一种转子铁芯的上料装置的制作方法
本技术涉及电动机生产加工设备,具体涉及一种转子铁芯的上料装置。
背景技术:
1、转子铁芯是电动机的重要组成部分,在生产电动机时,为了提高转子铁芯在电动机壳体中装配的效率,现有技术中常使用机械手实现转子铁芯的自动装配,这使得工作人员只需要将转子铁芯放置到输送机构上的预设位置上,传输机构转移转子铁芯后,机械手将转子铁芯取走(随后直接装配或调整位置后进行装配),机械手取走铁芯之前的过程称为上料。
2、例如,参考公开号为cn112249651a的中国专利申请公开的一种用于转子铁芯上料的输送设备,该上料输送机构包括输送带、均设于输送带的出料端的分散机构、输送机构以及存料机构,所述分散机构用于将位于输送带上的转子进行分组,所述输送机构用于接管分散机构的转子并将转子输送至存料机构,所述存料机构用于存放转子。上述方案的目的在于提供一种用于转子铁芯上料的输送设备,增加了转子的运输装配效率。
3、但现有技术的转子铁芯上料的方案中,(如上述专利申请所述)存在如下问题:工作人员需要等待机械手将转子铁芯取走后,再将转子铁芯放置到输送机构上的预设位置,占用工作人员时间。如果在上述的输送机构上设置更多的预设位置,使工作人员一次性可以将更多的转子铁芯设置在传输机构上,又使得输送机构水平方向(因为输送机构通常水平方向上转移转子铁芯)占用的空间过大。
技术实现思路
1、本实用新型所要解决的技术问题是:提供一种转子铁芯的上料装置,解决其占用空间大,以及转子铁芯上料占用工作人员过多时间的问题。
2、为了解决上述技术问题,本实用新型采用的技术方案为:一种转子铁芯的上料装置,包括输送机构、安装块、立柱、顶升机构和控制器;
3、所述安装块设有多个,所述安装块设置在输送机构的侧方,并由输送机构驱动;所述立柱设置在安装块上,所述立柱用于被转子铁芯套设;
4、所述顶升机构的固定端设置在安装块的移动轨迹的一侧,所述顶升机构的活动端平行立柱的轴线方向移动,所述安装块上设有供顶升机构的活动端通过的让位空间,所述控制器分别通讯连接输送机构和顶升机构。
5、进一步的,还包括多个顶升板,每个所述安装块上设有多个立柱;
6、多个所述顶升板分别设置在不同的安装块上,所述顶升板上设有滑动孔,所述顶升板通过滑动孔滑动连接立柱。
7、进一步的,所述安装块上还设有定位柱,所述定位柱的数量对应立柱的数量,所述定位柱平行于立柱;
8、所述顶升板通过滑动孔滑动连接定位柱。
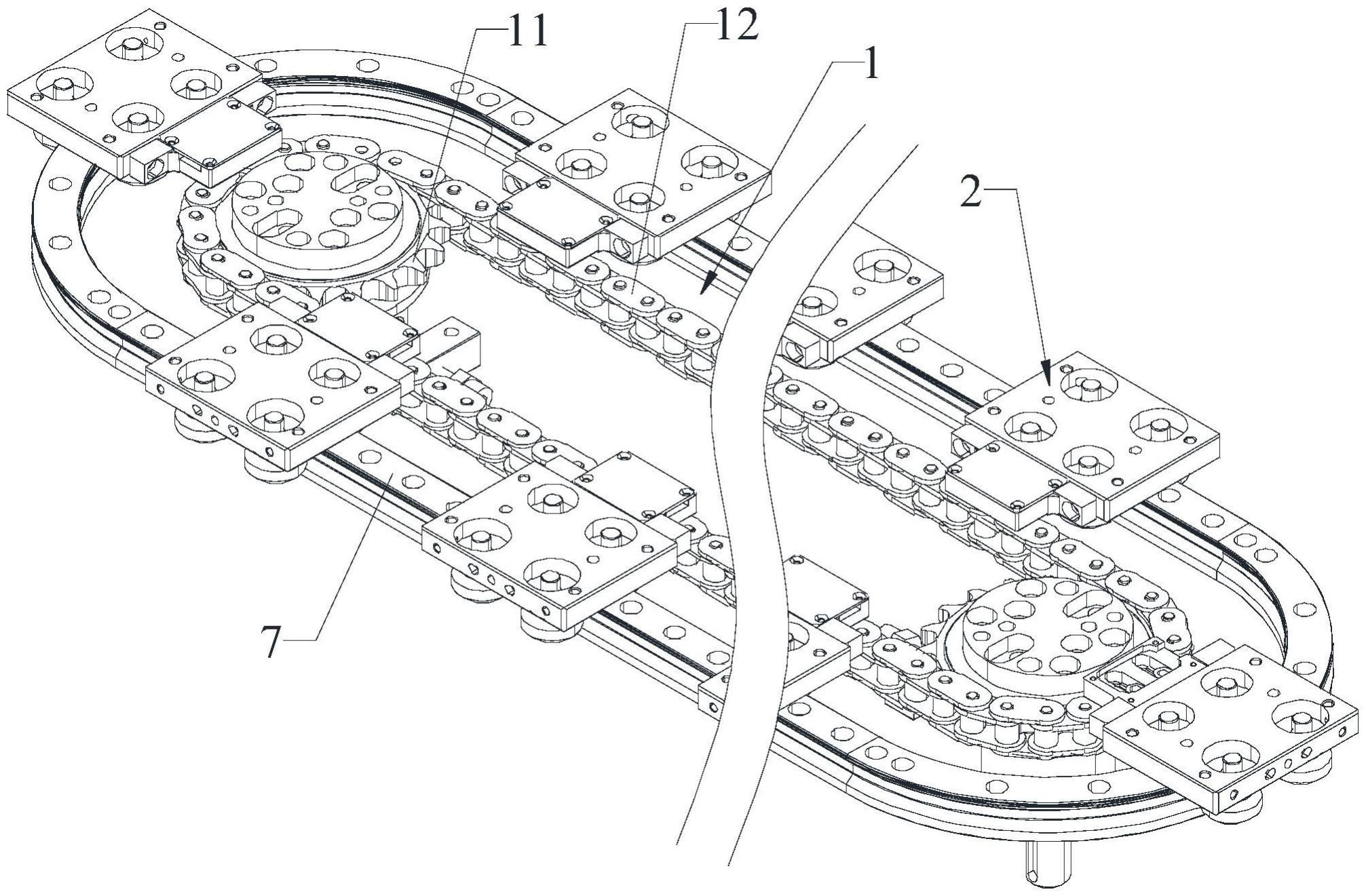
