一种配件移载装置的制作方法
本技术涉及pcb板制造设备,具体涉及一种配件移载装置。
背景技术:
1、为避免运载中损伤pcb板,通常会将pcb板定位在料盘中以保护pcb。实际操作中,运载装置会将堆垛的料盘一起运载到工位,运载装置将料盘逐个升起以使机械手将pcb板放到料盘中。目前,pcb板装配料盘的操作过程是:机械手先将堆垛中的料盘移到装配工位上,机械手再去拿取pcb板将其放置到料盘上。上述操作存在不足之处:机械手既要移动料盘也要拿取pcb板,导致移动料盘和拿取pcb板不能同时进行,影响装配效率。
技术实现思路
1、本实用新型的目的在于避免现有技术中的不足之处而提供一种配件移载装置,该配件移载装置能快速地将配件移到另一工位上,具有装配效率高的优点。
2、为实现上述目的,本实用新型提供以下技术方案:
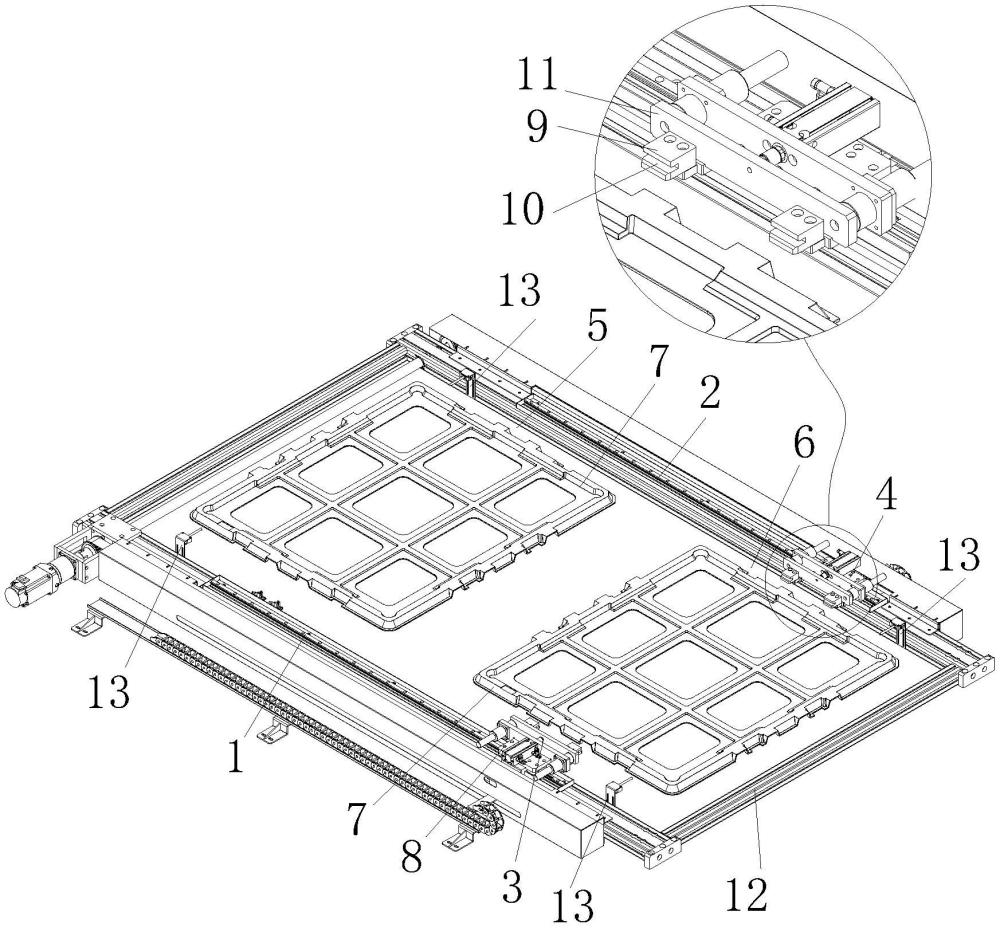
3、提供一种配件移载装置,包括相对设置的第一滑轨和第二滑轨,所述第一滑轨与所述第二滑轨之间的位置划分为第一工位和第二工位;
4、所述第一滑轨上滑动连接有第一气缸,所述第二滑轨上滑动连接有第二气缸;
5、所述第一气缸的伸缩端与所述第二气缸的伸缩端指向所述第一工位或所述第二工位且相对设置;
6、所述第一气缸的伸缩端与所述第二气缸的伸缩端相互靠近或相互背离。
7、所述第一气缸与所述第二气缸滑至所述第一工位且通过相互靠近以夹持配件,或所述第一气缸与所述第二气缸滑至所述第二工位且通过相互背离以松放配件。
8、在一些实施方式中,所述第一滑轨和/或所述第二滑轨上均设有滑板,所述第一气缸和/或所述第二气缸上通过滑板设置在对应的滑轨上。
9、在一些实施方式中,所述伸缩端固接有定位块,所述伸缩端通过所述定位块抵顶于所述配件的侧边。
10、在一些实施方式中,所述定位块上开设有卡槽,所述卡槽与所述配件的侧边适配。
11、在一些实施方式中,所述定位块通过连接板固接于所述伸缩端上。
12、在一些实施方式中,还包括框架,所述第一滑轨和所述第二滑轨位于所述框架的顶端且分别设于所述框架的一对相对边上;
13、所述第一气缸和/或所述第二气缸的一端滑动连接在对应的滑轨上,另一端指向所述框架的内部。
14、在一些实施方式中,所述框架为矩形,所述第一工位与所述第二工位沿着所述框架的长边排布于所述框架内。
15、在一些实施方式中,所述第一滑轨的端部和所述第二滑轨上的端部分别设有限位杆,所述第一滑轨上的限位杆与所述第二滑轨上的限位杆一一对齐,所述限位杆均位于所述第一滑轨和所述第二滑轨之间的位置。
16、在一些实施方式中,所述配件为料盘。
