手持快速抓取和角度控制搬运工装的制作方法
本技术涉及快速抓取和搬运,具体涉及手持快速抓取和角度控制搬运工装。
背景技术:
1、在机械生产领域,零件在生产后往往需要搬运装配,零件在装配时,需要去抓取并搬运到指定的装配位置,对于标准的统一的零件可以使用机械手臂进行夹持和搬运,当零件不标准时,则就不能使用机械手臂进行夹持和搬运了,对于不同的零件,则有不同的抓取和搬运工装进行抓取和搬运。
2、由于零件结构的特殊性,标准夹具无法进行抓取,只能依靠人工搬运下线,人工线下搬运不仅成本高,而且搬运放置的角度标准无法得到统一,且人工搬运使零件有损坏的风险,零件有两种,交替摆放和堆叠,在交替摆放时,搬运过程中必须保持每一片零件的角度,不会发生旋转和偏差,否则摆放角度的偏差会影响装配质量,在零件内部还有需要控制角度的一致性,用手工抓取搬运不但角度难以保证,一个班次工作下来是一项繁重的工作,影响生产,既增大了工人的劳动强度又不利于提高企业的生产效率。
技术实现思路
1、本实用新型的目的在于提供手持快速抓取和角度控制搬运工装,解决以下技术问题:
2、在抓取和搬运零件的过程中无法实现快速抓取以及实现控制角度一致性的问题。
3、本实用新型的目的可以通过以下技术方案实现:
4、手持快速抓取和角度控制搬运工装,包括中心座,所述中心座的顶部设置有旋动单元,所述中心座的四周呈环形阵列设置有三个锁定单元,每个所述锁定单元的底部设置有卡紧单元;
5、所述锁定单元包括依次顺序设置的锁定部、卡紧部和限位部;
6、所述锁定部包括锁定杆和锁定弹簧,所述锁定弹簧套设于所述锁定杆上,所述锁定杆的一侧设置有挡板,所述挡板的一侧与所述锁定弹簧固定连接,所述锁定弹簧的另一侧固定连接有滑动腔。
7、通过以上技术方案,可以实现手持快速的抓取和角度一致的控制搬运零件,工作时,通过将手持工装拿起,旋转旋动单元顶部使得旋动单元上移,三个锁定单元在其内部弹簧的作用下向中心座内部移动,使得锁定杆解锁对卡紧部的抵接限位,使得三个卡紧部同时张开,便于对零件进行夹取,当手持工装下移到位时,由于工装的自重会使得锁定单元被挤压,从而使得锁定杆被再次挤压右移对卡紧部进行抵接限位,并同时限位部会卡接限位住零件顶部的一侧,从而实现对零件进行卡紧搬运,实现了对零件的快速抓取和抓取角度一致性的控制,进而提高生产效率,减低生产节拍,减轻员工工作负担。
8、作为本实用新型进一步的方案:所述锁定部还包括锁定块,所述锁定块的一侧与所述锁定杆固定连接,所述锁定块的侧壁滑动连接有滑动槽,所述锁定块的另一侧与所述卡紧部抵接。
9、通过以上技术方案,锁定部用于控制对卡紧部的抵接限位使得卡紧部对零件进行卡紧,工作时,当旋动单元上移后,锁定块在锁定弹簧的恢复力形变下向中心座方向移动使得锁定杆脱离对卡紧部的抵接限位,使得卡紧部实现同时外扩张开,当卡紧部卡紧到达零件底部待卡紧时,锁定单元上移使得锁定杆向远离中心座的方向移动,使得锁定杆一侧的锁定块再次对卡紧部进行抵接限位,使得卡紧部不能转动,以此实现对零件的卡紧限位,卡紧的效果牢固,可靠稳定。
