一种可翻转接卸料的筒纱敲边成型装置的制作方法
本技术涉及络筒加工,特别涉及一种可翻转接卸料的筒纱敲边成型装置。
背景技术:
1、筒纱是纺织行业纺纱厂的络筒工序的产出品,筒纱在生产过程中需要对其进行染色,染色时纱线密度均匀至关重要,由于染液在纱层中循环穿透,会遇到纱线的阻力,密度大处阻力也就大,染液穿透量就小。随之染料上染少,反之染料上染多,这就会造成色差,严重的会造成“白迹”。由于筒子两端外肩密度最大而染液流量最小,会造成筒肩色线,需要对筒纱上下两端进行敲边倒角。目前市面上的筒纱倒角整形设备,大多需要人工放料、取料,取放过程中存在安全隐患,且整个工作效率低下,无法满足日益增长的生产需求。
2、专利2022217801558公开了一种用于筒子染色纱线的倒角整形设备,包括有翻转运料机构,所述翻转运料机构上设有筒纱下倒角成型凹面体,所述支撑架体的侧壁且位于翻转运料机构的上部设有上下压制成型机构,所述上下压制成型机构上设有筒纱上倒角成型凹面体。所述上下压制成型机构包括导向组件,所述导向组件固定连接在支撑架体的侧壁上,所述导向组件上滑动设置有滑台,所述滑台上固定连接有连接架,所述连接架的下表面固定连接有气缸,所述气缸固定连接在支撑架体的侧壁上,所述筒纱上倒角成型凹面体固定安装在滑台上。这套设备通过上下压制成型机构的设置,可带动筒纱上倒角成型凹面体进行移动,并通过与翻转运料机构上筒纱下倒角成型凹面体的配合,可实现冲压倒角操作。但是,在实际使用过程中,筒纱下倒角成型凹面体在取料位、冲压位和卸料位3个不同位置之间的切换不够准确,下倒角成型凹面体接料时、压制倒角时容易出现偏差,从而影响筒纱的倒角成型质量。同时筒纱上倒角成型凹面体单侧受力升降,在压制过程中会出现倾斜的隐患,使得筒纱受力不均匀,影响后续筒纱的染色质量。
技术实现思路
1、为了解决上述问题,本实用新型提供了一种可翻转接卸料的筒纱敲边成型装置,定位准确,可自动接料、卸料,大大提高工作效率。
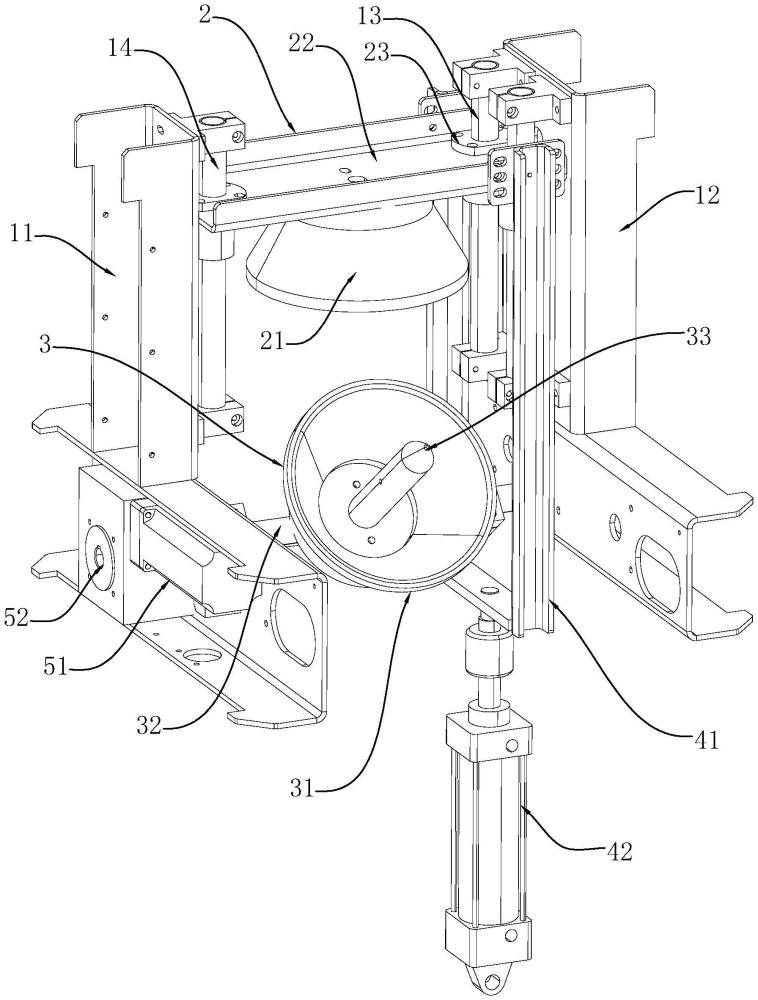
