一种极耳激光切割抚平结构的制作方法
本技术涉及极耳加工领域,更具体的说是一种极耳激光切割抚平结构。
背景技术:
1、极耳作为锂电池的重要原料,其用于将电芯的正负极进行引出,并作为电池充放电时的接触点进行使用,在极耳切割完成后,需要通过辊轴并卷绕在卷轴上以作备用,而由于极耳本身极薄,导致当卷绕速度过快时,很容易使得极耳在辊轴上发生翻折,进而导致极耳发生撕裂,影响极耳生产质量,针对于此,现有技术中存在在极耳一侧设置吹风装置来实现极耳的抚平效果,例如申请号为cn202122075558.4的在先专利即公开了一种侧面设置螺旋风的抚平方式,该类吹风方式在满足极耳抚平的同时由于其风向与轴线平行或是呈一定角度,会导致极耳在风力带动下经过辊轴后发生辊轴轴线方向上的偏移,进而影响后续的卷绕或是使用。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于提供一种垂直辊轴轴线的吹风方式,以避免辊轴上的极耳由于风力发生偏移的缺陷。
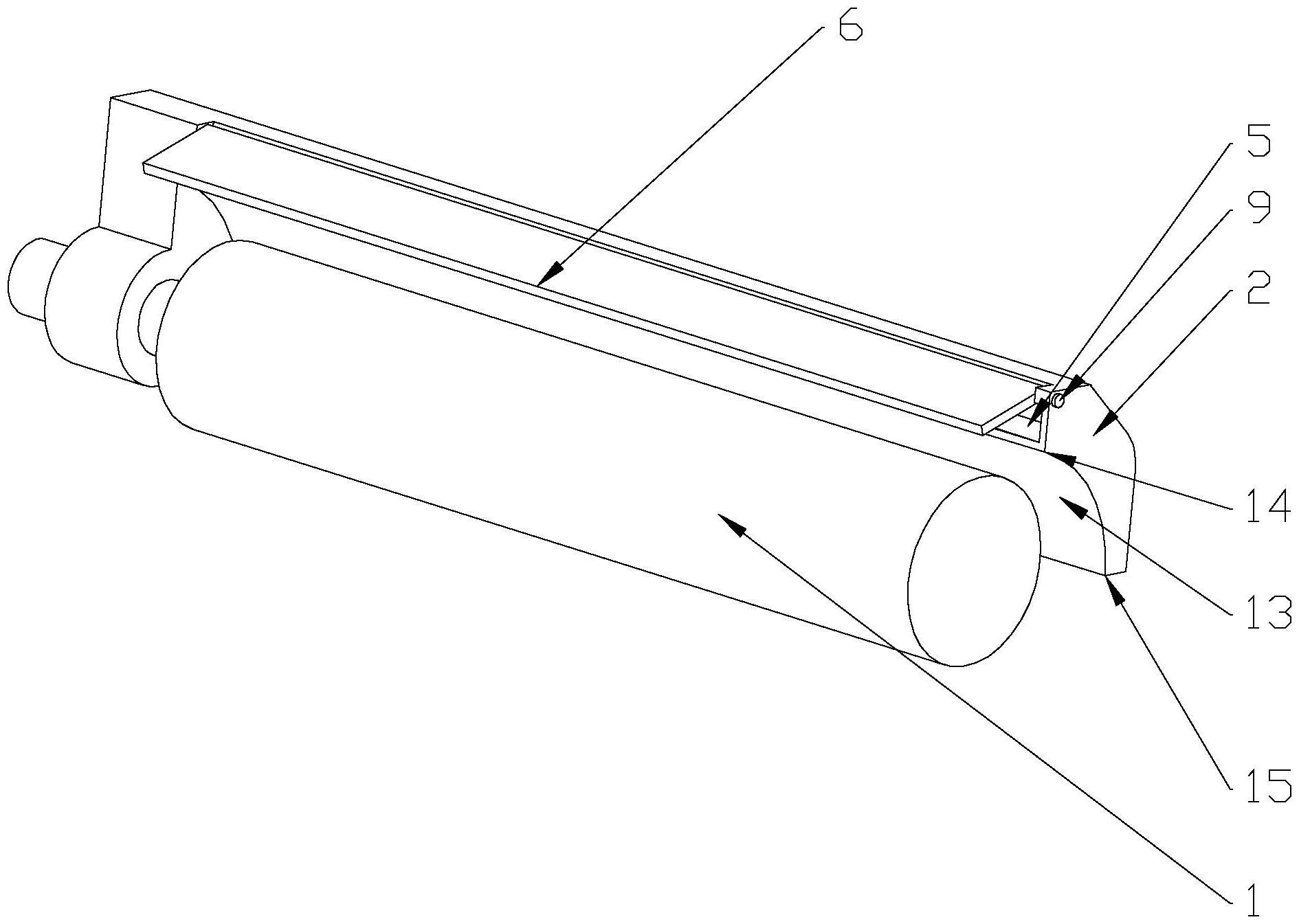
2、为实现上述目的,本实用新型提供了如下技术方案:一种极耳激光切割抚平结构,包括辊轴和吹风模块,所述吹风模块沿辊轴长度方向设置,所述吹风模块内形成风道并在一端设有与风道连通的入风口,所述吹风模块向辊轴方向形成出风口,所述出风口吹风方向与辊轴轴线垂直并在出风口上方处转动设置有导流板,所述导流板用于转动调整出风口出风方向。
3、通过上述技术方案,使得吹风方向与辊轴轴线垂直,进而避免由于风力造成极耳沿辊轴轴线发生偏移,同时能够通过压力将极耳压覆在辊轴上,进而避免极耳发生翻折,同时导流板的设置当卷绕速度较快时,能够增大出风口来获得更大的接触面,进而提高抚平效果,同时将导流板设置在出风口上方能够引导部分气流进入吹风模块和辊轴之间,进而对位于吹风模块和辊轴之间的极耳进行抚平。
4、作为本实用新型的进一步改进,所述出风口沿长度方向形成缺口,所述导流板一端对应缺口设置,所述导流板两侧向外延伸有铰接杆并与吹风模块铰接。
5、通过上述技术方案,缺口的设置能够便于导流板两侧铰接杆的安装。
6、作为本实用新型的进一步改进,所述缺口对应铰接杆设有连接孔,所述铰接杆自由端插入连接孔并与连接孔转动连接,所述吹风模块外侧设有螺钉,所述螺钉沿铰接杆轴线设置,所述螺钉穿过吹风模块并和铰接杆螺纹连接。
7、通过上述技术方案,能够简化结构,以减少生产成本,同时便于使用者自主调整导流板角度。