10、作为本实用新型进一步的方案:所述卡紧部包括角向定位块,所述角向定位块的底部设置有卡勾,所述角向定位块的顶部转动连接有转动孔,所述角向定位块的一侧设置有复位弹簧,所述复位弹簧的一侧固定连接有转动腔。
11、通过以上技术方案,当锁定部不对卡紧部抵接限位时,复位弹簧处于拉长状态,此时角向定位块在复位弹簧的作用下向远离锁定部的方向转动使得角向定位块可以张开,当角向定位块底部的卡勾到达零件底部时,此时角向定位块顶部被锁定块抵住,使得角向定位块一侧可以对零件进行角度调整并使得底部卡勾对零件进行卡紧,使得零件被牢牢的固定住,并且被卡接后的零件角度都是一致的,方便了堆放,提高了零件装配的质量。
12、作为本实用新型进一步的方案:所述限位部包括分岛座,所述分岛座设置于所述锁定部的一端,所述分岛座的内部滑动连接有限位杆,所述限位杆的底部设置有压锁销,所述压锁销底部的一侧开设有限位槽,所述限位杆的顶部设置有限位弹簧。
13、通过以上技术方案,当对零件进行卡接时,零件顶部一侧的外部会向上住压锁销,限位槽对零件的一角进行卡接,当零件被锁定部固定时,压锁销在限位弹簧的作用下对零件进行辅助卡紧,使得零件不会掉落,卡紧效果好,固定牢固,稳定性高。
14、作为本实用新型进一步的方案:所述卡紧单元包括卡紧销,所述卡紧销的侧壁套设有卡紧弹簧,所述卡紧销的顶部滑动连接有顶进槽,所述顶进槽开设于所述锁定杆底部的一侧,所述卡紧销设置于下壳体内,所述卡紧弹簧的顶部与所述下壳体内部固定连接。
15、通过以上技术方案,卡紧单元的设置使得当工装被放置到位后,卡紧销被挤压,使得锁定杆向一侧移动带动锁定块对锁定部进行抵接限位,实现了工装放置到位后对零件的自动夹持功能,操作简单,高效。
16、作为本实用新型进一步的方案:所述旋动单元包括旋钮,所述旋钮的底部设置有螺纹杆,所述螺纹杆的侧壁螺纹连接有移动杆,所述移动杆的外侧滑动连接有套筒,所述套筒设置于所述中心座的顶部,所述套筒的顶部设置有限位圈,所述限位圈的内侧与所述旋钮转动连接。
17、通过以上技术方案,工作时,旋动旋钮使得螺纹杆上移,从而解锁对锁定杆的限位,使得角向定位块可以张开,从而方便对零件进行夹持,避免工装落下夹持时角向定位块对零件造成损坏,提高了装配的质量。
18、作为本实用新型进一步的方案:所述中心座的底部设置有定心轴。
19、通过以上技术方案,定心轴用于工装下落时的定位作用,方便对零件进行夹持和抓取,提高了夹持抓取的效率和准确度。
20、本实用新型的有益效果:
21、(1)本实用新型实现了对零件的快速抓取和抓取角度一致性的控制,进而提高生产效率,减低生产节拍,减轻员工工作负担。
22、(2)本实用新型锁定单元上移使得锁定杆向远离中心座的方向移动,使得锁定杆一侧的锁定块再次对卡紧部进行抵接限位,使得卡紧部不能转动,以此实现对零件的卡紧限位,卡紧的效果牢固,可靠稳定。
23、(3)本实用新型定心轴用于工装下落时的定位作用,方便对零件进行夹持和抓取,提高了夹持抓取的效率和准确度。
技术特征:
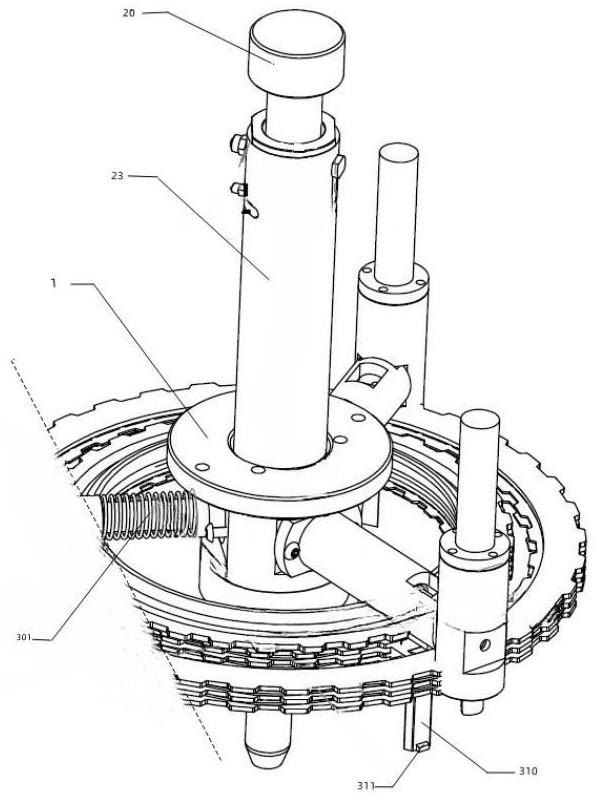
1.手持快速抓取和角度控制搬运工装,包括中心座(1),其特征在于,所述中心座(1)的顶部设置有旋动单元(2),所述中心座(1)的四周呈环形阵列设置有三个锁定单元(3),每个所述锁定单元(3)的底部设置有卡紧单元(4);
