自动上料称重包装设备的制作方法
本技术涉及生产设备,具体涉及一种自动上料称重包装设备。
背景技术:
1、称重包装设备通常是指对粉体产品进行计量分装的一类系统化装备,主要起到计量、密闭和保护的作用,现在多应用于食品、医药、化工、锂电等行业的产品的转运、灌装、称量等。
2、现有市面上的包装设备多为前端给料式的包装设备,通过前端的暂存料仓或者螺旋输送机将产品输入包装设备中,后端多为阀门的计量方式进行灌装,受粉体流动性的影响较大,对于流动性较差的粉体,不仅包装速度较慢,而且计量精度不高,一般大于±2‰。
3、在包装时很多设备未配置除尘或除尘收集的功能,导致一部分的产品会暴露在环境中,或者一部分的产品没有进行有效的回收利用,产生了较多的浪费。
4、同时受空间或生产工艺的限制,在一些特定的环境下,无法对包装设备实现前段给料的料仓或者螺旋输送机的配套,故而包装设备稳定的产品来源显得愈发重要。企业要想获得最大的利益,同时随着智能化设备的兴起和对更高精度包装设备的需求日益剧增,当下的包装设备显然无法满足生产行业的使用需求。
技术实现思路
1、本实用新型提供一种自动上料称重包装设备,整个设备实现了上料、暂存、喂料、称重、除尘、回收等一系列自动化的功能,仅需提供电源、气源、真空源即可工作,大大减少了人员的劳动量,同时集成化可视化的操作界面,减少了人员的操作量,优化了包装时的粉体回收工艺,为操作人员提供洁净舒适的工作环境。
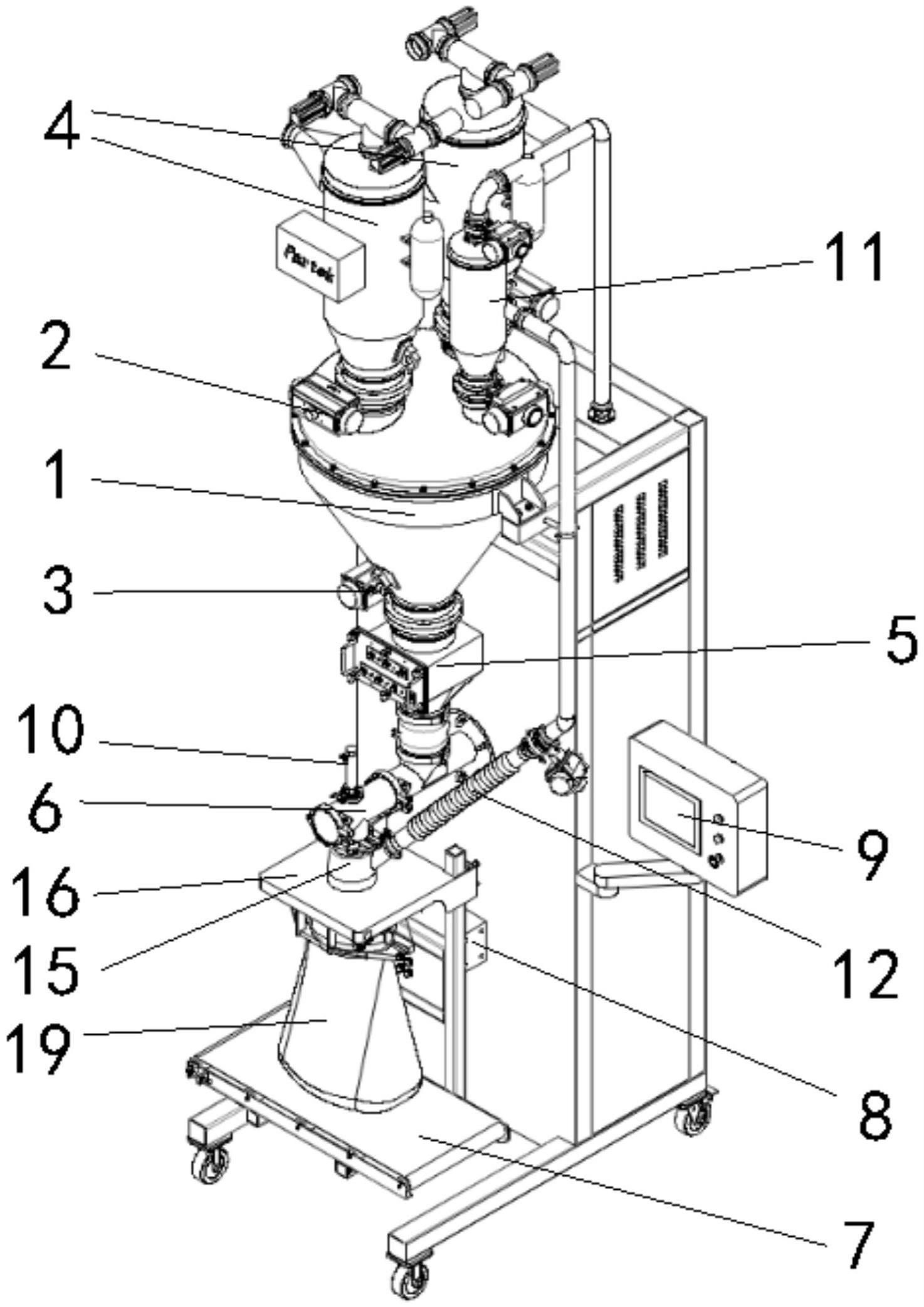
2、为了达到上述目的,本实用新型提供如下技术方案:一种自动上料称重包装设备,其包括:缓冲料仓,所述缓冲料仓为斗形的腔体结构,并固定设置在机架顶部,所述缓冲料仓顶部设有进料口,底部设有送料口,所述进料口设有第一气动蝶阀,所述送料口设有第二气动蝶阀;真空进料机,所述真空进料机成对并列的设置在所述缓冲料仓顶部,所述真空进料机与供料设备连接,所述真空进料机底部与通过所述第一气动蝶阀与所述缓冲料仓连通;除铁器,所述除铁器设置在所述缓冲料仓底部,并且所述除铁器顶部与所述第二气动蝶阀连通;伺服螺杆机,所述伺服螺杆机通过所述机架固定设置在所述除铁器底部,并且所述伺服螺杆机的进料端与所述除铁器底部连通,所述伺服螺杆机的出料端设有灌装口;称重支架,所述称重支架设置在所述灌装口下方,并且所述称重支架通过称重传感器与所述机架连接,所述称重支架顶部连接有夹袋机构;触摸屏,所述触摸屏通过控制器与所述伺服螺杆机、夹袋机构、所述称重传感器、所述第一气动蝶阀及所述第二气动蝶阀的控制端连接。
