一种环形输送线的制作方法
本技术涉及输送线,具体为一种环形输送线。
背景技术:
1、精密间歇环形输送系统是自动化设备其中的一部分,用于零件自动化输送的组装、测试、点胶等功能,需要对零件进行重复精确定位的场所。
2、目前自动化行业通用的零件快速输送、精确定位机构多为皮带线配合顶升定位机构或滚筒线配合顶升定位机构实现,这类机构对零件精确定位效率低,不适合对零件需要精确定位的应用场景,且长时间运行后易磨损产生粉尘。
技术实现思路
1、本实用新型目的在于提供一种定位精度高、减少磨损的环形输送线。
2、为实现上述目的,本实用新型的技术方案如下。
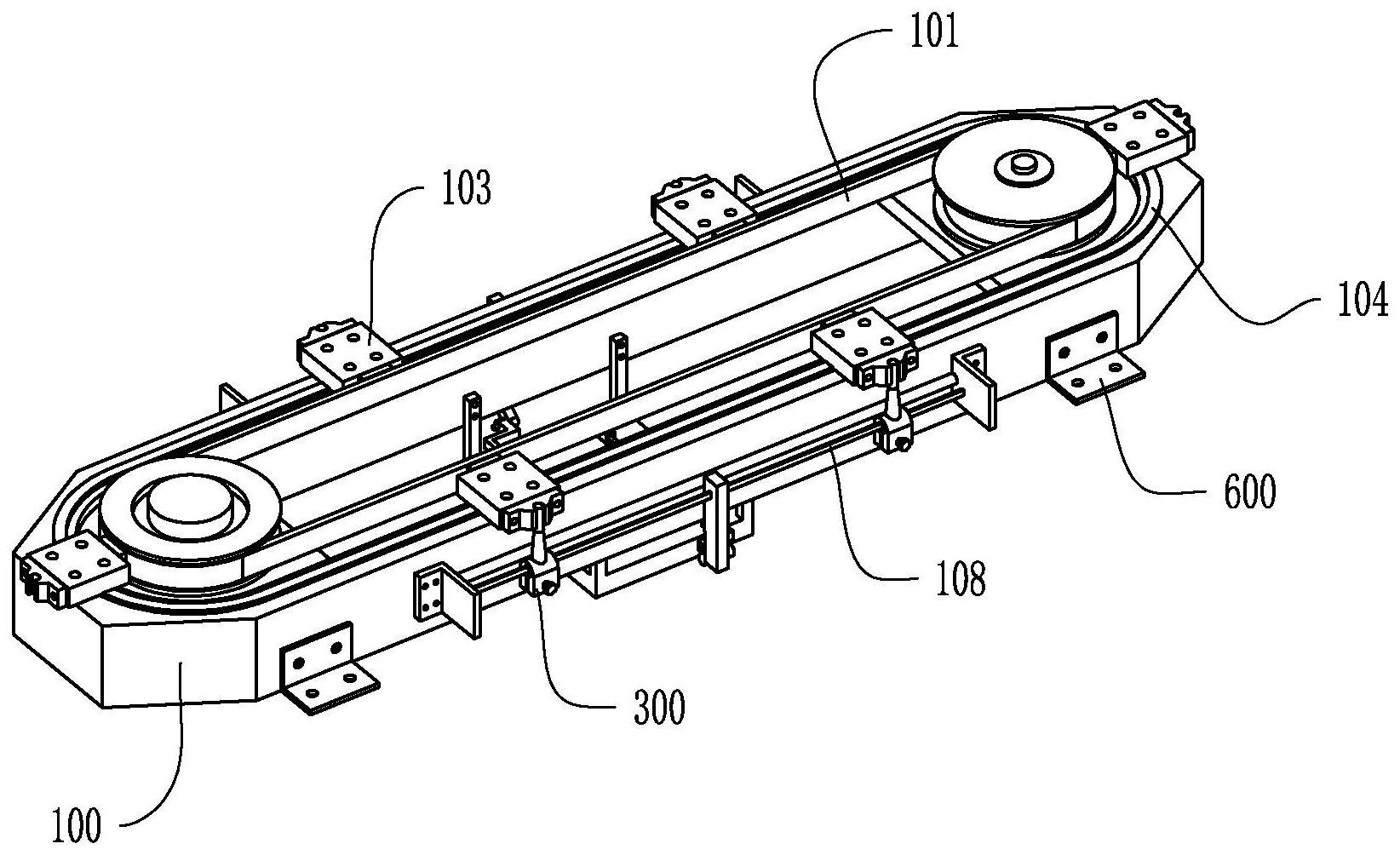
3、一种环形输送线,包括安装架、链式输送带和伺服电机。
4、伺服电机的输出端与链式输送带的主动链轮连接,链式输送带的外侧均匀设置有多个小车,安装架的上侧安装有环形轨道,小车与环形轨道滑动连接,小车的外侧安装有定位板,定位板的表面开设有定位槽。
5、安装架长度方向的两侧面均对称安装有两个固定基座,两个固定基座的相对面之间转动安装有转轴,转轴的外侧设置有定位杆,定位杆与定位槽定位配合。
6、转轴的外侧安装有转动杆,安装架的底部安装有安装底板,安装底板的上侧设置有同时驱动两个转动杆转动的驱动组件。
7、由此可见,通过伺服电机带动链式输送带的动力输出,以及配合环形轨道的使用,可以做到对小车高速移动,快速停止和快速停止,从而实现移动小车快速环形移栽,配合驱动组件带动定位杆与定位槽之间的定位配合,实现对停止的小车二次精确定位的目的,从而实现了整个系统的快速精密定位及环形移栽,为客户零件的自动化组装、测试、点胶等功能实现精密定位循环移栽,并且输送系统为环形轨道配合运动小车,小车通过链条串联起来,结构小巧精度高,驱动组件隐藏在安装架下面节省占用空间,具有结构紧凑的优点,并且小车与环形轨道之间为滑动摩擦,不产生粉屑,滑动摩擦可以通过加注黄油的方式减小摩擦损耗,从而提高设备的使用寿命。
8、进一步的,驱动组件包括转动安装在安装底板上侧的齿轮,安装底板的上侧滑动安装有两个相互平行的l形齿板,两个l形齿板的长杆均与齿轮啮合连接,两个l形齿板短杆的端部均连接有连接杆,连接杆的端部铰接连接有铰接杆,铰接杆的端部与链式输送带铰接连接,安装底板的上侧安装有气缸,气缸伸缩端的端部与其中一个l形齿板连接。
