圆柱电池自动补位变距装置的制作方法
【】本技术涉及电池输送,特别涉及圆柱电池自动补位变距装置。
背景技术
0、
背景技术:
1、目前,圆柱电池检测后ng电池被剔除,合格电池在输送带上出现空缺,并且圆柱电池来料间距与出料间距要求不一致,采用变距机械手进行圆柱电池的下料,无法高效的进行电池补位。
2、由于以上问题,给圆柱电池高效稳定的输送增加了很大难度,因此需要一种能高效稳定的同时实现自动补位和变距的装置。
技术实现思路
0、
技术实现要素:
1、为了克服上述问题,本实用新型提出一种可有效解决上述问题的圆柱电池自动补位变距装置。
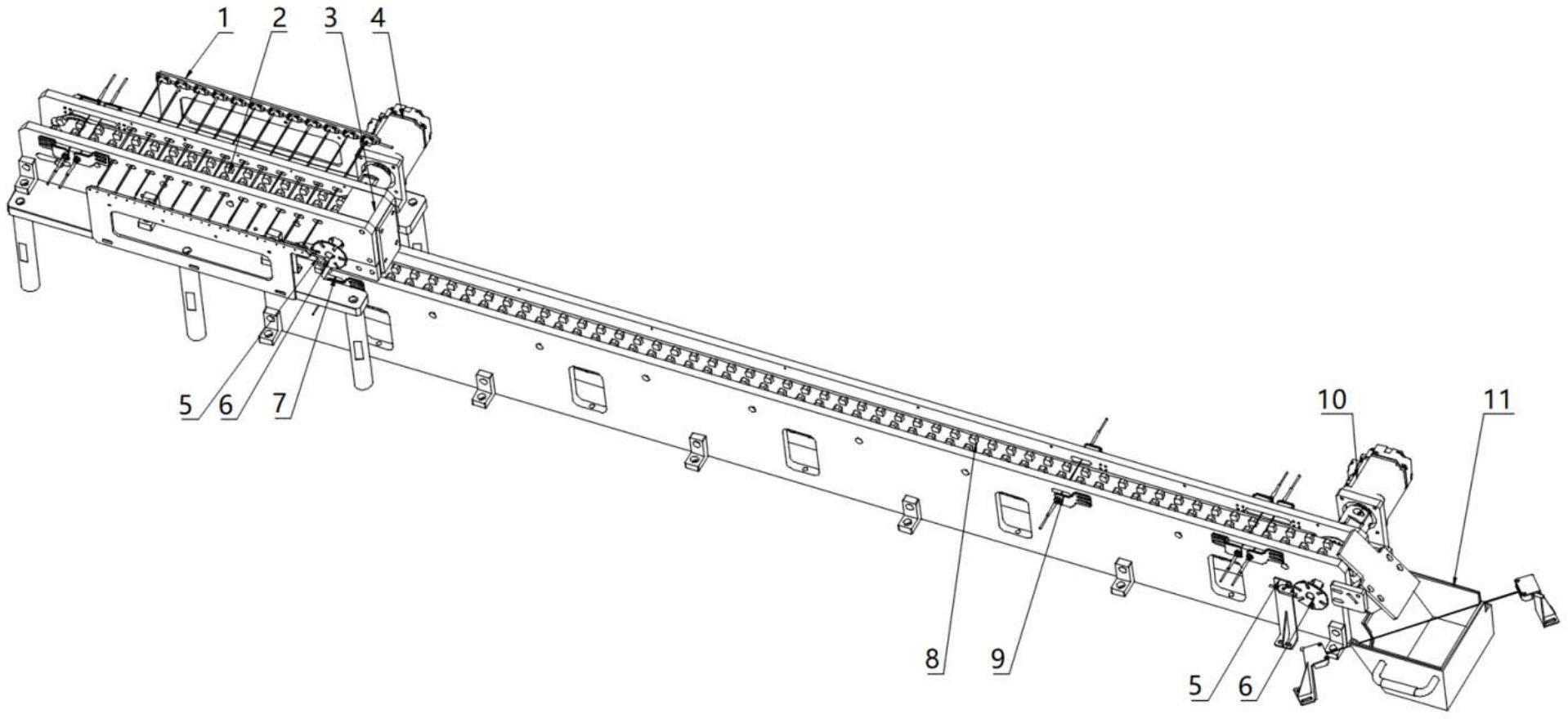
2、本实用新型解决上述技术问题提供的一种技术方案是:提供一种圆柱电池自动补位变距装置,包括上层输送组件、下层输送组件和上下层衔接组件,所述上层输送组件和下层输送组件平行设置,上层输送组件的末端位于下层输送组件起始端的正上方,所述上下层衔接组件设置于上层输送组件的末端,上下层衔接组件位于下层输送组件起始端的正上方;所述上层输送组件包括上层槽型同步带,所述上层槽型同步带内均匀设置有多个上凹槽,相邻两个上凹槽之间的间隙与来料圆柱电池的间距一致;所述下层输送组件包括下层槽型同步带,所述下层槽型同步带内均匀设置有多个下凹槽,相邻两个下凹槽之间的间隙与下料圆柱电池的间距一致;所述上下层衔接组件包括水平通道和竖直通道,水平通道的一端与竖直通道的一端相连通,水平通道与上层输送组件的末端相连接,竖直通道与下层输送组件的起始端相连接。
3、优选地,所述上层输送组件包括上层电池有无感应器,所述上层电池有无感应器设置于上层槽型同步带的侧方。
4、优选地,所述上层输送组件包括上层电机,所述上层电机设置于上层槽型同步带的末端侧方,所述上层电机用于带动上层槽型同步带沿同一方向循环转动。
5、优选地,所述上层输送组件包括分割片感应器和分割片,所述分割片与上层电机的输出轴同轴固定,所述分割片感应器设置于分割片的外侧,所述分割片有六分度,所述分割片感应器用于感应分割片的位置。
6、优选地,所述下层输送组件包括下层槽型同步带有无电池感应器,所述下层槽型同步带有无电池感应器设置于下层槽型同步带起始端的侧方。
7、优选地,所述下层输送组件包括下层电池到位感应器,所述下层电池到位感应器设置于下层槽型同步带的侧方。
8、优选地,所述下层输送组件包括下层电机,所述下层电机设置于下层槽型同步带的末端侧方,所述下层电机带动下层槽型同步带沿同一方向循环转动。
9、优选地,所述下层电机的输出轴上同轴固定有分割片,分割片的外侧设置有分割片感应器。
10、优选地,所述下层输送组件包括清料盒,所述清料盒设置于下层槽型同步带的末端下方。
11、与现有技术相比,本实用新型的圆柱电池自动补位变距装置可以有效解决现有方式不能高效稳定的进行圆柱电池补位和变距的问题,该装置可以在电池输送的过程中完成电池的补位和变距;电池是否缺漏可通过感应器进行确认,有漏却上层输送组件可及时补位;上层槽型同步带适配电池来料间距,下层槽型同步带适配下料间距;上下层槽型同步带通过衔接装置使上层电池快速精准的落入下层槽型同步带内。
