夹紧装置及圆柱电池自动化生产设备的制作方法
本技术涉及圆柱电池自动化生产领域,尤其涉及一种夹紧装置及圆柱电池自动化生产设备。
背景技术:
1、在圆柱电池的高速连续式生产过程中,特别是对于某些特定的工艺过程,例如装配、刻码、读码、焊接等工艺过程中,需要在圆柱电池的运输过程中,对圆柱电池实现夹紧、中心定位、旋转等一系列操作。
2、现有技术中,常见的对圆柱电池进行夹紧、中心定位的机构常采用两个并列的转动辊来实现对圆柱电池的支撑,当圆柱电池放置于两个并列的转动辊上其中心得到定位,然后通过夹爪夹住圆柱电池的一端,并带动其转动,以实现在圆柱电池另一端的端面上进行刻码、读码或焊接等工艺。但是,该种装置的体积较大,并且只能固定设置于一个位置,无法随圆柱电池一起运转,需要机械臂将圆柱电池放置于转动辊上,加工完成后再取下,生产动作不连续,不适用于高速连续式的生产节奏。
技术实现思路
1、本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种夹紧装置,同时具备夹紧、定心和旋转的功能,整体结构比较紧凑。
2、本实用新型还提出一种具有上述夹紧装置的圆柱电池自动化生产设备。
3、根据本实用新型的第一方面实施例的夹紧装置,包括:
4、主体件;
5、第一驱动件,所述第一驱动件设置于所述主体件上;
6、两个夹紧臂,各所述夹紧臂与所述主体件活动连接,所述夹紧臂的一端与第一驱动件连接,以驱动两个所述夹紧臂打开或合拢,另一端设置有从动辊;
7、其中,所述主体件上还设置有主动辊和第二驱动件,所述第二驱动件驱动所述主动辊转动,当两个所述夹紧臂合拢时,所述主动辊和所述从动辊与所述圆柱物料的外周面抵接,所述主动辊能够驱动所述圆柱物料进行旋转运动。
8、根据本实用新型实施例的夹紧装置,至少具有如下有益效果:本实施例中的夹紧装置在夹紧圆柱物料的同时,通过三点定位实现了定心,并且通过其中一个辊轴的转动带动圆柱物料旋转,整体结构比较紧凑,同时具备夹紧、定心和旋转的功能,搭配机械臂等运输装置使用,可以在运输到指定位置后立即旋转加工,无需将圆柱物料取下,加工完毕后运输装置直接将其运走,无需进行重复的装夹工作,整体流程较为连续,适用于高速连续式的自动化生产线。
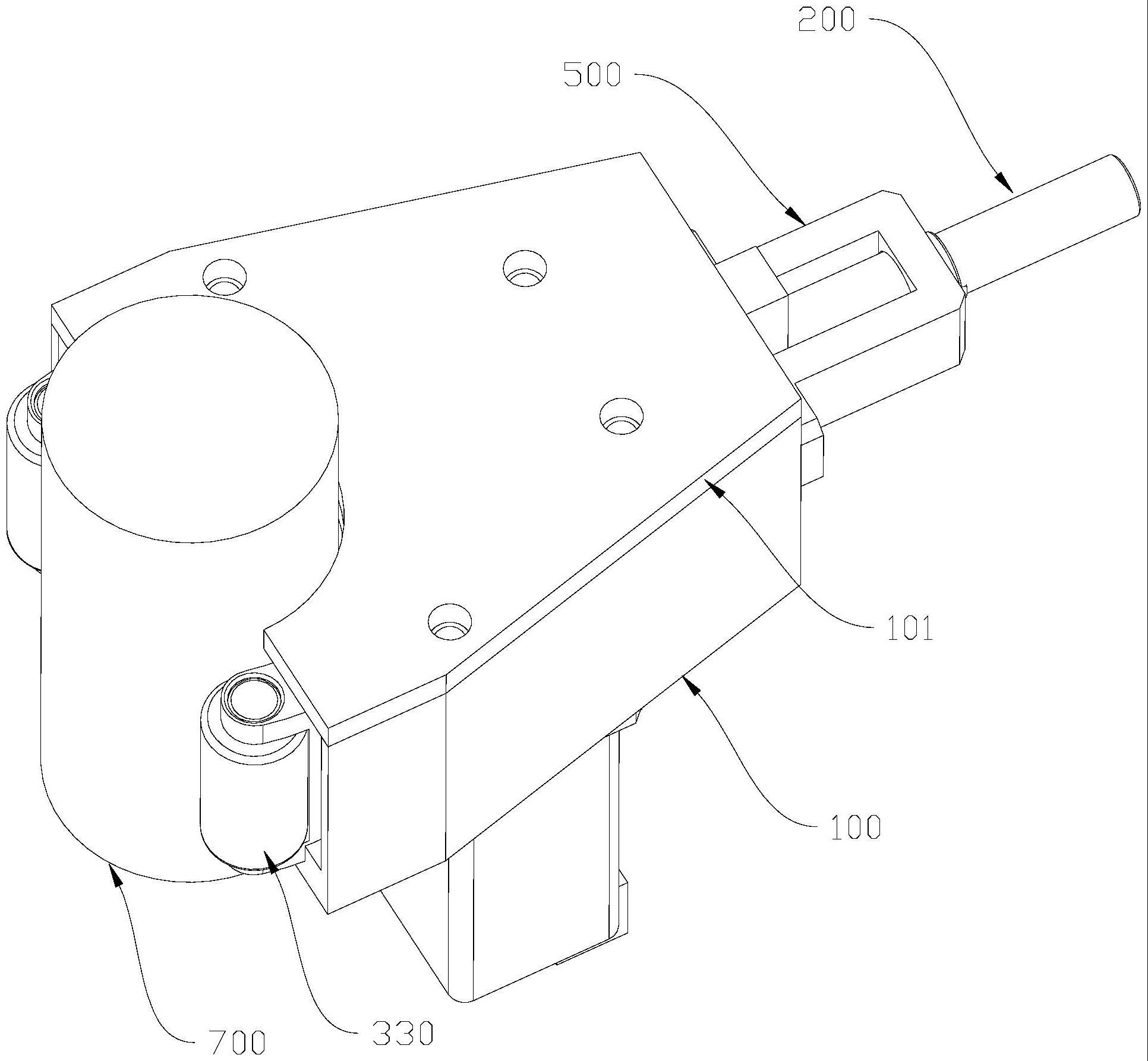
9、根据本实用新型的一些实施例,所述主体件上设置有导滑槽,所述夹紧臂穿设于所述导滑槽,并能够从所述主体件中伸出或缩回,当所述夹紧臂伸出于所述主体件时,两个所述夹紧臂合拢以限制所述圆柱物料的位移,当所述夹紧臂缩回于所述主体件时,两个夹紧臂打开以解除对所述圆柱物料的限制。
10、根据本实用新型的一些实施例,所述导滑槽具有直线段、过渡段和弧线段,各所述夹紧臂均包括第一伸缩臂和第二伸缩臂,所述第一驱动件包括伸缩轴,当所述夹紧臂缩回于所述主体件时,所述伸缩轴设置于所述直线段内,并能够沿所述直线段滑动,两个所述夹紧臂的所述第二伸缩臂均与所述伸缩轴连接,并能够在所述过渡段内旋转和平移,所述第一伸缩臂位于所述弧线段,所述第一伸缩臂的一端与所述第二伸缩臂铰接,所述第一伸缩臂的另一端设置有所述从动辊。
