一种自动筛选码垛装置的制作方法
本技术涉及零件码垛,具体涉及一种自动筛选码垛装置。
背景技术:
1、小型的冲压零部件产品,尤其是薄片类、条状类、带状类等多种小型产品,加工后都需要按照一定的方向和数量要求进行码放,目前这个工作都是通过人工完成的。由于这类产品的型号多、数量多、体积小、形状不规则,而且码齐具有方向性,因此对产品的包装需要先识别、取料、码齐,然后进行捆扎,由于样品尺寸小,采用人工取料、识别和码齐,需要占据大量的人工时间,效率低,而且极容易出现差错。
2、现有的用于小型零件的振动盘式筛选机,圆形振动盘连通有滑道,通过振动盘振动实现零件沿着滑道输送。该振动盘式筛选机只能进行振动,对于某些具有方向性的零件,无法实现自动的筛选、识别和码放,并且切换零件种类时需要更换不同的滑道,调试时间长,通用性较差。
3、因此,如何对小型零件进行自动码放,以提高工作效率,降低差错率成为需要解决的问题。
技术实现思路
1、本实用新型针对现有技术中人工码放小型零件效率低、易出错的问题,提供一种自动筛选码垛装置。
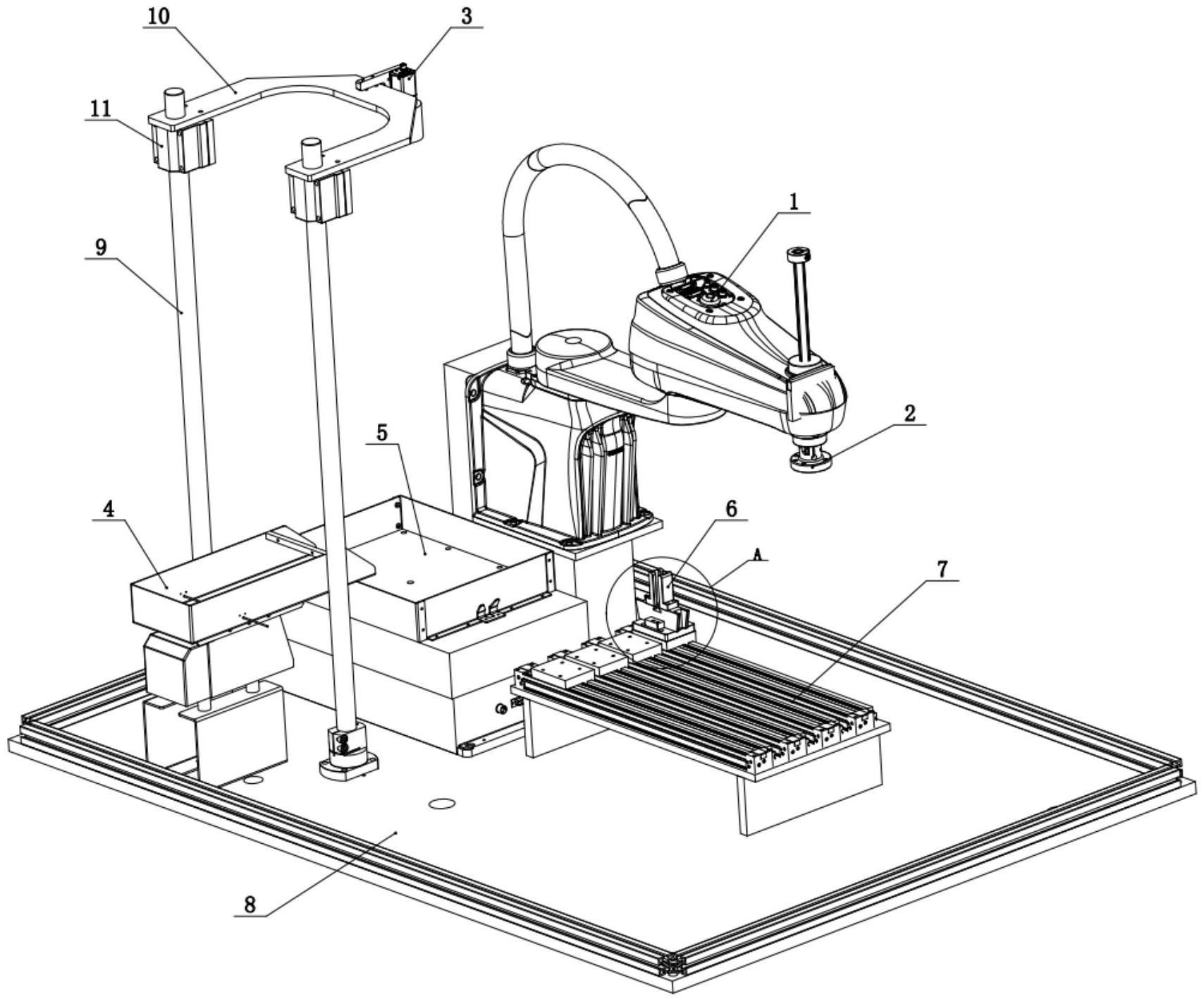
2、本实用新型解决上述技术问题的技术方案如下:一种自动筛选码垛装置,包括控制器,还包括料仓、支撑杆、u形支架以及与所述控制器通信连接的曲轴机械手、图像传感器、振动上料器和振动盘,所述振动盘的一侧设有所述曲轴机械手,另一侧设有所述振动上料器,所述振动上料器朝向所述振动盘的一侧设有开口,所述开口位于所述振动盘的上方,所述支撑杆设有两个,两个所述支撑杆位于所述振动上料器的两侧,所述u形支架安装在所述支撑杆上,所述图像传感器安装在所述u形支架上,且所述图像传感器位于所述振动盘的上方,所述料仓位于所述振动盘的一端。
3、在上述技术方案的基础上,本实用新型为了达到使用的方便以及装备的稳定性,还可以对上述的技术方案作出如下的改进:
4、优选的,还包括滑轨,所述料仓和所述滑轨均设有多个,所述料仓安装在所述滑轨上,所述滑轨与所述控制器通信连接
5、优选的,还包括重量传感器,所述料仓与所述重量传感器连接,所述重量传感器与所述控制器通信连接。
6、优选的,所述图像传感器为ccd工业相机。
7、优选的,所述支撑杆上设有滑块,所述u形支架与所述滑块连接。
8、优选的,所述振动盘为上端设有敞口的箱体,所述振动盘的体积大于所述振动上料器的体积。
9、优选的,所述曲轴机械手的端部设有吸盘,所述吸盘用于吸取工件。
10、优选的,所述料仓包括底座及安装在底座上的第一定位块和第二定位块,所述第一定位块、所述第二定位块与所述底座共同围成用于容纳工件的容腔。
11、本实用新型的有益效果是:控制器控制振动上料器振动,使振动上料器内的工件通过开口落入振动盘内,实现自动上料;通过在振动上料器上设置开口,满足不同型号或尺寸工件的上料需求,提高通用性;通过振动盘柔性振动起到分散工件的作用,便于图像传感器根据控制器设定要求,识别相应型号或形状的工件,并将信号传输至控制器,控制器控制曲轴机械手抓取工件,并将工件放置在料仓内,整个过程无需人工辅助,效率高、成本低且降低了差错率。