3、优选的,所述伺服螺杆机对应所述出料端设有锁料锥阀,所述锁料锥阀的控制端与所述控制器连接。
4、优选的,还包括除尘装置,所述除尘装置包括除尘器、以及与所述除尘器顶部连接的除尘风机,所述除尘器的一侧设有与内部连通的除尘软管,所述除尘软管另一端与所述灌装口相对应,所述除尘器底部设有落料口;所述除尘器固定设置在所述缓冲料仓顶部,并且所述缓冲料仓顶部设有与所述落料口连通的回收口;所述除尘风机与所述控制器电性连接。
5、优选的,所述灌装口外部间隔的套设有除尘夹套,所述除尘夹套外壁设有吸尘口,所述除尘软管与所述吸尘口连通。
6、优选的,所述夹袋机构包括夹座,所述夹座中央设有开口,所述灌装口经所述开口向所述夹座下方延伸;所述夹座底部铰接配合有一对相对设置的夹臂,各个所述夹臂中部分别通过伸缩缸与所述夹座底部连接,各个所述伸缩缸的控制端分别与所述控制器电性连接。
7、本实用新型有益效果在于:该设备可实现粉体产品的中长距离的远程输送、粉体暂存和料位感知、粉体的金属检测、粉体的计量包装以及包装过程中的除尘回收。整个设备采用模块化设计,便于拆卸和组装,粉体的计量可实现20~50kg的不同规格的包装量,包装精度<±2‰(正常原料精度为0~20g),包装速度<1min/pcs。为当下粉体产品的包装提供了更优质、更高效、更洁净的包装设备,满足了自动化、无尘化、密闭化的包装理念。
8、其中,由两个真空进料机构成的连续上料模块相比常规的需要前端设备送料的称重包装设备,减少了前端的料仓和伺服螺杆机,为称重包装设备集成了中长距离连续上料的功能;料位反馈在料仓暂存模块,根据包装情况自动控制前端连续上料模块的启动和停止;除铁器,可有效的吸附粉体中铁屑,提高了粉体的合格率和安全性;通过伺服螺旋喂料,不会受粉体流动性的影响,可高效的精确的传输粉体。喂料的速度可通过伺服电机实现精确的角度控制,从而提高了包装的精度;伺服螺旋喂料采用进口轴封进行密封,相比阀门喂料增加了使用寿命,运转时更加稳定,在一袋粉体包装完成后,在伺服螺杆机的出料口通过气动锥形阀密闭,避免粉体泄漏。灌装计量模块,可根据不同尺寸的包装袋快速调节灌装部分的高度,以满足不同规格的包装;仪表称重装置为悬臂式结构,减少在称重时外部环境的干扰;除尘回收功能相比传统的除尘装置,优化了过滤器的位置和管路设计,将过滤器收集的粉体进行回收处理,优化了粉体包装的工艺,减少了粉体的浪费。整个设备实现了上料、暂存、喂料、称重、除尘、回收等一系列自动化的功能,仅需提供电源、气源、真空源即可工作,大大减少了人员的劳动量,同时集成化可视化的操作界面,减少了人员的操作量,优化了包装时的粉体回收工艺,为操作人员提供洁净舒适的工作环境。