9、通过启动气缸带动其中一个l形齿板滑动,可通过齿轮的传动作用带动另一侧的l形齿板同步传动,l形齿板在滑动过程中通过连接杆和铰接杆的连杆机构,能够实现带动转动杆旋转的目的,当转动杆旋转时,其可带动转轴同步旋转,进而在转轴旋转时可带动定位杆同时旋转,使得定位杆能够转动,由于定位槽的两侧壁均为一定的弧形结构,因此当定位杆与定位槽之间存在一定的角度误差时,都能够使定位杆进入到定位槽对小车进行精确定位。
10、进一步的,转轴的外侧套设有u形夹块,定位杆与u形夹块连接,u形夹块的内部贯穿并螺纹连接有紧固螺栓。
11、通过u形夹块的设置,其可带动定位杆沿着转轴长度方向进行位置调整,实用性更高。
12、进一步的,转轴的表面沿其长度方向安装有凸条,u形夹块的内壁开设有凹槽,凸条设置在凹槽的内部。
13、通过凸条和凹槽的设置,可对u形夹块进行限位,使其只能沿转轴长度方向滑动而无法旋转,从而可避免使用过程中定位杆的角度发生偏移,影响其与定位槽的定位效果。
14、进一步的,安装架靠近底部的两侧内壁之间安装有支撑板,伺服电机的底部与支撑板连接。
15、通过支撑板的设置,可从底部对伺服电机进行支持,使伺服电机运行时更加稳定可靠。
16、进一步的,安装架的外侧安装有多个固定角座,固定角座的表面开设有安装孔。
17、通过固定角座可将本输送线安装在自动化设备上使用。
技术特征:
1.一种环形输送线,包括安装架(100)、链式输送带(101)和伺服电机(102),其特征在于:
2.根据权利要求1所述的一种环形输送线,其特征在于:
3.根据权利要求2所述的一种环形输送线,其特征在于:
4.根据权利要求3所述的一种环形输送线,其特征在于:
5.根据权利要求4所述的一种环形输送线,其特征在于:
6.根据权利要求5所述的一种环形输送线,其特征在于:
技术总结
本技术涉及一种环形输送线,其包括安装架、链式输送带和伺服电机,伺服电机的输出端与链式输送带的主动链轮连接,链式输送带的外侧均匀设置有多个小车,安装架的上侧安装有环形轨道,小车与环形轨道滑动连接,小车的外侧安装有定位板,定位板的表面开设有定位槽,安装架长度方向的两侧面均对称安装有两个固定基座,两个固定基座的相对面之间转动安装有转轴,转轴的外侧设置有定位杆,定位杆与定位槽定位配合。通过伺服电机带动链式输送带的动力输出,配合环形轨道的使用,以及配合驱动组件带动定位杆与定位槽之间的定位配合,实现对停止的小车二次精确定位的目的,为零件的自动化组装、测试、点胶等功能实现精密定位循环移栽。
技术研发人员:黄静夷,祝红明,胡文通
受保护的技术使用者:珠海天骋科技有限公司
技术研发日:20230517
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!