一种瓷套装窑用卡板工装的制作方法
本技术属于瓷套光坯装窑,具体涉及一种瓷套装窑用卡板工装。
背景技术:
1、由于瓷套产品重量及体积均比较大,人工运输较为困难,一般使用起重机进行起吊运输,将卡板安装在底座卡口处,起吊时起重机的两个吊耳同时钩在卡板的直边两侧,起重机起吊将瓷套运输至装窑指定位置,该工装在运输过程中起到支撑保护瓷套的作用,依次运输至装窑指定位置后拆卸卡板。
2、将光坯打磨上釉后装入窑内,烧制完成出窑后进行切割研磨,完成后为瓷件,之后进行胶装法兰,完成后为成品瓷套。现有瓷套产品的装窑辅助卡板是两个半圆形拼接而成,使用时需分别将两个半圆卡板放置到电瓷光坯卡槽位置,装窑完成后再分别取掉两个半圆卡槽,每次拆卸时需要占用双侧的空间才能将工装取下,使用时不便利,劳动效率低,取卡板时需要从两个方向取出,在已经放置光坯的位置取出卡板时容易碰到光坯。
3、因现有工装由两部分卡板组成,尺寸较大,拆装操作较为复杂,光坯装窑取卡板时易碰撞到旁边的光坯,需要占用较大的装窑面积,急需找到一种新的瓷套装窑用卡板工装来提高装窑效率。
技术实现思路
1、为了克服上述现有技术的缺点,本实用新型的目的在于提供一种瓷套装窑用卡板工装,用以解决现有技术中光坯装窑取卡板时操作不便,且容易碰到旁边光坯,导致装窑的工作效率较低,装窑的占用面积较大的技术问题。
2、为了达到上述目的,本实用新型采用以下技术方案予以实现:
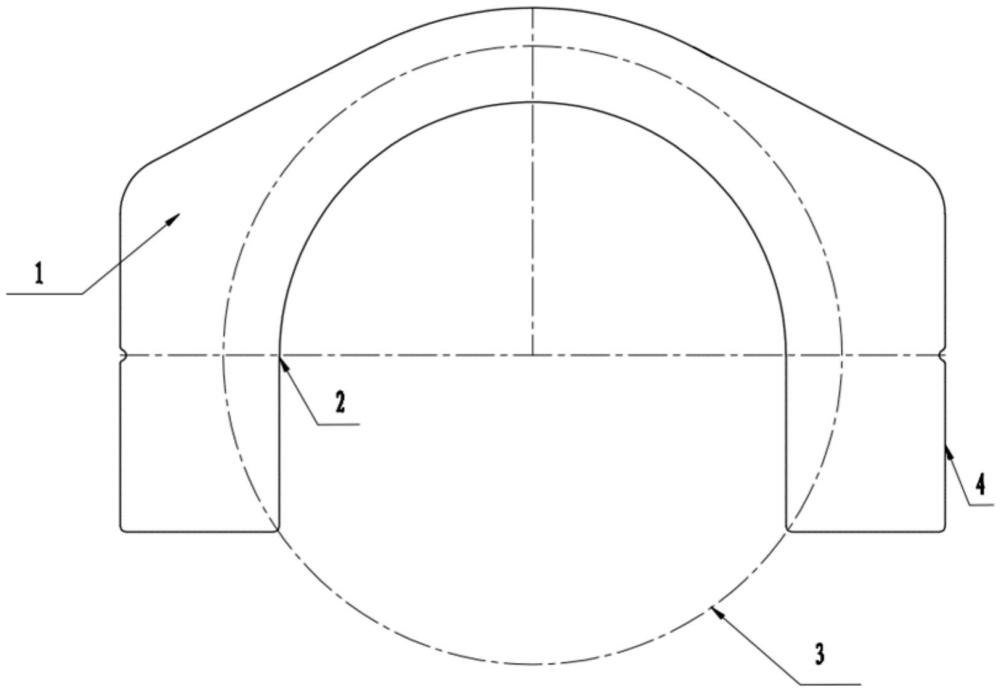
3、本实用新型公开了一种瓷套装窑用卡板工装,包括卡板本体,卡板本体内圆开设有卡口,所述卡板本体为一体成型的u形结构。
4、优选地,卡板本体为钢板。
5、优选地,卡板本体卡光坯的位置为空心的多半圆。
6、优选地,卡板本体四周光滑。
7、优选地,卡板本体的所有角均为圆角。
8、优选地,卡板本体的厚度为15~25mm。
9、优选地,卡板本体的边缘与吊具吊装位置配合。
10、优选地,卡板本体的两侧的边缘与吊具吊装位置配合。
11、优选地,卡板本体的直边两侧的边缘与吊具吊装位置配合。
12、优选地,卡口与瓷件卡槽位置匹配。
13、与现有技术相比,本实用新型具有以下有益效果:
14、本实用新型公开了一种瓷套装窑用卡板工装,现有的卡板分为两个半圆,每次拆卸时需要占用双侧的空间才能将工装取下,将卡板设计成一体成型的u形结构,使用时仅需要一次装卡,拆卸时在单侧取下即可,安装、拆卸工序减少,无需为拆卸卡板预留空间,装窑可使用面积增大,同批次装窑数量增多,有效利用了装窑面积,可装更多数量的瓷套,且不用考虑从另外一个方向取出卡板会碰到其他光坯的问题,提高了装载量及劳动效率,进而有效提高了生产效率;使用时,将卡板本体内圆的卡口对准瓷件卡槽的位置装入,能够稳定的卡住光坯。