11、根据本实用新型的一些实施例,所述第一伸缩臂为弧形,两个所述第一伸缩臂相对于所述主体件伸出时,两个所述从动辊之间的距离缩小。
12、根据本实用新型的一些实施例,所述第一伸缩臂的宽度等于所述弧线段的槽宽,所述第二伸缩臂的宽度小于所述过渡段的槽宽。
13、根据本实用新型的一些实施例,所述第一驱动件包括伸缩轴,所述夹紧装置还包括弹性件和固定座,所述固定座与所述主体件连接,所述伸缩轴穿设于所述固定座并插入至所述主体件中,所述弹性件位于所述固定座内,并套设于所述伸缩轴,当所述伸缩轴缩回时,所述弹性件发生弹性变形压缩,并具有通过弹性变形复位以使所述伸缩轴伸出的趋势。
14、根据本实用新型的一些实施例,所述主体件设置有用于容置所述圆柱物料的弧形槽,所述弧形槽的槽壁上设置有容置槽,所述主动辊转动连接于所述容置槽中,并部分露出于所述弧形槽的槽壁。
15、根据本实用新型的一些实施例,所述容置槽设置于所述弧形槽的对称轴线上。
16、根据本实用新型的一些实施例,所述第二驱动件包括输出轴,所述输出轴套设有第一传动齿轮,所述主动辊包括旋转轴,所述旋转轴套设有第二传动齿轮,所述第一传动齿轮和所述第二传动齿轮啮合,以使所述第二驱动件驱动所述主动辊转动。
17、根据本实用新型的第二方面实施例的圆柱电池自动化生产设备,包括:
18、图像识别装置;
19、运输装置;
20、如上述实施例中任一项所述的夹紧装置,所述夹紧装置设置于所述运输装置上,所述夹紧装置用于夹持圆柱电池;
21、其中,所述运输装置能够将所述圆柱电池输送至所述图像识别装置处,并且所述主动辊驱动所述圆柱电池转动,以使所述图像识别装置对所述圆柱电池的周面进行扫描并读取图像数据。
22、根据本实用新型实施例的圆柱电池自动化生产设备,至少具有如下有益效果:该种圆柱电池自动化生产设备在转运过程中进行扫码、读码,无需进行卸料和装夹的工步,也无需借助其他的工装驱动圆柱电池旋转,生产连续性较好,能够适应于圆柱电池自动化大规模的制造。
23、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.夹紧装置,用于夹紧圆柱物料(700),其特征在于,包括:
2.根据权利要求1所述的夹紧装置,其特征在于,所述主体件(100)上设置有导滑槽(110),所述夹紧臂(300)穿设于所述导滑槽(110),并能够从所述主体件(100)中伸出或缩回,当所述夹紧臂(300)伸出于所述主体件(100)时,两个所述夹紧臂(300)合拢以限制所述圆柱物料(700)的位移,当所述夹紧臂(300)缩回于所述主体件(100)时,两个夹紧臂(300)打开以解除对所述圆柱物料(700)的限制。
