一种套筒自动机车部件导料装置的制作方法
本技术涉及机车部件领域,具体地涉及一种套筒自动机车部件导料装置。
背景技术:
1、在摩托车用机车部件中,多采用套筒作为的连接部件,由于套筒的易加工性,在大批量生产下成本较低,并且品质可控,为摩托车各种配件进行紧密连接工作,通常需要对其进行一系列加工后,才能满足作为连接件的要求,在面对特殊的连接部位时,还需对套筒进行局部退火处理,以适应不同连接部位的刚性需求。
2、针对目前的套筒热处理工作中,针对以下存在的问题制定了相对的方案:
3、目前套筒在热处理过程中,通常是由人工将套筒零件推向加热线圈中进行退火工作,等待退火完成后再将套筒推出加热线圈,排入落料框内,由于人工操作无法对套筒退火的时间进行准确的控制,容易出现当前批次套筒在退货时间上的差异,影响套筒的良品率,并且由于需要保障套筒退火工作中的流畅性,通常也是依靠人工将套筒推至加热线圈下方,人工在推动套筒的过程中容易出现偏差,导致退火位置不一,最终使套筒的退火效果受到影响,并且在面对大批量的套筒热处理工作时,传统的人工操作十分影响套筒的热处理效率。
技术实现思路
1、本实用新型的主要目的在于克服现有技术的不足,提供一种套筒自动机车部件导料装置。
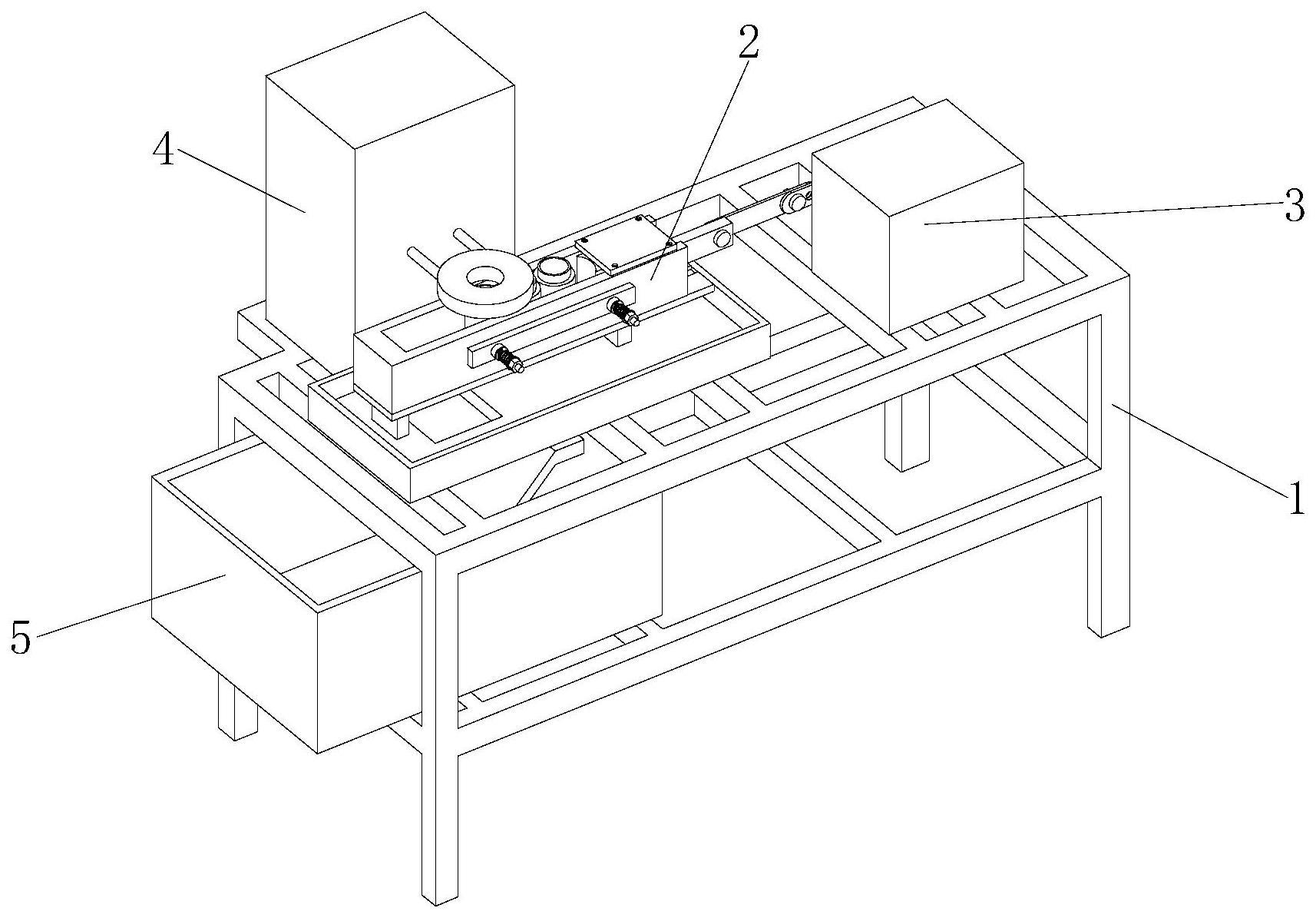
2、本实用新型采用如下技术方案来实现:一种套筒自动机车部件导料装置,其结构包括支撑架、自动导料机构、凸轮驱动电机、热处理加热设备、落料框,所述自动导料机构固接于支撑架左端上表面,所述凸轮驱动电机安装在自动导料机构右端,所述热处理加热设备安装在自动导料机构一侧,所述热处理加热设备所设加热线圈位于自动导料机构上方,所述落料框安装在自动导料机构下方,所述自动导料机构包括漏水盒、支撑柱、工件导向块、推杆组件、导料板,所述漏水盒固接于支撑架左端上表面,所述漏水盒左端下表面设有第一排料口,所述工件导向块通过支撑柱安装在漏水盒上方,所述推杆组件一端水平安装在工件导向块右侧内,所述推杆组件另一端与凸轮驱动电机输出端上的凸轮轴铰接在一起,所述导料板固接于第一排料口下方。
3、进一步的,所述工件导向块中部设有侧向开口的导向槽,所述工件导向块封闭一端下表面设有第二排料口,所述工件导向块伸出端平面上表面设有滑槽,所述漏水盒一侧上表面设有定位结构,所述漏水盒另一侧上表面设有进水口。
