一种台车助推自动上线、自动下线的装配生产线系统的制作方法
本技术涉及到传送设备,尤其涉及到一种台车助推自动上线、自动下线的装配生产线系统。
背景技术:
1、在进行商用汽车生产的涂装车间驾驶室涂装生产线和总装车间总装车间的驾驶室内饰生产线,在投资比较理想的情况下多数采用地面宽板带式输送线的方式,采用地推台车的方式和涂装车间内饰线,底盘线,包括检测车间终检线,通常采用地面板带式输送线。
2、然而采用地面板带式输送线,板带式输送线上具有板带,在托运台车时,需要将台车推到板带上,等台车位置稳定后,板带式输送线才会带动台车移动,然而这种台车的托运方式效率比较低下,且台车在移动的过程中容易在板带上滑动,导致台车脱离输送线。
技术实现思路
1、本实用新型的目的在于提供一种台车助推自动上线、自动下线的装配生产线系统,用于解决上述技术问题。
2、本实用新型采用的技术方案如下:
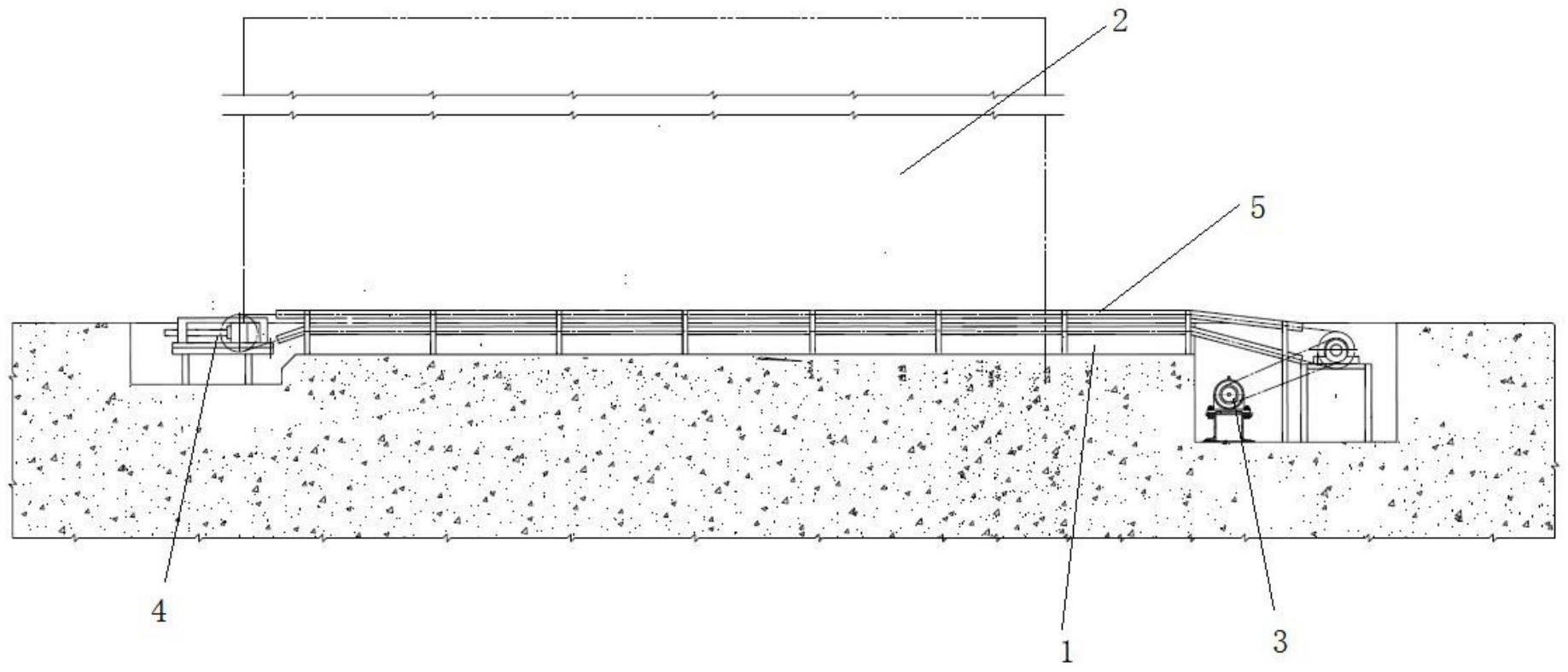
3、一种台车助推自动上线、自动下线的装配生产线系统,包括基坑、烘干室、驱动装置、张紧装置、拖链组件、第一链条推头和第二链条推头,所述基坑内设有所述烘干室,所述烘干室内设有所述拖链组件,所述烘干室的一侧设有所述驱动装置,另一侧设有所述张紧装置,所述拖链组件连接所述驱动装置和所述张紧装置,其中,若干所述第一链条推头和若干所述第二链条推头倾斜的设置所述拖链组件上,且所述第一链条推头和所述第二链条推头之间交替分布,所述第一链条推头和所述第二链条推头的倾斜方向相反,所述第一链条推头和所述第二链条推头的转动方向相反。
4、作为优选,还包括呈八字型设置的导向装置,所述烘干室的进口处设有两所述导向装置,且两所述导向装置位于所述拖链组件的两侧。
5、作为进一步的优选,所述导向装置包括两个固定杆和设于两所述固定杆上的若干滚筒。
6、作为进一步的优选,还包括固定板,每一所述固定杆的一侧分别与两所述固定板连接。
7、作为优选,所述拖链组件包括拖链支架和拖链,所述拖链支架设于所述烘干室内,所述拖链支架上由上至下设有两所述导向槽,所述拖链缠绕在所述拖链支架上并位于两所述导向槽内。
8、作为进一步的优选,还包括若干连接轴,所述连接轴贯穿所述拖链的内链板和外链板,所述第一链条推头和所述第二链条推头均设置在正对的两所述内链板之间并通过锁轴与内链板连接。
9、作为进一步的优选,,还包括轴承,所述连接轴的两端设有两所述轴承,且所述轴承设于所述导向槽内。
10、作为进一步的优选,所述第一链条推头和所述第二链条推头均包括l型板和限位板,所述锁轴贯穿所述l型板的夹角位置,所述限位板位于两所述内链板之间,并设于所述锁轴的两侧,且所述l型板的长边一所述限位板相抵。
11、作为进一步的优选,还包括车轮轨道,所述拖链组件的两侧设有两所述车轮轨道。
12、上述技术方案具有如下优点或有益效果:
13、本实用新型中,通过拖链组件、第一链条推头和第二链条推头的设置,使得拖链组件可以带动台车自动前后或后退,并通过第一链条推头、第二链条推头与台车底部的限位块进行配合,使得拖链组件运行的过程中,台车的位置能够得到固定,避免台车自行滑动或脱离拖链组件。
技术特征:
1.一种台车助推自动上线、自动下线的装配生产线系统,其特征在于,包括基坑、烘干室、驱动装置、张紧装置、拖链组件、第一链条推头和第二链条推头,所述基坑内设有所述烘干室,所述烘干室内设有所述拖链组件,所述烘干室的一侧设有所述驱动装置,另一侧设有所述张紧装置,所述拖链组件连接所述驱动装置和所述张紧装置,其中,若干所述第一链条推头和若干所述第二链条推头倾斜的设置所述拖链组件上,且所述第一链条推头和所述第二链条推头之间交替分布,所述第一链条推头和所述第二链条推头的倾斜方向相反,所述第一链条推头和所述第二链条推头的转动方向相反。
2.如权利要求1所述的台车助推自动上线、自动下线的装配生产线系统,其特征在于,还包括呈八字型设置的导向装置,所述烘干室的进口处设有两所述导向装置,且两所述导向装置位于所述拖链组件的两侧。
3.如权利要求2所述的台车助推自动上线、自动下线的装配生产线系统,其特征在于,所述导向装置包括两个固定杆和设于两所述固定杆上的若干滚筒。
4.如权利要求3所述的台车助推自动上线、自动下线的装配生产线系统,其特征在于,还包括固定板,每一所述固定杆的一侧分别与两所述固定板连接。
5.如权利要求1所述的台车助推自动上线、自动下线的装配生产线系统,其特征在于,所述拖链组件包括拖链支架和拖链,所述拖链支架设于所述烘干室内,所述拖链支架上由上至下设有两所述导向槽,所述拖链缠绕在所述拖链支架上并位于两所述导向槽内。
6.如权利要求5所述的台车助推自动上线、自动下线的装配生产线系统,其特征在于,还包括若干连接轴,所述连接轴贯穿所述拖链的内链板和外链板,所述第一链条推头和所述第二链条推头均设置在正对的两所述内链板之间并通过锁轴与内链板连接。
7.如权利要求6所述的台车助推自动上线、自动下线的装配生产线系统,其特征在于,还包括轴承,所述连接轴的两端设有两所述轴承,且所述轴承设于所述导向槽内。
8.如权利要求6所述的台车助推自动上线、自动下线的装配生产线系统,其特征在于,所述第一链条推头和所述第二链条推头均包括l型板和限位板,所述锁轴贯穿所述l型板的夹角位置,所述限位板位于两所述内链板之间,并设于所述锁轴的两侧,且所述l型板的长边一所述限位板相抵。
9.如权利要求1所述的台车助推自动上线、自动下线的装配生产线系统,其特征在于,还包括车轮轨道,所述拖链组件的两侧设有两所述车轮轨道。
技术总结
本技术公开了一种台车助推自动上线、自动下线的装配生产线系统,涉及到传送设备技术领域,包括基坑、烘干室、驱动装置、张紧装置、拖链组件、第一链条推头和第二链条推头,基坑内设有烘干室,烘干室内设有拖链组件,拖链组件连接驱动装置和张紧装置,第一链条推头和第二链条推头倾斜的设置拖链组件上,第一链条推头和第二链条推头的倾斜方向相反,第一链条推头和第二链条推头的转动方向相反。通过拖链组件、第一链条推头和第二链条推头的设置,使得拖链组件可以带动台车自动前后或后退,通过第一链条推头、第二链条推头与台车底部的限位块进行配合,使得拖链组件运行的过程中,台车的位置能够得到固定,避免台车自行滑动或脱离拖链组件。
技术研发人员:姚金荣,吴鹏程,闾海冬,董涛,方进
受保护的技术使用者:南通贝思特机械工程有限公司
技术研发日:20230504
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!