9、进一步的,所述输送机构包括齿轮和传动链,所述齿轮转动设置,所述传动链啮合齿轮,所述安装块连接于传送链的侧方。
10、进一步的,还包括环形滑轨,所述安装块滑动连接环形滑轨。
11、进一步的,所述顶升机构包括滑动轨、滑块、丝杆、顶升电机和顶升触头;
12、所述滑动轨设置在安装块的移动轨迹的一侧,所述滑块滑动连接滑动轨,所述丝杆贯穿滑块,所述丝杆与滑动轨转动连接,所述丝杆与滑块螺纹连接,所述顶升电机传动连接丝杆,所述顶升触头设置在滑块上。
13、本实用新型的有益效果在于:工作人员可以一次性将多个转子铁芯设置在所述转子铁芯的上料装置上,避免了工作人员等待机械手的工作,由于输送机构通常水平转移安装块,而立柱上可以竖直排列多个转子铁芯,故所述转子铁芯的上料装置利用更少的空间,而装配上更多的转子铁芯。
技术特征:
1.一种转子铁芯的上料装置,其特征在于,包括输送机构、安装块、立柱、顶升机构和控制器;
2.根据权利要求1所述转子铁芯的上料装置,其特征在于,还包括多个顶升板,每个所述安装块上设有多个立柱;
3.根据权利要求2所述转子铁芯的上料装置,其特征在于,所述安装块上还设有定位柱,所述定位柱的数量对应立柱的数量,所述定位柱平行于立柱;
4.根据权利要求1所述转子铁芯的上料装置,其特征在于,所述输送机构包括齿轮和传动链,所述齿轮转动设置,所述传动链啮合齿轮,所述安装块连接于传送链的侧方。
5.根据权利要求1所述转子铁芯的上料装置,其特征在于,还包括环形滑轨,所述安装块滑动连接环形滑轨。
6.根据权利要求1所述转子铁芯的上料装置,其特征在于,所述顶升机构包括滑动轨、滑块、丝杆、顶升电机和顶升触头;
技术总结
本技术涉及电动机生产加工设备技术领域,具体涉及一种转子铁芯的上料装置,所述安装块设有多个,所述安装块设置在输送机构的侧方,所述立柱设置在安装块上,所述顶升机构的固定端设置在安装块的移动轨迹的一侧,所述顶升机构的活动端平行立柱的轴线方向移动,所述安装块上设有供顶升机构的活动端通过的让位空间,所述控制器分别通讯连接输送机构和顶升机构。本技术的有益效果在于:工作人员可以一次性将多个转子铁芯设置在所述转子铁芯的上料装置上,避免了工作人员等待机械手的工作,而立柱上可以竖直排列多个转子铁芯,故所述转子铁芯的上料装置利用更少的空间,而装配上更多的转子铁芯。
技术研发人员:姚耿恒,杨乃良,阮雁龙,郑仕平,陈晔
受保护的技术使用者:福州泰全工业有限公司
技术研发日:20230711
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!