8、作为本实用新型的进一步改进,所述吹风模块绕辊轴轴线位置可调。
9、通过上述技术方案,进而能够根据极耳在辊轴上的位置来调整吹风方向,在使得出风口与极耳获得最大的接触面,以提高高速下对极耳的抚平能力。
10、作为本实用新型的进一步改进,所述辊轴一端形成连接部,所述吹风模块上形成延伸部,所述延伸部与连接部转动连接。
11、通过上述技术方案,使得吹风模块与辊轴相互连接,进而方便调整吹风模块沿辊轴轴线周向转动。
12、作为本实用新型的进一步改进,所述吹风模块靠近辊轴的一面形成弧形引导面,所述引导面两端分别形成第一端部和第二端部,所述出风口对应第一端部设置,所述引导面和辊轴之间的间距由第一端部向第二端部缩减。
13、通过上述技术方案,通过弧形引导面的设置能够进一步对辊轴上的极耳进行抚平,以适应极耳过辊轴后角度改变较大的工况,同时引导面和辊轴之间间距的变化能够在极耳的入辊处获得较大的入辊范围,进而避免极耳在入辊处发生翻折。
14、作为本实用新型的进一步改进,还包括有加热模块,所述加热模块对应入风口设置。
15、通过上述技术方案,能够加热出风口处的风,进而随着出风口对极耳进行加热软化,以便于后续过辊以及卷绕。
16、作为本实用新型的进一步改进,所述加热模块为电热丝,所述电热丝呈螺旋状,所述电热丝轴线方向与风道长度方向对齐,所述电热丝两端向外延伸形成连接端并与入风口内壁连接,所述连接端用于保持电热丝与风道内壁形成间隙。
17、通过上述技术方案,使得经过风道的风受热均匀,同时间隙的设置一方面能够使得电热丝获得最大的加热范围,同时能够减少电热丝热量在吹风模块上的传导。
18、综上所述,本申请包括以下至少一种有益技术效果:
19、1、通过垂直辊轴轴线设置的出风口能够有效避免极耳沿辊轴轴线方向发生偏移,进而便于后续卷绕或使用;
20、2、通过引导面和辊轴之间的间距变化能够在极耳入辊处获得较大的空间,进而避免极耳在高速运动时在入辊处发生翻折;
21、3、通过加热模块的设置能够对极耳进行加热软化,能够便于极耳通过辊轴以及便于后续卷绕使用。
技术特征:
1.一种极耳激光切割抚平结构,其特征在于:包括辊轴(1)和吹风模块(2),所述吹风模块(2)沿辊轴(1)长度方向设置,所述吹风模块(2)内形成风道(4)并在一端设有与风道(4)连通的入风口(3),所述吹风模块(2)向辊轴(1)方向形成出风口(5),所述出风口(5)吹风方向与辊轴(1)轴线垂直并在出风口(5)上方处转动设置有导流板(6),所述导流板(6)用于转动调整出风口(5)出风方向。
