轨道式装车机无人值守控制系统的制作方法
本技术涉及轨道式装车系统,具体涉及轨道式装车机无人值守控制系统。
背景技术:
1、现有轨道式装车系统包括用于装载货物的臂架,臂架上安装有运送货物的皮带,臂架的底面设置有放料口,皮带运输的货物通过放料口投放至集装箱内。臂架的下方装设有轨道,行走机构用于在轨道上行走,用于运送集装箱途径放料口,完成货物的装车。
2、系统运行时,需要接收大量传感器采集的信号,以检测装货状态并同时控制行走机构动作。
技术实现思路
1、有鉴于此,本实用新型要解决的问题是提供轨道式装车机无人值守控制系统,能够全面的接收传感器采集的数据,提高数据传输的准确性,有效控制行走机构动作,进而提高装车效率和降低出现装车事故的概率。
2、为解决上述技术问题,本实用新型采用的技术方案是:
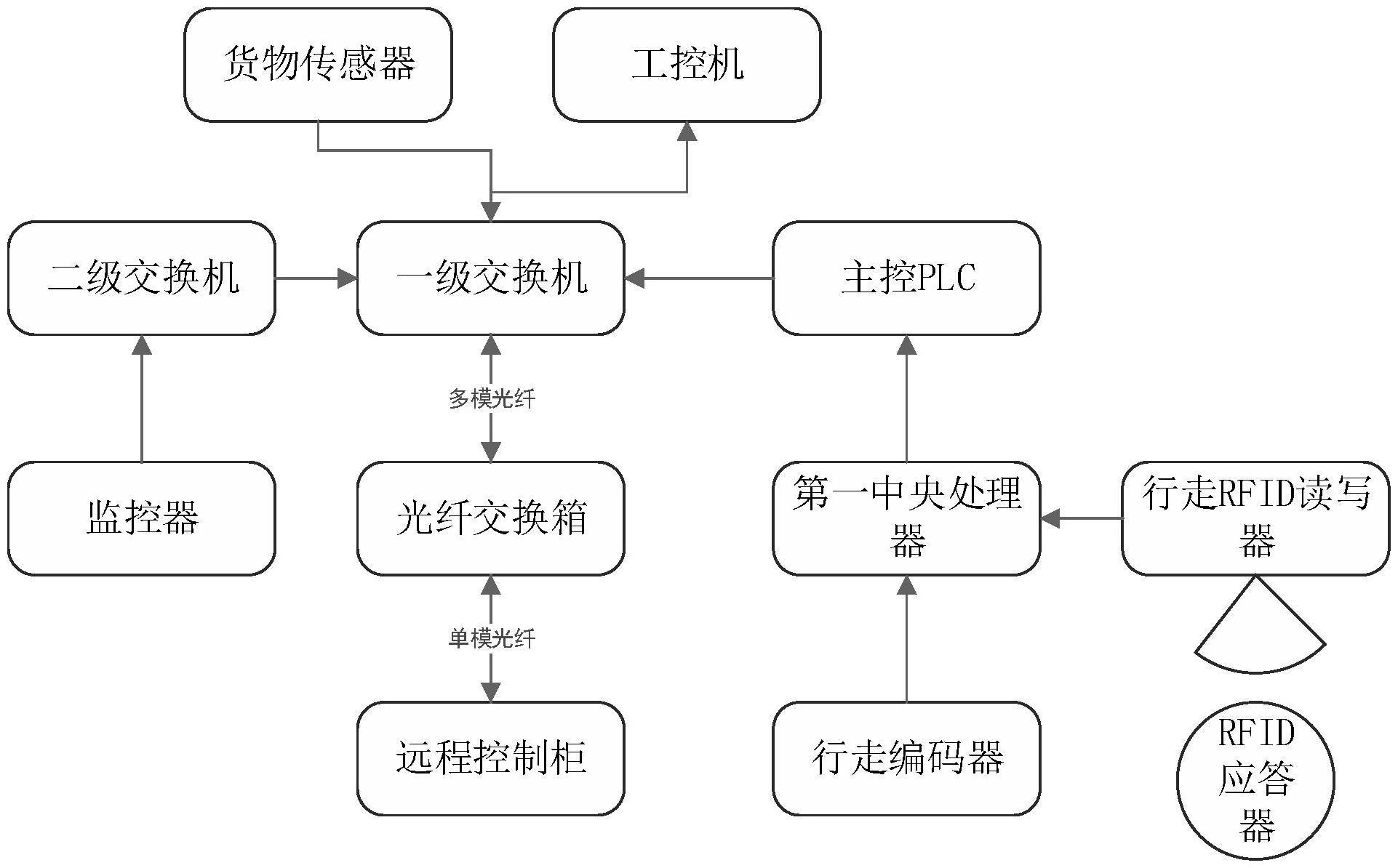
3、轨道式装车机无人值守控制系统,包括用于检测货物偏载及车厢边沿的工控机,所述工控机通过一级交换机与用于反馈行走机构位置信息和用于反馈皮带运输货物重量的主控plc数据互通;
4、所述主控plc通过第一中央处理器分别与rfid读写器和行走编码器数据互通,用于精准定位行走机构位置,所述一级交换机与皮带秤数据互通。
5、进一步的,所述一级交换机与货物传感器数据互通,所述一级交换机通过二级交换机与若干监控器数据互通。
6、进一步的,所述一级交换机与远程控制柜之间设置有光纤交换箱,所述一级交换机与光纤交换箱之间通过多模光纤进行近距离数据传输,所述光纤交换箱与远程控制柜之间通过单模光纤进行远距离传输。
7、进一步的,所述光纤交换箱包括多模光纤尾纤盒、视频光纤交换机、控制光纤交换机、单模光纤尾纤盒;
8、所述一级交换机通多模光纤电缆与多模光纤尾纤盒数据互通,多模光纤尾纤盒通过多模光纤跳线分别与视频光纤交换机、控制光纤交换机数据互通,视频光纤交换机、控制光纤交换机通过单模光纤跳线与单模光纤尾纤盒数据互通,单模光纤尾纤盒再通过单模光纤电缆与远程控制柜数据互通。
9、进一步的,所述主控plc内设置有控制灯动作的cpu芯片,所述cpu芯片输出端电路连接的k4321继电器、k4322继电器和k4331继电器,ac电源与地极之间分别串接有用于控制第一投光灯动作的km3311继电器和用于控制第二投光灯动作的km3341继电器;
10、所述km3311继电器与ac电源之间依次串接有k4321常开开关和k4322常开开关,k4321常开开关和k4322常开开关共同并接有k4321常闭开关,k4321常闭开关串口有sa1手动开关。
11、进一步的,控制所述第二投光灯动作的km3341继电器的连接电路与km3311继电器相同。
12、本实用新型具有的优点和积极效果是:
13、通过设置行走编码器和行走rfid读写器,使用行走编码器持续监测行走机构的移动位置,行走rfid读写器定时矫准行走编码器数据,提高行走机构长时间远距离的定位准确性,以便配合皮带秤和货物传感器数据,依据集装箱内缺少货物的量,精确调整移动机构的位置和移动速度,提高集装箱的载物量。
14、通过设置光纤交换箱,使用单模光纤远距离传输视频数据和信号数据,有效的提高数据传输的准确性。
技术特征:
1.轨道式装车机无人值守控制系统,其特征在于,包括用于检测货物偏载及车厢边沿的工控机,所述工控机通过一级交换机与用于反馈行走机构位置信息和用于反馈皮带运输货物重量的主控plc数据互通;
2.根据权利要求1所述的轨道式装车机无人值守控制系统,其特征在于,所述一级交换机与货物传感器数据互通,所述一级交换机通过二级交换机与若干监控器数据互通。
3.根据权利要求1所述的轨道式装车机无人值守控制系统,其特征在于,所述一级交换机与远程控制柜之间设置有光纤交换箱,所述一级交换机与光纤交换箱之间通过多模光纤进行近距离数据传输,所述光纤交换箱与远程控制柜之间通过单模光纤进行远距离传输。
4.根据权利要求3所述的轨道式装车机无人值守控制系统,其特征在于,所述光纤交换箱包括多模光纤尾纤盒、视频光纤交换机、控制光纤交换机、单模光纤尾纤盒;
5.根据权利要求1所述的轨道式装车机无人值守控制系统,其特征在于,所述主控plc内设置有控制灯动作的cpu芯片,所述cpu芯片输出端电路连接的k4321继电器、k4322继电器和k4331继电器,ac电源与地极之间分别串接有用于控制第一投光灯动作的km3311继电器和用于控制第二投光灯动作的km3341继电器;
6.根据权利要求5所述的轨道式装车机无人值守控制系统,其特征在于,控制所述第二投光灯动作的km3341继电器的连接电路与km3311继电器相同。
技术总结
本技术提供轨道式装车机无人值守控制系统,包括用于检测货物偏载及车厢边沿的工控机,所述工控机通过一级交换机与用于反馈行走机构位置信息和用于反馈皮带运输货物重量的主控PLC数据互通;所述主控PLC通过第一中央处理器分别与RFID读写器和行走编码器数据互通,用于精准定位行走机构位置,所述一级交换机与皮带秤数据互通。本技术能够全面的接收传感器采集的数据,提高数据传输的准确性,有效控制行走机构和臂架动作,进而提高装车效率和降低出现装车事故的概率。
技术研发人员:杜高振,李元旺,汪波,黎先安,朱泽文,尹旭,周冉,江东彬,吉纬宇,许江,王艳,刘凯,李艳宁
受保护的技术使用者:连云港新苏港码头有限公司
技术研发日:20230615
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!