工件自动上下料装置,其特征在于,机械手端部连接有抓具平台,上料抓具和下料抓具均设置于抓具平台上;上料抓具采用夹钳式结构,包括两中部铰接在抓具平台上的钳臂、与钳臂尾端相铰接的两驱动杆、与两驱动杆相连接的伸缩气缸;下料抓具为与上料夹具相错开的磁吸装置。
4.根据权利要求3所述的一种工件自动上下料装置,其特征在于,钳臂呈v形状,中间的弯折部位与抓具平台相铰接,钳臂的端部固定有夹头,夹头的侧边为内凹状,两钳臂端部上的夹头的内凹侧边相对。
5.根据权利要求1或2或3或4所述的一种工件自动上下料装置,其特征在于,上料输送装置包括上料装置及输送带,工件位置状态调整机构设置于输送带的末端位置,输送带的两侧设置有挡边。
6.根据权利要求5所述的一种工件自动上下料装置,其特征在于,上料装置采用阶梯升降式上料装置,输送带设置于上料装置的最上侧位置;输送带两侧的挡边为高挡边和低挡边,其中低挡边对应上料装置的位置设置有上料口,高挡边远离上料装置。
7.根据权利要求6所述的一种工件自动上下料装置,其特征在于,输送带侧边的高挡板上固定有横向延伸到输送带上方的阻挡板,阻挡板与输送带上表面之间的距离小于工件胚料的长度,低挡板的一侧设置有回料槽,回料槽的上端与输送带表面相接并靠近阻挡板的位置,回料槽的下端出口朝向上料装置的料斗内。
8.根据权利要求5所述的一种工件自动上下料装置,其特征在于,输送带的末端位置设置有止动板,止动板上设置有传感器,输送带两侧的挡边靠近末端位置设置有缺口,一侧缺口处设置有推板及连接推板的伸缩气缸,推板的伸缩方向垂直输送带输送方向,另一侧缺口处设置接板,接板的一侧对接工件位置状态调整机构,接板的另一侧设置伸缩推杆。
9.根据权利要求1所述的一种工件自动上下料装置,其特征在于,工件位置状态调整机构包括一调整气缸,调整气缸的缸体端部铰接有一带容纳套筒的翻转机构,翻转机构与调整气缸的伸缩杆相连,翻转机构绕铰接部位转动。
10.根据权利要求9所述的一种工件自动上下料装置,其特征在于,翻转机构包括一翻转架,翻转架呈l形,翻转架的第一侧板与缸体端部铰接,第二侧板通过连杆与伸缩杆端部相铰接,容纳套筒固定于第二侧板上,容纳套筒的底部设置有传感器。
技术总结
本技术涉及一种工件自动上下料装置,包括上料输送装置、下料输送装置及中间执行转移的机械手;其中上料输送装置的端部位置设置有工件位置状态调整机构,机械手上设置有上料抓具和下料抓具。工件位置状态调整机构设置于上料输送装置的端部位置,从而对输送到上料输送装置末端的工件进行状态调整,通过状态调整,工件被机械手抓取之后可以直接放置到加工设备上,方便抓取,同时也简化了机械手抓取结构;机械手上设置两套抓具,一套为上料抓具,另一套为下料抓具,将上料和下料分开,分别适应不同形状工件的抓取需要。
技术研发人员:蔡永春
受保护的技术使用者:杭州春源自动化科技有限公司
技术研发日:20230425
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!