17、本实用新型一种配件移载装置的有益效果:
18、本实用新型的配件移载装置,由于第一气缸和第二气缸均设置在滑轨上,而第一气缸的伸缩端和第二气缸的伸缩端相互靠近能夹持配件,相互背离则可松开配件,因此通过气缸和滑轨的配合即可快速地将配件从第一工位移到第二工位,此时无需机械手移载配件,机械手仅需拿取其他配件,使得能同步进行移动多个不同的配件,提高生产效率。
技术特征:
1.一种配件移载装置,其特征是:包括相对设置的第一滑轨和第二滑轨,所述第一滑轨与所述第二滑轨之间的位置划分为第一工位和第二工位;
2.根据权利要求1所述的配件移载装置,其特征是:所述第一滑轨和/或所述第二滑轨上均设有滑板,所述第一气缸和/或所述第二气缸上通过滑板设置在对应的滑轨上。
3.根据权利要求1所述的配件移载装置,其特征是:所述伸缩端固接有定位块,所述伸缩端通过所述定位块抵顶于所述配件的侧边。
4.根据权利要求3所述的配件移载装置,其特征是:所述定位块上开设有卡槽,所述卡槽与所述配件的侧边适配。
5.根据权利要求3所述的配件移载装置,其特征是:所述定位块通过连接板固接于所述伸缩端上。
6.根据权利要求1所述的配件移载装置,其特征是:还包括框架,所述第一滑轨和所述第二滑轨位于所述框架的顶端且分别设于所述框架的一对相对边上;
7.根据权利要求6所述的配件移载装置,其特征是:所述框架为矩形,所述第一工位与所述第二工位沿着所述框架的长边排布于所述框架内。
8.根据权利要求1所述的配件移载装置,其特征是:所述第一滑轨的端部和所述第二滑轨上的端部分别设有限位杆,所述第一滑轨上的限位杆与所述第二滑轨上的限位杆一一对齐,所述限位杆均位于所述第一滑轨和所述第二滑轨之间的位置。
9.根据权利要求1所述的配件移载装置,其特征是:所述配件为料盘。
技术总结
本技术涉及PCB板制造设备技术领域,具体涉及一种配件移载装置。该配件移载装置包括相对设置的第一滑轨和第二滑轨,第一滑轨与第二滑轨之间的位置划分为第一工位和第二工位;第一滑轨上滑动连接有第一气缸,第二滑轨上滑动连接有第二气缸;第一气缸的伸缩端与第二气缸的伸缩端指向第一工位或第二工位且相对设置;第一气缸与第二气缸滑至第一工位且通过相互靠近以夹持配件,或第一气缸与第二气缸滑至第二工位且通过相互背离以松放配件,该配件移载装置能快速地将配件移到另一工位上,具有装配效率高的优点。
技术研发人员:何茂水,涂国军
受保护的技术使用者:惠州市成泰机电设备有限公司
技术研发日:20230424
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!