一种自动定位板链线的制作方法
本技术涉及移印输送设备领域,具体为一种自动定位板链线。
背景技术:
1、移印设备是一种间接的可凹胶头印刷技术,目前已成为各种物体表面印刷和装饰的一种主要方法。现有的移印自动化程度及印刷质量仍有很多不完善之处,通用的全自动化的移印设备还比较少见,其中申请号为“cn201621411181.8”的一种自动移印设备,包括清洁部分、墨杯部分、产品治具部分和机械手,该设备可自动抓取模具并蘸墨印标,实现从取产品到印标的一体化生产过程,自动控制性能高,低噪音,高效率,操作安全便捷,但该移印设备在加工过程中需要逐个抓取进行移印,对于批量产品进行移印时该设备的连续性较差,同时机械手带动胶头蘸墨印制时会存在一定的偏差,导致移印出现不良。
技术实现思路
1、本实用新型的目的在于提供一种自动定位板链线,以解决上述背景技术提出的该移印设备在加工过程中需要逐个抓取进行移印,对于批量产品进行移印时该设备的连续性较差,同时机械手带动胶头蘸墨印制时会存在一定的偏差,导致移印出现不良的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种自动定位板链线,包括方管行架,所述方管行架的底端固定安装有垫脚,所述方管行架的内部固定安装有自动送料机构,所述自动送料机构的表面放置有定位工装,所述定位工装的内部放置有产品,所述方管行架的一侧固定安装有移印机;
3、所述自动送料机构包括伺服电机、减速齿轮箱、链轮组、链条和传动链板,所述链轮组转动安装在方管行架的内部,所述链轮组的表面传动连接有链条。
4、作为本实用新型的进一步描述:所述链轮组设置在方管行架的内部两侧,所述链条设置有两调,两条所述链条的中部固定连接有传动链板,所述定位工装固定在传动链板的表面,所述方管行架的一端固定安装有伺服电机,所述伺服电机的输出端固定安装有减速齿轮箱,所述减速齿轮箱的输出端与链轮组传动连接。
5、作为本实用新型的进一步描述:所述移印机的一侧固定安装有光电开关,所述光电开关安装高度与产品相对应,所述光电开关型号为psm-tm20dpb。
6、作为本实用新型的进一步描述:所述方管行架的中部安装有防护箱,所述防护箱罩设在移印机的外部。
7、作为本实用新型的进一步描述:所述垫脚为可调节结构。
8、作为本实用新型的进一步描述:所述方管行架的另一侧固定安装有plc控制器,所述伺服电机、移印机和光电开关均与plc控制器控制连接,所述plc控制器与外接电源电性连接。
9、与现有技术相比,本实用新型的有益效果是:
10、(1)通过设有的自动送料机构,控制伺服电机转动带动减速齿轮箱跟随转动,减速齿轮箱通过输送端带动链轮组在方管行架内部转动,链轮组转动带动链条跟随移动,链条移动带动传动链板在方管行架上移动,由于传动链板的表面连接有定位工装,产品通过定位工装放置在传动链板上,在减速齿轮箱的传动下传动链板移动带动产品进行节拍式输送,便于对产品进行移印输送;
11、(2)移印机的一侧安装有光电开关,光电开关的安装高度与产品放置在定位工装过后的高度相对应,便于通过光电开关来感应产品的输送位置,配合伺服电机将产品准确的输送至移印机处进行移印加工。
技术特征:
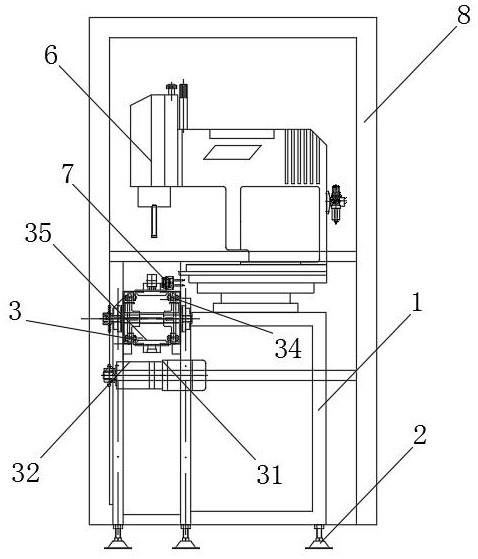
1.一种自动定位板链线,包括方管行架(1),其特征在于:所述方管行架(1)的底端固定安装有垫脚(2),所述方管行架(1)的内部固定安装有自动送料机构(3),所述自动送料机构(3)的表面放置有定位工装(4),所述定位工装(4)的内部放置有产品(5),所述方管行架(1)的一侧固定安装有移印机(6);
2.根据权利要求1所述的一种自动定位板链线,其特征在于:所述链轮组(33)设置在方管行架(1)的内部两侧,所述链条(34)设置有两条,两条所述链条(34)的中部固定连接有传动链板(35),所述定位工装(4)固定在传动链板(35)的表面,所述方管行架(1)的一端固定安装有伺服电机(31),所述伺服电机(31)的输出端固定安装有减速齿轮箱(32),所述减速齿轮箱(32)的输出端与链轮组(33)传动连接。
3.根据权利要求2所述的一种自动定位板链线,其特征在于:所述移印机(6)的一侧固定安装有光电开关(7),所述光电开关(7)安装高度与产品(5)相对应,所述光电开关(7)型号为psm-tm20dpb。
4.根据权利要求1所述的一种自动定位板链线,其特征在于:所述方管行架(1)的中部安装有防护箱(8),所述防护箱(8)罩设在移印机(6)的外部。
5.根据权利要求1所述的一种自动定位板链线,其特征在于:所述垫脚(2)为可调节结构。
6.根据权利要求4所述的一种自动定位板链线,其特征在于:所述方管行架(1)的另一侧固定安装有plc控制器,所述伺服电机(31)、移印机(6)和光电开关(7)均与plc控制器控制连接,所述plc控制器与外接电源电性连接。
技术总结
本技术提供一种自动定位板链线,包括方管行架,方管行架的底端固定安装有垫脚,方管行架的内部固定安装有自动送料机构,自动送料机构的表面放置有定位工装,定位工装的内部放置有产品,方管行架的一侧固定安装有移印机,光电开关的安装高度与产品放置在定位工装过后的高度相对应,便于通过光电开关来感应产品的输送位置,当PLC控制器与外接电源接通后,自动送料机构带动装有产品的定位工装以步进的方式推进到移印工位,移印完成后,同时把装有移印好的产品的定位工装以步进的方式推进到下料工位,提高了生产效率,产品合格率。
技术研发人员:张新勇,徐亨明,朱如伟,赵海波
受保护的技术使用者:浙江亨达电子设备有限公司
技术研发日:20230511
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!