技术特征:
1.一种自动上料称重包装设备,其特征在于,包括:
2.根据权利要求1所述的自动上料称重包装设备,其特征在于:所述伺服螺杆机对应所述出料端设有锁料锥阀,所述锁料锥阀的控制端与所述控制器连接。
3.根据权利要求2所述的自动上料称重包装设备,其特征在于:还包括除尘装置,所述除尘装置包括除尘器、以及与所述除尘器顶部连接的除尘风机,所述除尘器的一侧设有与内部连通的除尘软管,所述除尘软管另一端与所述灌装口相对应,所述除尘器底部设有落料口;所述除尘器固定设置在所述缓冲料仓顶部,并且所述缓冲料仓顶部设有与所述落料口连通的回收口;所述除尘风机与所述控制器电性连接。
4.根据权利要求3所述的自动上料称重包装设备,其特征在于:所述灌装口外部间隔的套设有除尘夹套,所述除尘夹套外壁设有吸尘口,所述除尘软管与所述吸尘口连通。
5.根据权利要求1所述的自动上料称重包装设备,其特征在于:所述夹袋机构包括夹座,所述夹座中央设有开口,所述灌装口经所述开口向所述夹座下方延伸;所述夹座底部铰接配合有一对相对设置的夹臂,各个所述夹臂中部分别通过伸缩缸与所述夹座底部连接,各个所述伸缩缸的控制端分别与所述控制器电性连接。
技术总结
本技术涉及生产设备技术领域,具体涉及一种自动上料称重包装设备,其包括:缓冲料仓,其进料口设有第一气动蝶阀,送料口设有第二气动蝶阀;真空进料机,真空进料机成对并列的设置在缓冲料仓顶部,真空进料机底部与通过第一气动蝶阀与缓冲料仓连通;除铁器,除铁器设置在在缓冲料仓底部,与第二气动蝶阀连通;伺服螺杆机,伺服螺杆机的进料端与除铁器底部连通,伺服螺杆机的出料端设有灌装口;称重支架,通过称重传感器与机架连接,称重支架顶部连接有夹袋机构;本技术实现了上料、暂存、喂料、称重、除尘、回收等一系列自动化的功能,大大减少了人员的劳动量,优化了包装时的粉体回收工艺,为操作人员提供洁净舒适的工作环境。
技术研发人员:陈骁,欧才权
受保护的技术使用者:重庆帕泰克机械设备制造有限公司
技术研发日:20230508
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!