技术特征:
1.一种自动筛选码垛装置,包括控制器,其特征在于,还包括料仓(6)、支撑杆(9)、u形支架(10)以及与所述控制器通信连接的曲轴机械手(1)、图像传感器(3)、振动上料器(4)和振动盘(5),所述振动盘(5)的一侧设有所述曲轴机械手(1),另一侧设有所述振动上料器(4),所述振动上料器(4)朝向所述振动盘(5)的一侧设有开口,所述开口位于所述振动盘(5)的上方,所述支撑杆(9)设有两个,两个所述支撑杆(9)位于所述振动上料器(4)的两侧,所述u形支架(10)安装在所述支撑杆(9)上,所述图像传感器(3)安装在所述u形支架(10)上,且所述图像传感器(3)位于所述振动盘(5)的上方,所述料仓(6)位于所述振动盘(5)的一端。
2.根据权利要求1所述的自动筛选码垛装置,其特征在于,还包括滑轨(7),所述料仓(6)和所述滑轨(7)均设有多个,所述料仓(6)安装在所述滑轨(7)上,所述滑轨(7)与所述控制器通信连接。
3.根据权利要求1或2所述的自动筛选码垛装置,其特征在于,还包括重量传感器,所述料仓(6)与所述重量传感器连接,所述重量传感器与所述控制器通信连接。
4.根据权利要求1或2所述的自动筛选码垛装置,其特征在于,所述图像传感器(3)为ccd工业相机。
5.根据权利要求4所述的自动筛选码垛装置,其特征在于,所述支撑杆(9)上设有滑块(11),所述u形支架(10)与所述滑块(11)连接。
6.根据权利要求1所述的自动筛选码垛装置,其特征在于,所述振动盘(5)为上端设有敞口的箱体,所述振动盘(5)的体积大于所述振动上料器(4)的体积。
7.根据权利要求1或2所述的自动筛选码垛装置,其特征在于,所述曲轴机械手(1)的端部设有吸盘(2),所述吸盘(2)用于吸取工件。
8.根据权利要求1或2所述的自动筛选码垛装置,其特征在于,所述料仓(6)包括底座(6.1)及安装在所述底座(6.1)上的第一定位块(6.2)和第二定位块(6.3),所述第一定位块(6.2)、所述第二定位块(6.3)与所述底座(6.1)共同围成用于容纳工件的容腔。
技术总结
本技术涉及一种自动筛选码垛装置,包括控制器,还包括料仓、支撑杆、U形支架以及与控制器通信连接的曲轴机械手、图像传感器、振动上料器和振动盘,振动盘的一侧设有曲轴机械手,另一侧设有振动上料器,振动上料器朝向振动盘的一侧设有开口,开口位于振动盘的上方,支撑杆设有两个,两个支撑杆位于振动上料器的两侧,U形支架安装在支撑杆上,图像传感器安装在U形支架上,且图像传感器位于振动盘的上方,料仓位于所述振动盘的一端。振动盘起到分散工件的作用,便于图像传感器识别相应型号或形状的工件,并将信号传输至控制器,曲轴机械手抓取工件,并将工件放置在料仓内,整个过程无需人工辅助,效率高、成本低且降低了差错率。
技术研发人员:李和,吕刚,张庆尚,李辉
受保护的技术使用者:烟台安信机电科技有限公司
技术研发日:20230524
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!