批量零件上料组件的制作方法
本技术涉及一种批量零件上料组件,属于零件加工。
背景技术:
1、医疗器械是指直接或者间接地使用于人体的仪器、设备、器具等其他类似或者相关的物品,包括医疗设备和医用耗材。在医疗器械的零件中,往往会有管状零件,由于医疗器械零件加工过程中的高精密要求以及零件自身尺寸较小、且较为薄脆等特性,加工管状零件的上料方式通常采用的是人工或半人工的上料方式,效率较低。
技术实现思路
1、本实用新型的目的是提供一种批量零件上料组件,该批量零件上料组件,实现了对管状零件的自动上料,减少了人工的操作,提高了上料的效率。
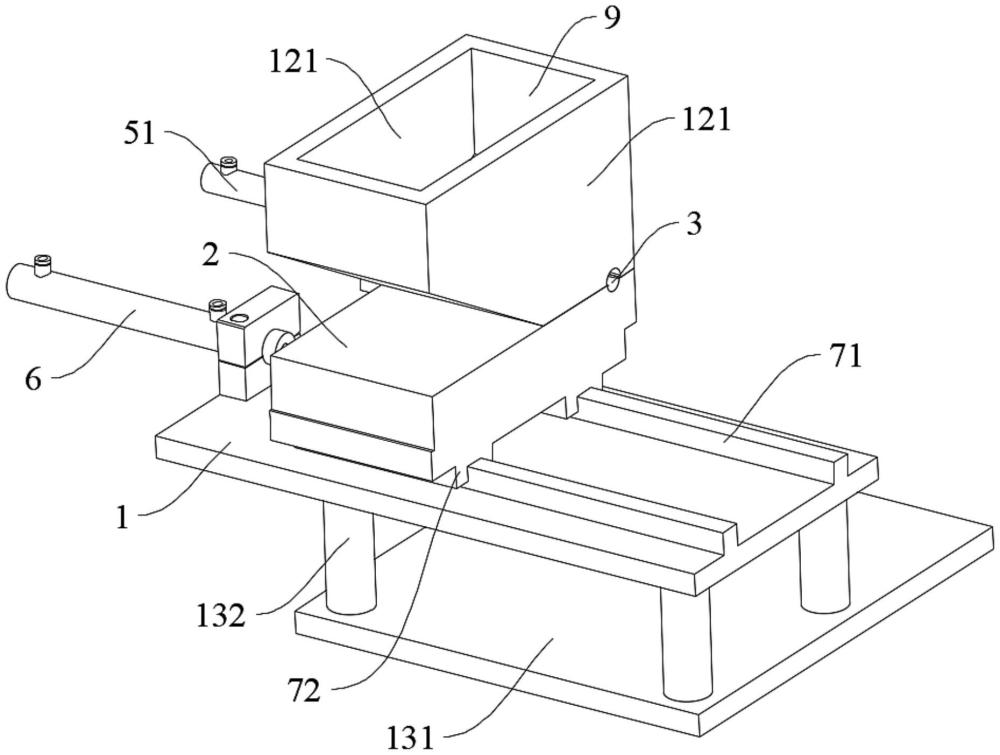
2、为达到上述目的,本实用新型采用的技术方案是:一种批量零件上料组件,用于管状零件的上料,包括:基板和活动设置于基板上方的载板,可在前后方向上移动的所述载板的上表面开设有一可供管状零件嵌入的上料槽,前后延伸的所述上料槽的前端设置有一可伸缩的推杆,处于伸长状态的所述推杆可将上料槽内的管状零件向外推出;
3、所述载板的上方倾斜设置有一上料板,该上料板的下端与载板的上表面连接并靠近上料槽设置,所述上料板的上端在水平方向上向远离上料槽的方向延伸,所述上料槽相背于上料板的一侧设置有一挡板,竖直设置的所述挡板的下端与上料槽的边缘处连接。
4、上述技术方案中进一步改进的方案如下:
5、1. 上述方案中,所述上料板的前、后侧各设置有一侧挡板,2个所述侧挡板与上料板、挡板、载板之间围成一储料仓。
6、2. 上述方案中,所述上料板的上端连接有一与挡板平行相对设置的第二挡板,且该第二挡板的上表面与挡板、侧挡板的上表面齐平。
7、3. 上述方案中,所述基板下方设置有一底板,该底板与基板之间通过至少两根支撑柱连接。
8、4. 上述方案中,所述载板的下表面与基板的上表面之间通过至少一组滑轨与滑块配合连接。
9、5. 上述方案中,所述基板的上表面平行且间隔地设置有2个前后延伸的滑轨,所述载板的下表面间隔设置有2个与滑轨对应配合的滑块。
10、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
11、本实用新型批量零件上料组件,其在可在前后方向上移动的载板的上表面开设有一可供管状零件嵌入的上料槽,前后延伸的上料槽的前端设置有一可伸缩的推杆,载板的上方倾斜设置有一上料板,该上料板的下端与载板的上表面连接并靠近上料槽设置,上料板的上端在水平方向上向远离上料槽的方向延伸,上料槽相背于上料板的一侧设置有一挡板,竖直设置的挡板的下端与上料槽的边缘处连接,通过管状零件沿着上料板滚落,逐一掉入上料槽内,再由推杆推出上料槽,实现了对管状零件的自动上料,减少了人工的操作,提高了上料的效率。
