物流自动化用轨式长料叠框机的制作方法
本技术涉及叠框机,具体涉及物流自动化用轨式长料叠框机。
背景技术:
1、在长件(6米以上)挤压铝型材生产线上,由于工件细长、光洁、而柔软,不便于直接转序,所以采取在料框中分层摆放后用料框转运的方式。而有的工序,比如时效处理,为了提高效率和热利用率,还需要根据时效炉的高度把装满的料框叠放起来,一起入炉。
2、过去料框叠放使用桥式起重机人工吊运或叉车搬运的方法。设备投入大,定位精度低,对操作人员技术水平要求高,数字化管理需要人工补充,因此,亟需一种物流自动化用轨式长料叠框机。
技术实现思路
1、本实用新型的目的在于针对现有技术的缺陷和不足,提供一种设计合理的物流自动化用轨式长料叠框机,能够解决上述背景技术中的技术问题。
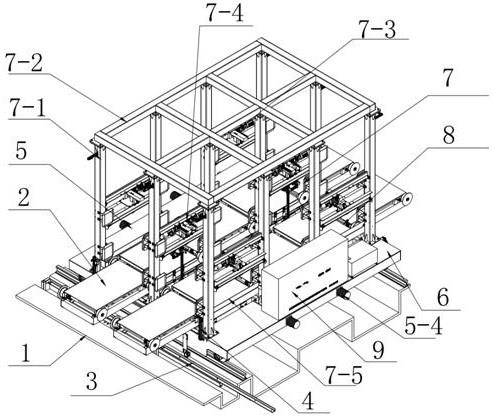
2、为达到上述目的,本实用新型采用了下列技术方案:它包含机架;机架上侧的左右两侧分别活动设置有驱动小车装置以及从动小车装置,且驱动小车装置与从动小车装置连接;从动小车装置的顶面上固定设置有电控箱;
3、堆叠货框装置,所述的堆叠货框装置设置固定架设在驱动小车装置以及从动小车装置的上侧;
4、输送装置,所述的输送装置为两个,且对称穿设在堆叠货框装置的中部,输送装置分别设置在驱动小车装置以及从动小车装置上;所述的输送装置为辊筒式输送机,输送装置下侧的机架上固定设置有滑触线组件;
5、顶升装置,所述的顶升装置为数个,且分别设置在驱动小车装置以及从动小车装置的上侧,顶升装置穿设在输送装置的中部,且与堆叠货框装置配合设置;
6、条码扫描支架,所述的条码扫描支架为数个,且分别固定设置在堆叠货框装置的两侧。
7、作为本实用新型的进一步改进,所述的驱动小车装置包含:
8、驱动端叠框小车车架,所述的驱动端叠框小车车架活动设置在机架上;
9、驱动装置,所述的驱动装置设置在驱动端叠框小车车架的内部,且与驱动端叠框小车车架内的轮轴连接;
10、抗扭支架,所述的抗扭支架为数个,且均固定设置在驱动端叠框小车车架的内部;
11、缓冲器,所述的缓冲器为两个,且对称固定设置在驱动端叠框小车车架的侧壁上。
12、作为本实用新型的进一步改进,所述的从动小车装置包含:
13、从动端叠框小车车架,所述的从动端叠框小车车架设置在主动端叠框小车车架的一侧,且从动端叠框小车车架的侧壁上也设置有缓冲器;
14、从动轴,所述的从动轴通过轴承旋转设置在从动端叠框小车车架的内部,且从动轴的端部均连接有车轮。
15、作为本实用新型的进一步改进,所述的堆叠货框装置包含:
16、堆叠货叉立柱,所述的堆叠货叉立柱为数个,且分别垂直固定设置在从动端叠框小车车架以及驱动端叠框小车车架的顶面上,堆叠货叉立柱的上端均固定设置在堆叠货叉顶的底部;
17、单向货叉组件,所述的单向货叉组件为数个,且分别固定设置在外侧的数个堆叠货叉立柱上;位于中部的堆叠货叉立柱上固定设置有数个双向货叉组件;
18、护罩板,所述的护罩板为数个,且分别固定设置在堆叠货叉立柱之间。
19、作为本实用新型的进一步改进,所述的顶升装置包含:
20、上支架,所述的上支架设置在下支架的上方,下支架固定设置在从动端叠框小车车架以及驱动端叠框小车车架的顶面上,且上支架穿设在输送装置的中部;上支架和下支架之间通过销轴以及连接轴活动设置有剪刀叉组件;剪刀叉组件的内部设置有导向组件;
21、伺服电缸,所述的伺服电缸通过安装固定座固定设置在下支架上,伺服电缸的输出端通过安装轴设置在下支架的底面上。
22、与现有技术相比,本实用新型的有益效果是:本实用新型所述的物流自动化用轨式长料叠框机,可以满足铝型材完成挤压工序后转序、调运、入炉及空框回流要求,使该段工序间流动实现自动化,数字化,同时可在有色金属同类工厂中推广应用,并扩大到类似行业,有一定的市场前景,本实用新型具有设置合理,制作成本低等优点。
技术特征:
1.物流自动化用轨式长料叠框机,其特征在于:它包含机架(1);机架(1)上侧的左右两侧分别活动设置有驱动小车装置(5)以及从动小车装置(6),且驱动小车装置(5)与从动小车装置(6)连接;从动小车装置(6)的顶面上固定设置有电控箱(9);
2.根据权利要求1所述的物流自动化用轨式长料叠框机,其特征在于:所述的驱动小车装置(5)包含:
3.根据权利要求2所述的物流自动化用轨式长料叠框机,其特征在于:所述的从动小车装置(6)包含:
4.根据权利要求3所述的物流自动化用轨式长料叠框机,其特征在于:所述的堆叠货框装置(7)包含:
5.根据权利要求3所述的物流自动化用轨式长料叠框机,其特征在于:所述的顶升装置(8)包含:
技术总结
物流自动化用轨式长料叠框机,本技术涉及叠框机技术领域;机架上侧的左右两侧分别活动设置有驱动小车装置以及从动小车装置,且驱动小车装置与从动小车装置连接;堆叠货框装置设置固定架设在驱动小车装置以及从动小车装置的上侧;输送装置为两个,且对称穿设在堆叠货框装置的中部;顶升装置为数个,且分别设置在驱动小车装置以及从动小车装置的上侧,顶升装置穿设在输送装置的中部,且与堆叠货框装置配合设置;可以满足铝型材完成挤压工序后转序、调运、入炉及空框回流要求,使该段工序间流动实现自动化,数字化,同时可在有色金属同类工厂中推广应用,并扩大到类似行业,有一定的市场前景。
技术研发人员:程备,于雁平,包龙
受保护的技术使用者:太原高科锐志物流仓储设备有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!