倍速链线体的产品锁螺丝共用旋转流转工装的制作方法
本技术涉及倍速链线体工装领域,特别涉及倍速链线体的产品锁螺丝共用旋转流转工装。
背景技术:
1、倍速链线体的产品锁螺丝共用旋转流转工装是一种倍速链线体运输线上进行定位的支撑设备,倍速链线是一种常见的生产流水线,广泛应用于制造业自动化生产工艺中,在线体流转中,因为产品大小问题,需要一种可以共用的旋转流转工装,随着科技的不断发展,人们对于倍速链线体的产品锁螺丝工装的制造工艺要求也越来越高。
2、现有的倍速链线体的产品锁螺丝流转工装在使用时存在一定的弊端,员工在锁螺丝时因为产品有时过大,锁不到靠内的螺丝,因此需要一种可以共用的旋转流转工装来解决因产品过大,可以使因产品锁付不到螺丝,通过旋转解决问题,为此,我们提出倍速链线体的产品锁螺丝共用旋转流转工装。
技术实现思路
1、解决的技术问题:针对现有技术的不足,本实用新型提供了倍速链线体的产品锁螺丝共用旋转流转工装,可以共用不同的产品工装,因工装过大,可以更改工装中心点,让员工操作更方便,工装可以旋转180度,通过限位方式使产品起始0度-180度稳定的限位,可以有效解决背景技术中的问题。
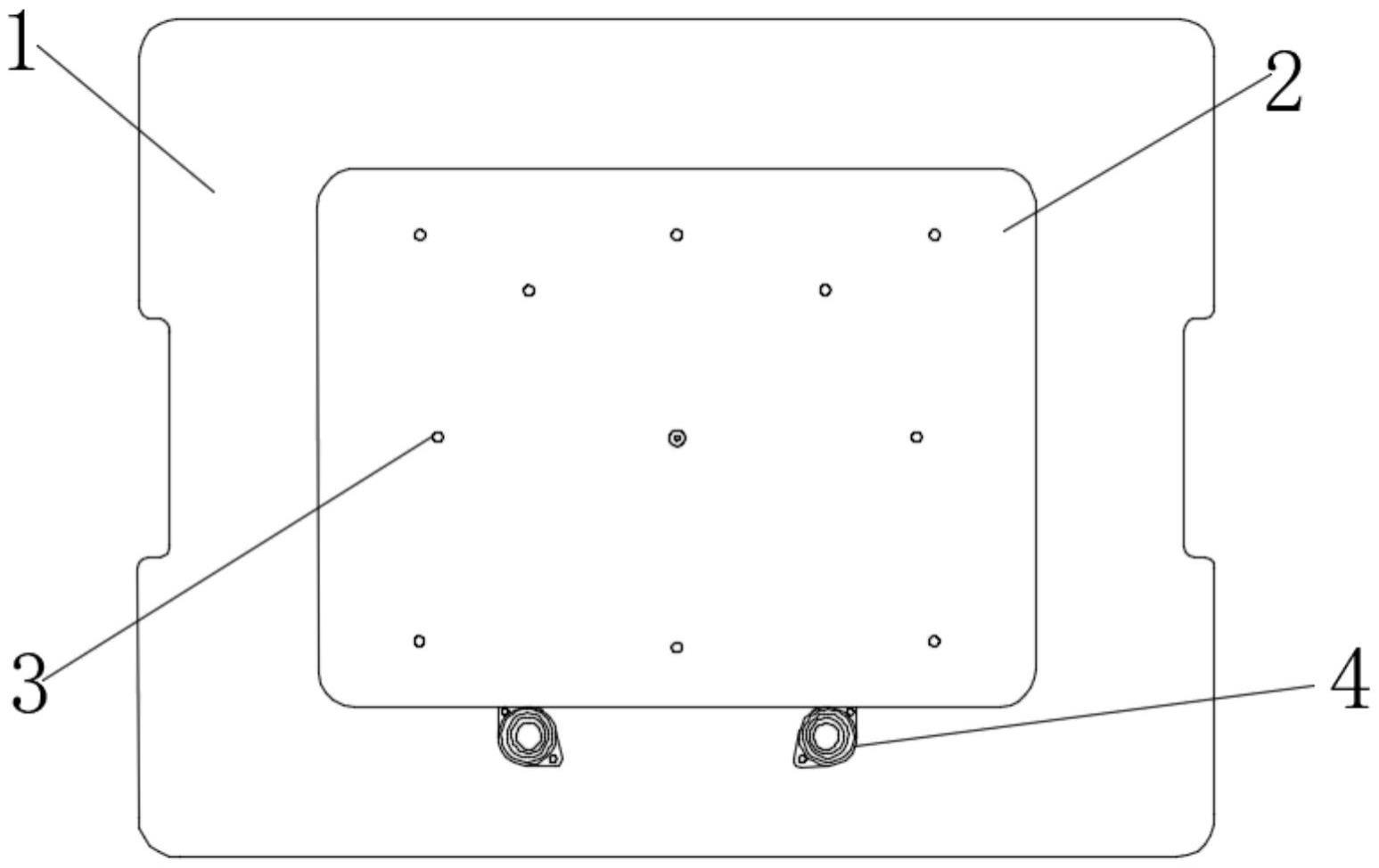
2、技术方案:为实现上述目的,本实用新型采取的技术方案为:倍速链线体的产品锁螺丝共用旋转流转工装,包括工装底座与流转工装,所述流转工装定位在工装底座的上端位置,所述流转工装上设置有多组共用定位柱,所述工装底座与流转工装之间设置有角度定位机构、滚珠轴承组与万向球。
3、优选的,所述工装底座的底部设置有升降驱动座,所述升降驱动座的四角定位有驱动气缸,所述驱动气缸内部活动设置有升降杆,所述升降杆与工装底座之间进行连接,所述流转工装的表面一体定位有加强筋。
4、优选的,所述流转工装的两端均定位有定位架,所述定位架上定位有固定支架,所述固定支架的顶部内侧定位有产品监测器,所述产品监测器的端部连接有监测探头,所述定位架上定位有定位销,所述固定支架上定位有电池,所述电池与产品监测器连接,所述流转工装上端表面一体定位有磁石。
5、优选的,所述工装底座在升降驱动座的上端通过驱动气缸与升降杆升降活动,所述流转工装与加强筋之间通过浇铸一体成型。
6、优选的,所述流转工装与定位架之间通过定位销进行定位,所述固定支架与定位架之间一体成型,所述固定支架与产品监测器、电池之间通过螺栓进行定位,所述电池的输出端与产品监测器的输入端连接。
7、优选的,所述流转工装上通过共用定位柱共用不同的产品工装,且流转工装的位置可以旋转180度。
8、有益效果:与现有技术相比,本实用新型提供了倍速链线体的产品锁螺丝共用旋转流转工装,具备以下有益效果:该倍速链线体的产品锁螺丝共用旋转流转工装,可以共用不同的产品工装,因工装过大,可以更改工装中心点,让员工操作更方便,工装可以旋转180度,通过限位方式使产品起始0度-180度稳定的限位,本申请结构放置在倍速链线后,根据需要放置需要使用的工装,通过定位柱定位工装后即可操作需要的动作流程,整个倍速链线体的产品锁螺丝共用旋转流转工装结构简单,操作方便,使用的效果相对于传统方式更好。
