一种电瓶车端盖的送料装置的制作方法
本技术涉及一种电瓶车端盖的送料装置。
背景技术:
1、端盖是安装在电机机壳后面的一个后盖,俗称“端盖”,在端盖的生产过程中需要对端盖进行有序送料。现有的送料过程多是由人工取料和放料,导致装配效率低下。
技术实现思路
1、针对上述问题中存在的不足之处,本实用新型提供一种电瓶车端盖的送料装置。
2、为实现上述目的,本实用新型提供一种电瓶车端盖的送料装置,包括输送转盘,所述输送转盘中心位置固定安装在凸轮分割器上,所述输送转盘上靠近圆周处均匀安装定位杆,所述定位杆上套设有环形底板,所述环形底板上方、所述定位杆外套放端盖,所述定位杆两侧、所述输送转盘上轴向加工有通孔,所述输送转盘右部下方设有顶推块,所述顶推块成对设置并且与所述通孔位置相对应,所述顶推块下部连接顶升气缸,所述输送转盘右方设有立杆,所述立杆上部安装光电传感器,所述立杆成对设置并且呈前后方向对称分布,所述光电传感器右方还设有机械手。
3、作为本实用新型进一步改进,所述环形底板的内孔、所述端盖的中心孔内径与所述定位杆外径匹配。
4、作为本实用新型进一步改进,所述定位杆呈上小下大的变径轴结构,所述环形底板下部抵靠在所述定位杆的轴肩部。
5、作为本实用新型进一步改进,所述顶推块直径小于所述通孔的内径。
6、作为本实用新型进一步改进,所述光电传感器的安装高度高于所述定位杆。
7、作为本实用新型进一步改进,两个相对的所述光电传感器之间形成检测光线,位于所述输送转盘右侧的所述端盖进入所述光电传感器的检测范围。
8、本实用新型的有益效果为:
9、该装置中通过在定位杆上套设活动式的环形底板,端盖套放在环形底板上方形成定位,随后利用顶推块对环形底板提供向上的顶推力,将端盖顶出定位杆,便于机械手抓取,整体结构简单,操作方便,自动完成单个有序送料过程,有效提高送料效率。
技术特征:
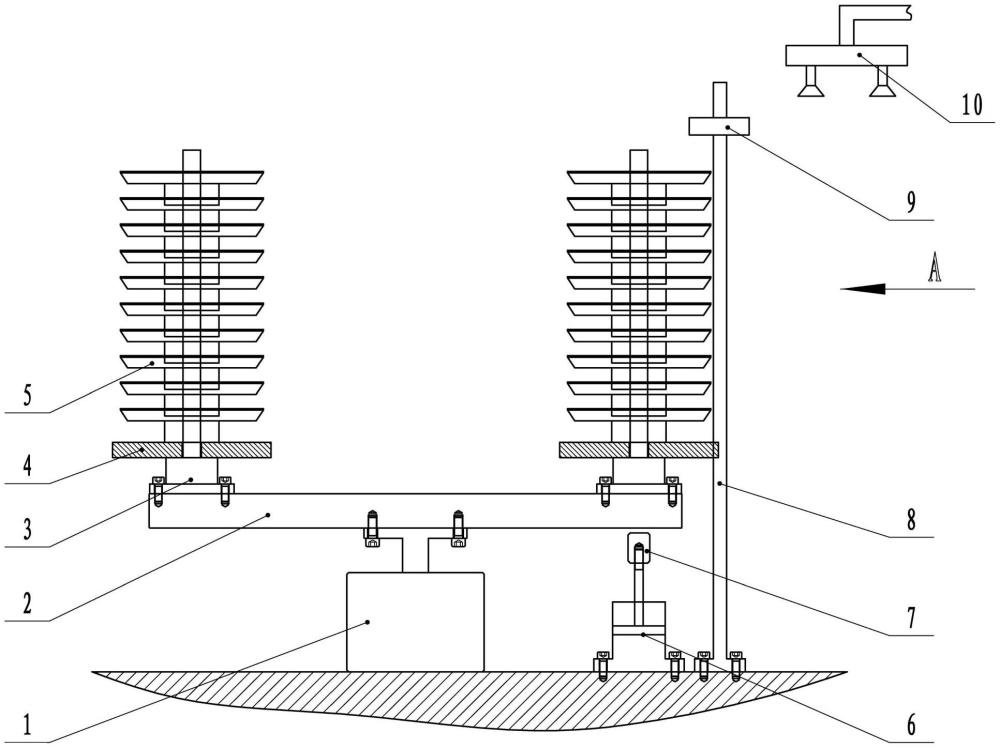
1.一种电瓶车端盖的送料装置,其特征在于:包括输送转盘(2),所述输送转盘(2)中心位置固定安装在凸轮分割器(1)上,所述输送转盘(2)上靠近圆周处均匀安装定位杆(3),所述定位杆(3)上套设有环形底板(4),所述环形底板(4)上方、所述定位杆(3)外套放端盖(5),所述定位杆(3)两侧、所述输送转盘(2)上轴向加工有通孔(21),所述输送转盘(2)右部下方设有顶推块(7),所述顶推块(7)成对设置并且与所述通孔(21)位置相对应,所述顶推块(7)下部连接顶升气缸(6),所述输送转盘(2)右方设有立杆(8),所述立杆(8)上部安装光电传感器(9),所述立杆(8)成对设置并且呈前后方向对称分布,所述光电传感器(9)右方还设有机械手(10)。
2.根据权利要求1所述的一种电瓶车端盖的送料装置,其特征在于:所述环形底板(4)的内孔、所述端盖(5)的中心孔内径与所述定位杆(3)外径匹配。
3.根据权利要求1所述的一种电瓶车端盖的送料装置,其特征在于:所述定位杆(3)呈上小下大的变径轴结构,所述环形底板(4)下部抵靠在所述定位杆(3)的轴肩部。
4.根据权利要求1所述的一种电瓶车端盖的送料装置,其特征在于:所述顶推块(7)直径小于所述通孔(21)的内径。
5.根据权利要求1所述的一种电瓶车端盖的送料装置,其特征在于:所述光电传感器(9)的安装高度高于所述定位杆(3)。
6.根据权利要求1所述的一种电瓶车端盖的送料装置,其特征在于:两个相对的所述光电传感器(9)之间形成检测光线,位于所述输送转盘(2)右侧的所述端盖(5)进入所述光电传感器(9)的检测范围。
技术总结
一种电瓶车端盖的送料装置,包括输送转盘,输送转盘上靠近圆周处均匀安装定位杆,定位杆上套设有环形底板,环形底板上方、定位杆外套放端盖,定位杆两侧、输送转盘上轴向加工有通孔,输送转盘右部下方设有顶推块,顶推块下部连接顶升气缸,输送转盘右方设有立杆,立杆上部安装光电传感器,光电传感器右方还设有机械手;顶推块将环形底板和端盖向上顶升,最上方的端盖被顶出定位杆后被光电传感器检测到,然后由机械手抓取端盖。该装置中通过在定位杆上套设活动式的环形底板,端盖套放在环形底板上方形成定位,随后利用顶推块对环形底板提供向上的顶推力,将端盖顶出定位杆,便于机械手抓取,整体结构简单,操作方便,有效提高送料效率。
技术研发人员:陈利明,王益聪,赵朝波
受保护的技术使用者:宁波市慈力金属制品有限公司
技术研发日:20230712
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!