2.根据权利要求1所述的一种极耳激光切割抚平结构,其特征在于:所述出风口(5)沿长度方向形成缺口(7),所述导流板(6)一端对应缺口(7)设置,所述导流板(6)两侧向外延伸有铰接杆(18)并与吹风模块(2)铰接。
3.根据权利要求2所述的一种极耳激光切割抚平结构,其特征在于:所述缺口(7)对应铰接杆(18)设有连接孔(8),所述铰接杆(18)自由端插入连接孔(8)并与连接孔(8)转动连接,所述吹风模块(2)外侧设有螺钉(9),所述螺钉(9)沿铰接杆(18)轴线设置,所述螺钉(9)穿过吹风模块(2)并和铰接杆(18)螺纹连接。
4.根据权利要求1所述的一种极耳激光切割抚平结构,其特征在于:所述吹风模块(2)绕辊轴(1)轴线位置可调。
5.根据权利要求4所述的一种极耳激光切割抚平结构,其特征在于:所述辊轴(1)一端形成连接部(11),所述吹风模块(2)上形成延伸部(12),所述延伸部(12)与连接部(11)转动连接。
6.根据权利要求1所述的一种极耳激光切割抚平结构,其特征在于:所述吹风模块(2)靠近辊轴(1)的一面形成弧形引导面(13),所述引导面(13)两端分别形成第一端部(14)和第二端部(15),所述出风口(5)对应第一端部(14)设置,所述引导面(13)和辊轴(1)之间的间距由第一端部(14)向第二端部(15)缩减。
7.根据权利要求1所述的一种极耳激光切割抚平结构,其特征在于:还包括有加热模块(16),所述加热模块(16)对应入风口(3)设置。
8.根据权利要求7所述的一种极耳激光切割抚平结构,其特征在于:所述加热模块(16)为电热丝,所述电热丝呈螺旋状,所述电热丝轴线方向与风道(4)长度方向对齐,所述电热丝两端向外延伸形成连接端(17)并与入风口(3)内壁连接,所述连接端(17)用于保持电热丝与风道(4)内壁形成间隙(19)。
技术总结
本技术公开了一种极耳激光切割抚平结构,包括辊轴和吹风模块,吹风模块沿辊轴长度方向设置,吹风模块内形成风道并在一端设有与风道连通的入风口,吹风模块向辊轴方向形成出风口,出风口吹风方向与辊轴轴线垂直并在出风口处转动设置有导流板,导流板用于转动调整出风口出风大小,通过垂直辊轴轴线设置的出风口能够有效避免极耳沿辊轴轴线方向发生偏移,进而便于后续卷绕或使用。
技术研发人员:付兴威,李正,徐侠,陈亮,曹宇,张远强,谈洋,吴建仁
受保护的技术使用者:奔腾激光(浙江)股份有限公司
技术研发日:20230428
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!