3.根据权利要求2所述的夹紧装置,其特征在于,所述导滑槽(110)具有直线段(111)、过渡段(112)和弧线段(113),各所述夹紧臂(300)均包括第一伸缩臂(310)和第二伸缩臂(320),所述第一驱动件包括伸缩轴(200),当所述夹紧臂(300)缩回于所述主体件(100)时,所述伸缩轴(200)设置于所述直线段(111)内,并能够沿所述直线段(111)滑动,两个所述夹紧臂(300)的所述第二伸缩臂(320)均与所述伸缩轴(200)连接,并能够在所述过渡段(112)内旋转和平移,所述第一伸缩臂(310)位于所述弧线段(113),所述第一伸缩臂(310)的一端与所述第二伸缩臂(320)铰接,所述第一伸缩臂(310)的另一端设置有所述从动辊(330)。
4.根据权利要求3所述的夹紧装置,其特征在于,所述第一伸缩臂(310)为弧形,两个所述第一伸缩臂(310)相对于所述主体件(100)伸出时,两个所述从动辊(330)之间的距离缩小。
5.根据权利要求3所述的夹紧装置,其特征在于,所述第一伸缩臂(310)的宽度等于所述弧线段(113)的槽宽,所述第二伸缩臂(320)的宽度小于所述过渡段(112)的槽宽。
6.根据权利要求2所述的夹紧装置,其特征在于,所述第一驱动件包括伸缩轴(200),所述夹紧装置还包括弹性件(400)和固定座(500),所述固定座(500)与所述主体件(100)连接,所述伸缩轴(200)穿设于所述固定座(500)并插入至所述主体件(100)中,所述弹性件(400)位于所述固定座(500)内,并套设于所述伸缩轴(200),当所述伸缩轴(200)缩回时,所述弹性件(400)发生弹性变形压缩,并具有通过弹性变形复位以使所述伸缩轴(200)伸出的趋势。
7.根据权利要求1所述的夹紧装置,其特征在于,所述主体件(100)设置有用于容置所述圆柱物料(700)的弧形槽(120),所述弧形槽(120)的槽壁上设置有容置槽,所述主动辊(130)转动连接于所述容置槽中,并部分露出于所述弧形槽(120)的槽壁。
8.根据权利要求7所述的夹紧装置,其特征在于,所述容置槽设置于所述弧形槽(120)的对称轴线上。
9.根据权利要求1所述的夹紧装置,其特征在于,所述第二驱动件(600)包括输出轴,所述输出轴套设有第一传动齿轮(610),所述主动辊(130)包括旋转轴,所述旋转轴套设有第二传动齿轮(131),所述第一传动齿轮(610)和所述第二传动齿轮(131)啮合,以使所述第二驱动件(600)驱动所述主动辊(130)转动。
10.圆柱电池自动化生产设备,其特征在于,包括:
技术总结
本技术公开了一种夹紧装置及圆柱电池自动化生产设备。本技术的夹紧装置包括主体件、第一驱动件和两个夹紧臂;所述第一驱动件设置于所述主体件上;各所述夹紧臂与所述主体件活动连接,所述夹紧臂的一端与第一驱动件连接,以驱动两个所述夹紧臂打开或合拢,另一端设置有从动辊;所述主体件上还设置有主动辊和第二驱动件,所述第二驱动件驱动所述主动辊转动,当两个所述夹紧臂合拢时,所述主动辊和所述从动辊与所述圆柱物料的外周面抵接,所述主动辊驱动所述圆柱物料进行旋转运动。本技术的夹紧装置同时具备夹紧、定心和旋转的功能,整体结构比较紧凑。
技术研发人员:石晶
受保护的技术使用者:海目星激光科技集团股份有限公司
技术研发日:20230519
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!