4、进一步的,所述定位结构包括固定板、定位板、连接螺杆、第一压缩弹簧、调节螺母、第二压缩弹簧,所述定位板安装在漏水盒一侧外表面,所述固定板通过对称分布的连接螺杆安装在漏水盒一侧内表面,所述漏水盒内侧设有凹槽供固定板进行水平安装工作,所述连接螺杆与固定板固接在一起,所述第一压缩弹簧通过调节螺母安装在定位板外侧,所述调节螺母通过螺纹配合安装在连接螺杆一端,所述第二压缩弹簧安装在定位板内侧所设凹槽内。
5、进一步的,所述推杆组件包括推件块、连接块、活动铰接杆、定距铰接杆,所述推件块一端设有弧形定位槽,所述推件块下表面设有滑块,所述连接块固接于推件块右端,所述活动铰接杆铰接于连接块右端,所述活动铰接杆右端设有调节槽,所述定距铰接杆左端与活动铰接杆右端铰接在一起,所述定距铰接杆右端与凸轮驱动电机所设凸轮轴铰接在一起,所述定距铰接杆中设有若干定位铰接孔,若干所述定位铰接孔所设间距相同。
6、进一步的,所述工件导向块所设第二排料口中心线与热处理加热设备所设加热线圈中心轴线呈错位分布,所述第二排料口位置设于加热线圈左侧。
7、进一步的,所述固定板外表面设有若干等距分布的分隔槽。
8、有益效果
9、与现有技术相比,本实用新型的有益效果是:本实用新型自动导料机构能够代替人工进行周期性的套筒推料工作,提高套筒热处理的加工效率,通过推杆组件与工件导向块的配合,对套筒的热处理位置进行准确的定位工作,保障同一批次下套筒热处理退火效果的一致性,保障套筒退火的良品率,定位板有效的控制了套筒热处理加工过程的连续性,适用于大批量的套筒热处理工作,并且能够根据工作需求进行调整,能够满足不同规格的套筒热处理工作。
技术特征:
1.一种套筒自动机车部件导料装置,其结构包括支撑架(1)、自动导料机构(2)、凸轮驱动电机(3)、热处理加热设备(4)、落料框(5),其特征在于:
2.根据权利要求1所述的一种套筒自动机车部件导料装置,其特征在于:所述工件导向块(8)中部设有侧向开口的导向槽(12),所述工件导向块(8)封闭一端下表面设有第二排料口(13),所述工件导向块(8)伸出端平面上表面设有滑槽(14),所述漏水盒(6)一侧上表面设有定位结构(15),所述漏水盒(6)另一侧上表面设有进水口(16)。