技术特征:
1.一种批量零件上料组件,其特征在于:用于管状零件(100)的上料,包括:基板(1)和活动设置于基板(1)上方的载板(2),可在前后方向上移动的所述载板(2)的上表面开设有一可供管状零件(100)嵌入的上料槽(3),前后延伸的所述上料槽(3)的前端设置有一可伸缩的推杆(4),处于伸长状态的所述推杆(4)可将上料槽(3)内的管状零件(100)推出向外推出;
2.根据权利要求1所述的批量零件上料组件,其特征在于:所述上料板(8)的前、后侧各设置有一侧挡板(121),2个所述侧挡板(121)与上料板(8)、挡板(9)、载板(2)之间围成一储料仓。
3.根据权利要求1所述的批量零件上料组件,其特征在于:所述上料板(8)的上端连接有一与挡板(9)平行相对设置的第二挡板(122),且该第二挡板(122)的上表面与挡板(9)、侧挡板(121)的上表面齐平。
4.根据权利要求1所述的批量零件上料组件,其特征在于:所述基板(1)下方设置有一底板(131),该底板(131)与基板(1)之间通过至少两根支撑柱(132)连接。
5.根据权利要求1所述的批量零件上料组件,其特征在于:所述载板(2)的下表面与基板(1)的上表面之间通过至少一组滑轨(71)与滑块(72)配合连接。
6.根据权利要求5所述的批量零件上料组件,其特征在于:所述基板(1)的上表面平行且间隔地设置有2个前后延伸的滑轨(71),所述载板(2)的下表面间隔设置有2个与滑轨(71)对应配合的滑块(72)。
技术总结
一种批量零件上料组件,用于管状零件的上料,包括:基板和活动设置于基板上方的载板,可在前后方向上移动的载板的上表面开设有一可供管状零件嵌入的上料槽,前后延伸的上料槽的前端设置有一可伸缩的推杆,处于伸长状态的推杆可推动上料槽内的管状零件推出上料槽,载板的上方倾斜设置有一上料板,该上料板的下端与载板的上表面连接并靠近上料槽设置,上料板的上端在水平方向上向远离上料槽的方向延伸,上料槽相背于上料板的一侧设置有一挡板,竖直设置的挡板的下端与上料槽的边缘处连接。本技术,通过管状零件沿着上料板滚落,逐一掉入上料槽内,再由推杆推出上料槽,实现了对管状零件的自动上料,减少了人工的操作,提高了上料的效率。
技术研发人员:余俊远,蔡贺,顾益,刘佳,吴焕权,秦龙,唐兵
受保护的技术使用者:江苏科森医疗器械有限公司
技术研发日:20230612
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!