技术特征:
1.圆柱电池自动补位变距装置,其特征在于,包括上层输送组件、下层输送组件和上下层衔接组件,所述上层输送组件和下层输送组件平行设置,上层输送组件的末端位于下层输送组件起始端的正上方,所述上下层衔接组件设置于上层输送组件的末端,上下层衔接组件位于下层输送组件起始端的正上方;
2.如权利要求1所述的圆柱电池自动补位变距装置,其特征在于,所述上层输送组件包括上层电池有无感应器,所述上层电池有无感应器设置于上层槽型同步带的侧方。
3.如权利要求1所述的圆柱电池自动补位变距装置,其特征在于,所述上层输送组件包括上层电机,所述上层电机设置于上层槽型同步带的末端侧方,所述上层电机用于带动上层槽型同步带沿同一方向循环转动。
4.如权利要求3所述的圆柱电池自动补位变距装置,其特征在于,所述上层输送组件包括分割片感应器和分割片,所述分割片与上层电机的输出轴同轴固定,所述分割片感应器设置于分割片的外侧,所述分割片有六分度,所述分割片感应器用于感应分割片的位置。
5.如权利要求1所述的圆柱电池自动补位变距装置,其特征在于,所述下层输送组件包括下层槽型同步带有无电池感应器,所述下层槽型同步带有无电池感应器设置于下层槽型同步带起始端的侧方。
6.如权利要求1所述的圆柱电池自动补位变距装置,其特征在于,所述下层输送组件包括下层电池到位感应器,所述下层电池到位感应器设置于下层槽型同步带的侧方。
7.如权利要求4所述的圆柱电池自动补位变距装置,其特征在于,所述下层输送组件包括下层电机,所述下层电机设置于下层槽型同步带的末端侧方,所述下层电机带动下层槽型同步带沿同一方向循环转动。
8.如权利要求7所述的圆柱电池自动补位变距装置,其特征在于,所述下层电机的输出轴上同轴固定有分割片,分割片的外侧设置有分割片感应器。
9.如权利要求1所述的圆柱电池自动补位变距装置,其特征在于,所述下层输送组件包括清料盒,所述清料盒设置于下层槽型同步带的末端下方。
技术总结
本技术涉及电池输送技术领域,特别涉及圆柱电池自动补位变距装置,上下层衔接组件设置于上层输送组件的末端,上下层衔接组件位于下层输送组件起始端的正上方,上层输送组件包括上层槽型同步带,上层槽型同步带内均匀设置有多个上凹槽,相邻两个上凹槽之间的间隙与来料圆柱电池的间距一致,下层输送组件包括下层槽型同步带,下层槽型同步带内均匀设置有多个下凹槽,相邻两个下凹槽之间的间隙与下料圆柱电池的间距一致。与现有技术相比,本技术的圆柱电池自动补位变距装置可以有效解决现有方式不能高效稳定的进行圆柱电池补位和变距的问题,该装置可以在电池输送的过程中完成电池的补位和变距。
技术研发人员:肖治,胡平飞
受保护的技术使用者:深圳市精捷能电子有限公司
技术研发日:20230511
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!