3.根据权利要求2所述的一种套筒自动机车部件导料装置,其特征在于:所述定位结构(15)包括固定板(17)、定位板(18)、连接螺杆(19)、第一压缩弹簧(20)、调节螺母(21)、第二压缩弹簧(22),所述定位板(18)安装在漏水盒(6)一侧外表面,所述固定板(17)通过对称分布的连接螺杆(19)安装在漏水盒(6)一侧内表面,所述漏水盒(6)内侧设有凹槽供固定板(17)进行水平安装工作,所述连接螺杆(19)与固定板(17)固接在一起,所述第一压缩弹簧(20)通过调节螺母(21)安装在定位板(18)外侧,所述调节螺母(21)通过螺纹配合安装在连接螺杆(19)一端,所述第二压缩弹簧(22)安装在定位板(18)内侧所设凹槽内。
4.根据权利要求1所述的一种套筒自动机车部件导料装置,其特征在于:所述推杆组件(9)包括推件块(24)、连接块(25)、活动铰接杆(26)、定距铰接杆(27),所述推件块(24)一端设有弧形定位槽(28),所述推件块(24)下表面设有滑块,所述连接块(25)固接于推件块(24)右端,所述活动铰接杆(26)铰接于连接块(25)右端,所述活动铰接杆(26)右端设有调节槽(29),所述定距铰接杆(27)左端与活动铰接杆(26)右端铰接在一起,所述定距铰接杆(27)右端与凸轮驱动电机(3)所设凸轮轴铰接在一起,所述定距铰接杆(27)中设有若干定位铰接孔(30),若干所述定位铰接孔(30)所设间距相同。
5.根据权利要求2所述的一种套筒自动机车部件导料装置,其特征在于:所述工件导向块(8)所设第二排料口(13)中心线与热处理加热设备(4)所设加热线圈中心轴线呈错位分布,所述第二排料口(13)位置设于加热线圈左侧。
6.根据权利要求3所述的一种套筒自动机车部件导料装置,其特征在于:所述固定板(17)外表面设有若干等距分布的分隔槽(23)。
技术总结
本技术公开了机车部件领域的一种套筒自动机车部件导料装置,自动导料机构包括漏水盒、支撑柱、工件导向块、推杆组件、导料板,漏水盒固接于支撑架左端上表面,漏水盒左端下表面设有第一排料口,工件导向块通过支撑柱安装在漏水盒上方,推杆组件一端水平安装在工件导向块右侧内,推杆组件另一端与凸轮驱动电机输出端上的凸轮轴铰接在一起,导料板固接于第一排料口下方,自动导料机构能够代替人工进行周期性的套筒推料工作,提高套筒热处理的加工效率,保障同一批次下套筒热处理退火效果的一致性,保障套筒退火的良品率,定位板有效的控制了套筒热处理加工过程的连续性,适用于大批量的套筒热处理工作。
技术研发人员:吴正忠,王德光,丁作松
受保护的技术使用者:福鼎市中盛机车部件有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!