技术特征:
1.倍速链线体的产品锁螺丝共用旋转流转工装,包括工装底座(1)与流转工装(2),其特征在于:所述流转工装(2)定位在工装底座(1)的上端位置,所述流转工装(2)上设置有多组共用定位柱(3),所述工装底座(1)与流转工装(2)之间设置有角度定位机构(8)、滚珠轴承组(9)与万向球(4)。
2.根据权利要求1所述的倍速链线体的产品锁螺丝共用旋转流转工装,其特征在于:所述工装底座(1)的底部设置有升降驱动座(5),所述升降驱动座(5)的四角定位有驱动气缸(6),所述驱动气缸(6)内部活动设置有升降杆(7),所述升降杆(7)与工装底座(1)之间进行连接,所述流转工装(2)的表面一体定位有加强筋(17)。
3.根据权利要求1所述的倍速链线体的产品锁螺丝共用旋转流转工装,其特征在于:所述流转工装(2)的两端均定位有定位架(11),所述定位架(11)上定位有固定支架(13),所述固定支架(13)的顶部内侧定位有产品监测器(14),所述产品监测器(14)的端部连接有监测探头(15),所述定位架(11)上定位有定位销(16),所述固定支架(13)上定位有电池(12),所述电池(12)与产品监测器(14)连接,所述流转工装(2)上端表面一体定位有磁石(10)。
4.根据权利要求2所述的倍速链线体的产品锁螺丝共用旋转流转工装,其特征在于:所述工装底座(1)在升降驱动座(5)的上端通过驱动气缸(6)与升降杆(7)升降活动,所述流转工装(2)与加强筋(17)之间通过浇铸一体成型。
5.根据权利要求3所述的倍速链线体的产品锁螺丝共用旋转流转工装,其特征在于:所述流转工装(2)与定位架(11)之间通过定位销(16)进行定位,所述固定支架(13)与定位架(11)之间一体成型,所述固定支架(13)与产品监测器(14)、电池(12)之间通过螺栓进行定位,所述电池(12)的输出端与产品监测器(14)的输入端连接。
6.根据权利要求1所述的倍速链线体的产品锁螺丝共用旋转流转工装,其特征在于:所述流转工装(2)上通过共用定位柱(3)共用不同的产品工装,且流转工装(2)的位置可以旋转180度。
技术总结
本技术公开了倍速链线体的产品锁螺丝共用旋转流转工装,包括工装底座与流转工装,所述流转工装定位在工装底座的上端位置,所述流转工装上设置有多组共用定位柱,所述工装底座与流转工装之间设置有角度定位机构、滚珠轴承组与万向球,所述工装底座的底部设置有升降驱动座,所述升降驱动座的四角定位有驱动气缸,所述驱动气缸内部活动设置有升降杆,所述升降杆与工装底座之间进行连接。本技术所述的倍速链线体的产品锁螺丝共用旋转流转工装,可以共用不同的产品工装,因工装过大,可以更改工装中心点,让员工操作更方便,工装可以旋转180度,通过限位方式使产品起始0度‑180度稳定的限位。
技术研发人员:赵宏伟,孟凡栋,李长学
受保护的技术使用者:苏州沃德科电子有限公司
技术研发日:20230425
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!