一种石英坩埚智能搬运系统的制作方法
本技术涉及石英坩埚装卸领域,尤其涉及一种石英坩埚智能搬运系统。
背景技术:
1、现有的石英坩埚装卸技术通常采用人工夹持搬运或者通过人工控制吊取装置来实现石英坩埚的搬运。
2、现有技术通过人工使用特定工具进行搬运,由于一些石英坩埚尺寸较大,在搬运过程中容易出现力度不够脱落的问题,造成坩埚损坏以及弄伤员工,所以其工人的安全问题无法保障。其次,人工搬运比较费时,生产效率较低,满足不了日益增加的生产要求。
3、而通过工人操纵起吊装置实现搬运,该种方式可以有效保证员工的安全,但是在起吊搬运的过程中,如果夹持力度太大,其起吊装置的刚性构件会对石英坩埚的表面造成一定磨损甚至直接对坩埚造成损坏,影响石英坩埚的生产质量,如果夹持力度太小,可能导致石英坩埚掉落。
技术实现思路
1、本实用新型的主要目的是提出一种石英坩埚智能搬运系统,旨在解决现有的石英坩埚搬运系统容易出现石英坩埚掉落或者表面损伤的问题。
2、为实现上述目的,本实用新型提出的一种石英坩埚智能搬运系统,其中所述石英坩埚智能搬运系统包括:
3、搬运架,形成有左右方向上分布的准备区以及放置区;
4、载物系统,包括准备区载物部和放置区载物部,所述准备区载物部对应所述准备区设置,所述放置区载物部对应所述放置区设置;以及,
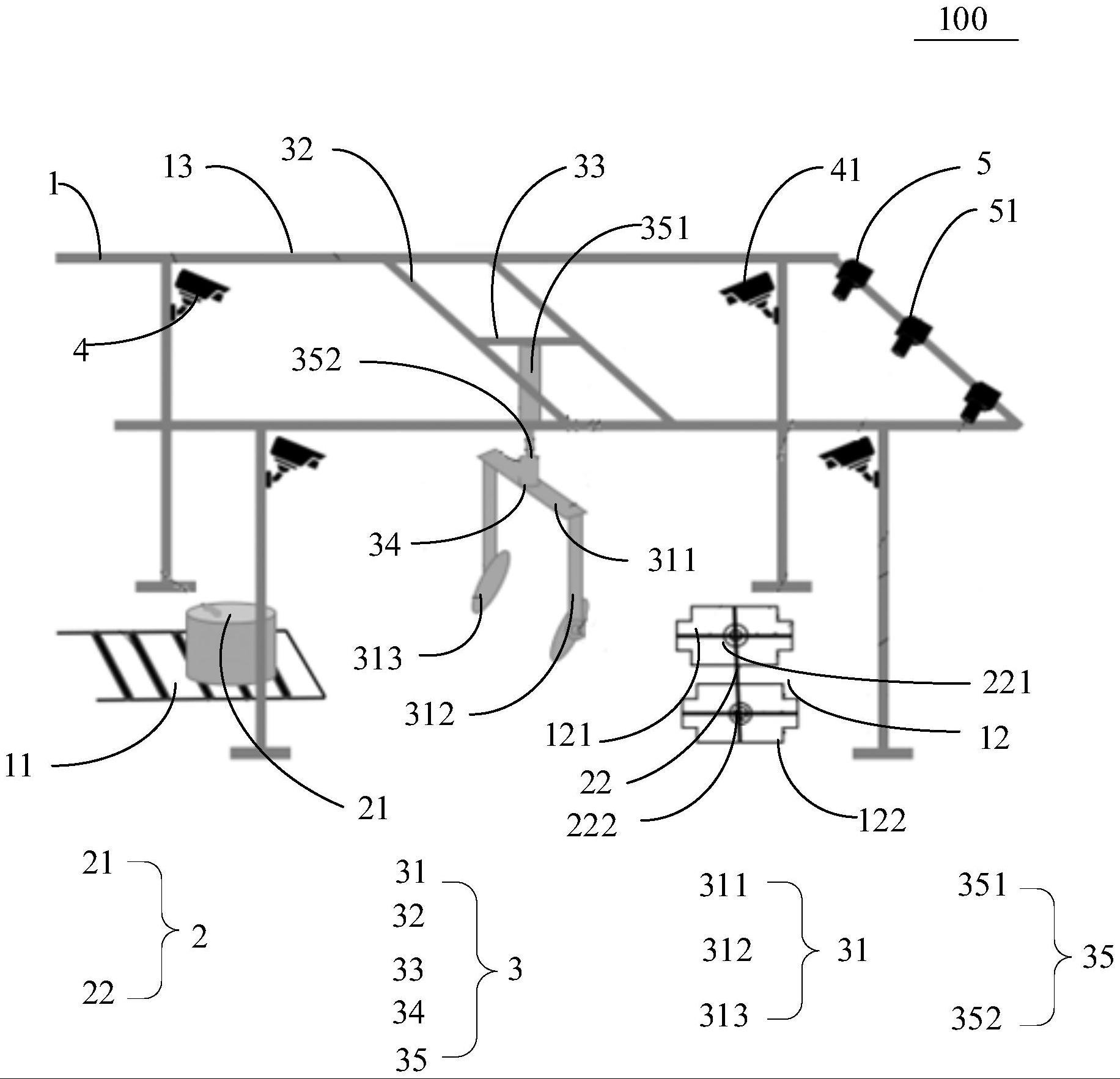
5、装卸系统,包括相对所述搬运架活动安装的夹持组件,所述夹持组件的活动行程经过所述准备区和所述放置区,所述夹持组件包括前后方向上两个相对设置的吸附部,两个所述吸附部能够相互靠近以吸附夹持所述石英坩埚,且两个所述吸附部能够相互远离以松开所述石英坩埚。
6、可选地,在所述搬运架上设置有两条第一轨道,各所述第一轨道在左右方向上延伸设置,两条所述第一轨道在前后方向上间隔设置,所述夹持组件在左右方向上活动设置于两条所述第一轨道上。
7、可选地,所述装卸系统还包括安装座、第一连接座和第二连接座,所述安装座沿左右方向活动安装于所述搬运架;所述第一连接座沿前后方向活动安装于所述安装座;所述第二连接座沿上下方向活动安装于所述第一连接座;所述夹持组件设于所述第二连接座。
