卷材用智能上料系统的制作方法
本技术涉及卷材生产加工,尤其涉及一种卷材用智能上料系统。
背景技术:
1、卷材在生产加工时,需要根据工艺要求切割呈合适的长度,而卷材一般成卷收纳于卷筒,在电机的驱动下带动卷筒转动而向工艺系统输送展开的卷材。同时,为了实现卷材的输送,在卷材运输的路径上设计圆辊组以展平卷材,最终在卷材到位后进行切割。
2、现阶段,卷材的切割一般采用切割机,而一般在操作人员的经验下控制卷材的长度,而后操作切割机对卷材进行切割。这样操作卷材切割精度不高。
3、同时,卷材切割后需要利用运输机构将切割后的卷材运输至工艺下游,而现阶段卷材切割后的输送一般通过传输辊或传送带向工艺下游输送,在输送的过程中无法保持卷材的展平,且容易出现卷材卡入辊中的情况。
4、因此,基于上述技术问题,本领域的技术人员亟需研发一种卷材用智能上料系统。
技术实现思路
1、本实用新型的目的是提供一种集卷材的输送、展平、切割、切割后运输为一体的卷材用智能上料系统。
2、为了实现上述目的,本实用新型提供如下技术方案:
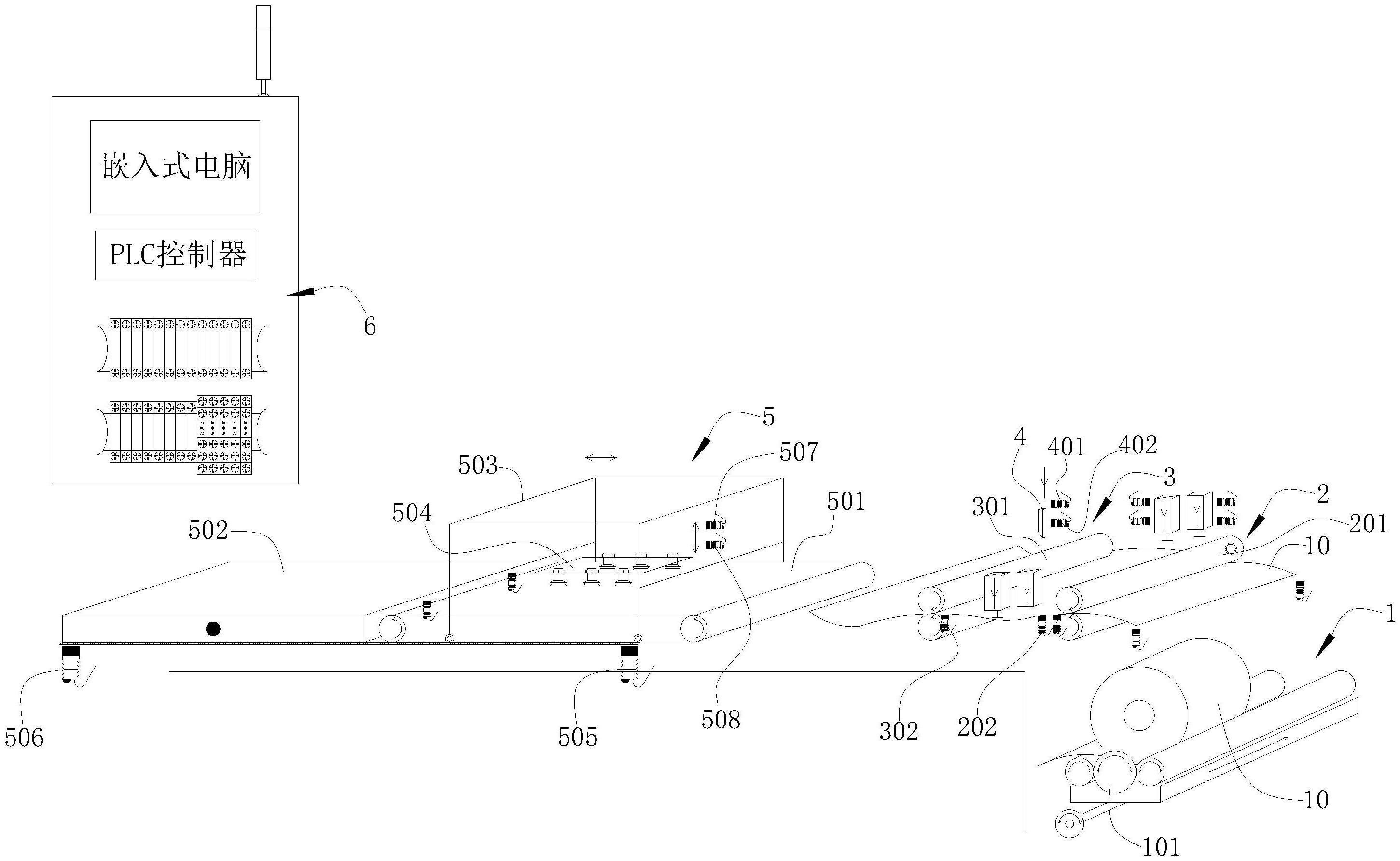
3、本实用新型的一种卷材用智能上料系统,该上料系统包括:
4、送料组件,所述送料组件用以收纳成卷的卷材,且所述送料组件驱动所述成卷的卷材转动以向工艺下游输送卷材;
5、卷材输送辊组,所述卷材输送辊组位于所述送料组件的工艺下游端,且所述卷材输送辊组接收展开后的卷材并向工艺下游端输送;
6、位于所述卷材输送辊组工艺下游端,并接收所述卷材输送辊组输送的卷材的开平辊组;以及
7、位于所述开平辊组工艺下游端的切割机,所述切割机将输送到该工位的卷材切割并获得成品卷材;
8、该上料系统还包括:
9、位于所述切割机工艺下游端的出料组件;
10、所述出料组件用以接收切割机切割后获得的成品卷材、并将该成品卷材通过搬运架运出系统。
11、进一步的,所述送料组件包括:
12、送料电机,所述送料电机驱动成卷的卷材转动以输出卷材;
13、位于所述送料电机工艺下游端的纠偏轮组,所述纠偏轮组配设有纠偏轮传感器,所述纠偏轮组分为位于卷材左侧的左侧纠偏轮、以及位于卷材右侧的右侧纠偏轮。
14、进一步的,所述卷材输送辊组包括两根间隔布置的卷材输送辊,且两根所述卷材输送辊之间的空隙为卷材的输送通道;
15、所述卷材输送辊处安装有用以检测卷材到位情况的卷材输送辊用传感器,且所述卷材输送辊配设有卷材输送辊驱动电机;
16、所述开平辊组包括两根间隔布置的开平辊,且两根所述开平辊之间的空隙为卷材的输送通道;
17、所述开平辊处安装有用以检测卷材到位情况的开平辊用传感器,且所述开平辊配设有开平辊驱动电机。
18、进一步的,所述切割机的切刀处集成有两个传感器,分别为切刀上位传感器和切刀下位传感器。
19、进一步的,所述出料组件包括:
20、传送带;
21、位于所述传送带工艺下游端的出料平台;以及
22、移动的搬运架;
23、所述传送带接收切割机切割后的成品卷材;
24、所述搬运架沿所述出料平台和传送带的长度方向在所述传送带和所述出料平台之间往复运动;
25、所述搬运架宽度大于所述出料平台和所述传送带的宽度,且所述搬运架顶部集成有吸盘组,所述吸盘组通过吸盘吸附位于所述传送带上的成品卷材;
26、所述搬运架通过所述吸盘组将成品卷材运输至出料平台并将成品卷材收纳至出料平台处。