2.根据权利要求1所述的手持快速抓取和角度控制搬运工装,其特征在于,所述锁定部(30)还包括锁定块(303),所述锁定块(303)的一侧与所述锁定杆(300)固定连接,所述锁定块(303)的侧壁滑动连接有滑动槽(304),所述锁定块(303)的另一侧与所述卡紧部(31)抵接。
3.根据权利要求2所述的手持快速抓取和角度控制搬运工装,其特征在于,所述卡紧部(31)包括角向定位块(310),所述角向定位块(310)的底部设置有卡勾(311),所述角向定位块(310)的顶部转动连接有转动孔(313),所述角向定位块(310)的一侧设置有复位弹簧(312),所述复位弹簧(312)的一侧固定连接有转动腔。
4.根据权利要求3所述的手持快速抓取和角度控制搬运工装,其特征在于,所述限位部(32)包括分岛座(320),所述分岛座(320)设置于所述锁定部(30)的一端,所述分岛座(320)的内部滑动连接有限位杆(321),所述限位杆(321)的底部设置有压锁销(322),所述压锁销(322)底部的一侧开设有限位槽(323),所述限位杆(321)的顶部设置有限位弹簧(324)。
5.根据权利要求1所述的手持快速抓取和角度控制搬运工装,其特征在于,所述卡紧单元(4)包括卡紧销(40),所述卡紧销(40)的侧壁套设有卡紧弹簧(41),所述卡紧销(40)的顶部滑动连接有顶进槽(42),所述顶进槽(42)开设于所述锁定杆(300)底部的一侧,所述卡紧销(40)设置于下壳体内,所述卡紧弹簧(41)的顶部与所述下壳体内部固定连接。
6.根据权利要求1所述的手持快速抓取和角度控制搬运工装,其特征在于,所述旋动单元(2)包括旋钮(20),所述旋钮(20)的底部设置有螺纹杆(21),所述螺纹杆(21)的侧壁螺纹连接有移动杆(22),所述移动杆(22)的外侧滑动连接有套筒(23),所述套筒(23)设置于所述中心座(1)的顶部,所述套筒(23)的顶部设置有限位圈(24),所述限位圈(24)的内侧与所述旋钮(20)转动连接。
7.根据权利要求1所述的手持快速抓取和角度控制搬运工装,其特征在于,所述中心座(1)的底部设置有定心轴(5)。
技术总结
本技术公开了手持快速抓取和角度控制搬运工装,涉及快速抓取和搬运技术领域,包括中心座,中心座的顶部设置有旋动单元,中心座的四周呈环形阵列设置有三个锁定单元,每个锁定单元的底部设置有卡紧单元;锁定单元包括依次顺序设置的锁定部、卡紧部和限位部;锁定部包括锁定杆和锁定弹簧,锁定弹簧套设于锁定杆上,锁定杆的一侧设置有挡板,挡板的一侧与锁定弹簧固定连接,锁定弹簧的另一侧固定连接有滑动腔。锁定单元上移使得锁定杆向远离中心座的方向移动,使得锁定杆一侧的锁定块再次对卡紧部进行抵接限位,使得卡紧部不能转动,以此实现对零件的卡紧限位,卡紧的效果牢固,可靠稳定。
技术研发人员:张兆胜
受保护的技术使用者:博格华纳传动系统(江苏)有限公司
技术研发日:20230608
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!