8、可选地,所述装卸系统还包括升降机构,所述升降机构包括固定部和相对所述固定部在上下方向上相对活动的升降部,所述固定部和所述升降部中,其中之一设于所述第一连接座,另一设于所述第二连接座。
9、可选地,所述夹持组件包括夹持座,所述夹持座沿上下方向延伸的轴线转动安装于所述第二连接座,两个所述吸附部设于所述夹持座。
10、可选地,所述夹持组件包括夹持座和两个夹持臂,所述夹持座相对所述搬运架活动安装;两个所述夹持臂呈相对设置,至少一所述夹持臂能够活动,以调整两个所述夹持臂之间的间距;两个所述吸附部分别对应设于两个所述夹持臂相对的侧端面。
11、可选地,各所述吸附部相对对应的所述夹持臂沿水平向延伸的轴线转动安装。
12、可选地,所述石英坩埚智能搬运系统还包括检测系统,所述检测系统包括设置于所述搬运架上的多个检测拍照装置,多个所述检测拍照装置的拍照区域覆盖所述准备区载物部和所述放置区载物部设置。
13、可选地,所述放置区包括沿前后方向分布的合格放置分区和缺陷放置分区;所述放置区载物部包括合格区载物部和缺陷区载物部。
14、可选地,所述石英坩埚智能搬运系统还包括标记系统,所述标记系统包括设置于所述搬运架上的多个激光器,用以在所述放置区载物部上设置纵向和/或横向激光标识。
15、本实用新型提供的技术方案中,所述石英坩埚搬运系统包括搬运架、载物系统和装卸系统,所述搬运架形成有左右方向上分布的准备区以及放置区,所述准备区上设有准备区载物部,所述放置区上设有放置区载物部,所述装卸系统包括相对所述搬运架活动安装的夹持组件,所述夹持组件包括前后方向上两个相对设置的吸附部。所述夹持组件活动至所述准备区,由所述吸附部吸附夹持所述准备区载物部上的石英坩埚,然后所述夹持组件活动至所述放置区,将正在夹持的所述石英坩埚放置于所述放置区载物部上。本实用新型提供的所述石英坩埚智能搬运系统通过所述吸附部吸附夹持石英坩埚的方式,解决了传统的石英坩埚搬运系统容易出现石英坩埚掉落或者表面损伤的问题。
技术特征:
1.一种石英坩埚智能搬运系统,其特征在于,包括:
2.如权利要求1所述的石英坩埚智能搬运系统,其特征在于,在所述搬运架上设置有两条第一轨道,各所述第一轨道在左右方向上延伸设置,两条所述第一轨道在前后方向上间隔设置,所述夹持组件在左右方向上活动设置于两条所述第一轨道上。
3.如权利要求1所述的石英坩埚智能搬运系统,其特征在于,所述装卸系统还包括:
4.如权利要求3所述的石英坩埚智能搬运系统,其特征在于,所述装卸系统还包括升降机构,所述升降机构包括固定部和相对所述固定部在上下方向上相对活动的升降部,所述固定部和所述升降部中,其中之一设于所述第一连接座,另一设于所述第二连接座。
5.如权利要求3所述的石英坩埚智能搬运系统,其特征在于,所述夹持组件包括夹持座,所述夹持座沿上下方向延伸的轴线转动安装于所述第二连接座,两个所述吸附部设于所述夹持座。
6.如权利要求1所述的石英坩埚智能搬运系统,其特征在于,所述夹持组件包括:
7.如权利要求6所述的石英坩埚智能搬运系统,其特征在于,各所述吸附部相对对应的所述夹持臂沿水平向延伸的轴线转动安装。
8.如权利要求1所述的石英坩埚智能搬运系统,其特征在于,所述石英坩埚智能搬运系统还包括检测系统,所述检测系统包括设置于所述搬运架上的多个检测拍照装置,多个所述检测拍照装置的拍照区域覆盖所述准备区载物部和所述放置区载物部设置。
9.如权利要求8所述的石英坩埚智能搬运系统,其特征在于,所述放置区包括沿前后方向分布的合格放置分区和缺陷放置分区;
10.如权利要求1所述的石英坩埚智能搬运系统,其特征在于,所述石英坩埚智能搬运系统还包括标记系统,所述标记系统包括设置于所述搬运架上的多个激光器,用以在所述放置区载物部上设置纵向和/或横向激光标识。
技术总结
本技术公开一种石英坩埚智能搬运系统,包括搬运架、载物系统和装卸系统,所述搬运架形成有左右方向上分布的准备区以及放置区,所述载物系统包括准备区载物部和放置区载物部,所述准备区载物部对应所述准备区设置,所述放置区载物部对应所述放置区设置,所述装卸系统包括前后方向上相对所述搬运架活动安装的夹持组件,所述夹持组件的活动行程经过所述准备区和所述放置区,所述夹持组件包括两个相对设置的吸附部,两个所述吸附部能够相互靠近以吸附夹持所述石英坩埚,且两个所述吸附部能够相互远离以松开所述石英坩埚。
技术研发人员:孙逊,陈佳怡,孙西敬,杨舟,张超永,兰建华,陈彦如,王充,杜逸飞,程凯,高英达
受保护的技术使用者:中铁第四勘察设计院集团有限公司
技术研发日:20230601
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!