27、进一步的,所述传送带处集成有搬运架退到位传感器,所述搬运架退到位传感器检测所述搬运架吸料的位置;
28、所述出料平台处集成有搬运架进到位传感器,所述搬运架进到位传感器检测所述搬运架放料的位置。
29、进一步的,所述传送带处集成有第一吸盘安全位传感器以及吸盘抓取位传感器;
30、所述吸盘抓取位传感器检测到吸盘组到位后,所述吸盘组吸附位于所述传送带上的成品卷材;
31、所述出料平台处集成有第二吸盘安全位传感器、以及吸盘放料高位传感器和吸盘放料低位传感器。
32、进一步的,所述上料系统还包括:
33、控制系统;以及
34、与所述控制系统连接的控制屏;
35、所有传感器均与所述控制系统通讯以检测对应工位的工作状态,所述控制系统用以控制所有工位的工作。
36、在上述技术方案中,本实用新型提供的一种卷材用智能上料系统,具有以下有益效果:
37、本实用新型智能上料系统在各个工位处均集成了传感器,并与控制系统通讯以检测各个工位的到位情况和工作情况,并在切割机切割后利用搬运架和吸盘组将成品卷材输送至出料平台而完成从卷材的输送、切割到最终的出料整个工序,该系统自动化程度高、工位工序检测精准。
技术特征:
1.卷材用智能上料系统,其特征在于,该上料系统包括:
2.根据权利要求1所述的卷材用智能上料系统,其特征在于,所述送料组件(1)包括:
3.根据权利要求2所述的卷材用智能上料系统,其特征在于,所述卷材输送辊组(2)包括两根间隔布置的卷材输送辊(201),且两根所述卷材输送辊(201)之间的空隙为卷材(10)的输送通道;
4.根据权利要求3所述的卷材用智能上料系统,其特征在于,所述切割机(4)的切刀处集成有两个传感器,分别为切刀上位传感器(401)和切刀下位传感器(402)。
5.根据权利要求4所述的卷材用智能上料系统,其特征在于,所述出料组件(5)包括:
6.根据权利要求5所述的卷材用智能上料系统,其特征在于,所述传送带(501)处集成有搬运架退到位传感器(505),所述搬运架退到位传感器(505)检测所述搬运架(503)吸料的位置;
7.根据权利要求6所述的卷材用智能上料系统,其特征在于,所述传送带(501)处集成有第一吸盘安全位传感器以及吸盘抓取位传感器;
8.根据权利要求1至7中任一项所述的卷材用智能上料系统,其特征在于,所述上料系统还包括:
技术总结
本技术公开了一种卷材用智能上料系统,包括送料组件,送料组件用以收纳成卷的卷材;卷材输送辊组、位于卷材输送辊组工艺下游端,并接收卷材输送辊组输送的卷材的开平辊组;以及位于开平辊组工艺下游端的切割机,切割机将输送到该工位的卷材切割并获得成品卷材;还包括出料组件;出料组件用以接收切割机切割后获得的成品卷材、并将该成品卷材通过搬运架运出系统。本技术智能上料系统在各个工位处均集成了传感器,并与控制系统通讯以检测各个工位的到位情况和工作情况,并在切割机切割后利用搬运架和吸盘组将成品卷材输送至出料平台而完成从卷材的输送、切割到最终的出料整个工序,该系统自动化程度高、工位工序检测精准。
技术研发人员:于群发,于会锋
受保护的技术使用者:山西新源谷能源科技有限公司
技术研发日:20230616
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!