15、卡板本体的边缘与吊具吊装位置配合用于吊装,每个瓷件按相同方向放置,新工装装窑相较之前的旧装窑方式放置位置更加紧凑,同样装窑面积可以装更多的光坯。
16、进一步地,卡板本体卡光坯的位置为空心的多半圆,因本工装为一体成型的卡板,多半圆更具有稳定性。
17、进一步地,卡板本体四周光滑,光坯表面较为脆弱,光滑的卡板不易划伤坯体。
18、进一步地,卡板本体所有角均为圆角,圆角在工序中不易伤到作业人员及坯体。
技术特征:
1.一种瓷套装窑用卡板工装,其特征在于,包括卡板本体(1),卡板本体(1)内圆开设有卡口(2),所述卡板本体(1)为一体成型的u形结构;所述卡板本体(1)为钢板;所述卡板本体(1)卡光坯的位置为空心的多半圆。
2.根据权利要求1所述的瓷套装窑用卡板工装,其特征在于,所述卡板本体(1)四周光滑。
3.根据权利要求1所述的瓷套装窑用卡板工装,其特征在于,所述卡板本体(1)的所有角均为圆角。
4. 根据权利要求1所述的瓷套装窑用卡板工装,其特征在于,所述卡板本体(1)的厚度为15~25 mm。
5.根据权利要求1所述的瓷套装窑用卡板工装,其特征在于,所述卡板本体(1)的边缘与吊具吊装位置配合。
6.根据权利要求5所述的瓷套装窑用卡板工装,其特征在于,卡板本体(1)的两侧的边缘与吊具吊装位置配合。
7.根据权利要求6所述的瓷套装窑用卡板工装,其特征在于,卡板本体(1)的直边两侧的边缘与吊具吊装位置配合。
8.根据权利要求1所述的瓷套装窑用卡板工装,其特征在于,所述卡口(2)与瓷件卡槽位置匹配。
技术总结
本技术公开了瓷套装窑用卡板工装,属于瓷套光坯装窑技术领域,该瓷套装窑用卡板包括卡板本体,将卡板设计成一体成型的U形结构,使用时仅需一次装卡,拆卸时在单侧取下即可,无需为拆卸卡板预留空间,在原有卡板基础上通过改变工装外形及使用方式,有效利用了装窑面积,可装更多数量的瓷套,不用考虑从另外一个方向取出卡板会碰到其他光坯的问题,提高了装载量及劳动效率;卡板本体内圆开设有卡口,使用时,将卡口对准瓷件卡槽的位置装入,能够稳定的卡住光坯,卡板本体直边两侧边缘与吊具吊装位置配合用于吊装,每个瓷件按相同方向放置,相较旧装窑方式放置位置更加紧凑,同样的装窑面积可装更多的瓷件光坯。
技术研发人员:程燕庆,刘宏烈,范鹏
受保护的技术使用者:西安西电高压电瓷有限责任公司
技术研发日:20230606
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!