2、为此,本实用新型的技术方案是:一种可翻转接卸料的筒纱敲边成型装置,包括左安装架和右安装架,两安装架之间设有上压碗组件和下压碗组件;所述上压碗组件包括上压碗和上压碗安装板,上压碗固定在上压碗安装板上,安装架内侧设有导向轴,上压碗安装板两侧设有直线轴承,直线轴承与导向轴活动配合;右安装架上还安装有驱使上压碗组件升降的第一驱动机构;所述下压碗组件包括下压碗和下压碗旋转轴,下压碗固定安装在下压碗旋转轴上,下压碗旋转轴两端转动安装在左安装架、右安装架上,左安装架外侧安装有驱使下压碗组件旋转的第二驱动机构;所述上压碗与下压碗均为圆台状结构,下压碗内部设有筒纱到位传感器,下压碗中间设有筒纱定心撑杆。
3、在上述方案的基础上并作为上述方案的优选方案:所述第二驱动机构包括翻转伺服电机和电机减速器,翻转伺服电机和电机减速器安装在左安装架外侧,电机减速器的输出端与下压碗旋转轴相连接。
4、在上述方案的基础上并作为上述方案的优选方案:所述下压碗被翻转伺服电机驱使转动过程中,下压碗在接料位、成型位和卸料位之间来回切换。
5、在上述方案的基础上并作为上述方案的优选方案:所述第一驱动机构包括导向连杆和连杆气缸,连杆气缸安装在右安装架上,导向连杆底部连接连杆气缸,顶部与上压碗安装板固定连接。
6、在上述方案的基础上并作为上述方案的优选方案:所述右安装架内侧固定安装有两个平行设置的第一导向轴,左安装架内侧固定安装有第二导向轴,上压碗安装板右侧设有两组直线轴承,与第一导向轴活动配合,上压碗安装板左侧设有一组直线轴承,与第二导向轴活动配合。
7、筒纱敲边倒角成型时:
8、1)初始阶段,下压碗处于接料位,即下压碗的开口朝进料端倾斜;
9、2)当待染色筒纱进入处于接料位的下压碗时,筒纱套在筒纱定心撑杆上,并触发筒纱到位传感器;
10、3)翻转伺服电机通过电机减速器带动下压碗旋转轴转动,将装有筒纱的下压碗旋转至上压碗正下方,即上压碗与下压碗处于同一轴线上;
11、4)连杆气缸开始工作,通过导向连杆拉动上压碗安装板向下移动,上压碗安装板沿导向轴下移,实现对待染色筒纱的压制成形;
12、5)筒纱倒角成形后,连杆气缸通过导向连杆推动上压碗安装板向上移动至指定位置,等待下一次压制;
13、6)翻转伺服电机再次动作,将已经压制好的筒纱翻转至指定的卸料位,实现卸料;卸料位时,下压碗的开口朝卸料端一侧倾斜;
14、7)翻转伺服电机带动下压碗翻转至接料位,执行下一个筒纱的压制成形。
15、与现有技术相比,本实用新型的有益效果是:
16、1、本实用新型通过伺服电机、电机减速器、下压碗旋转轴来实现对下压碗旋转位置的准确控制,保证接料、成形压制及卸料位定位精准,提高整体的精准性和工作效率;
17、2、本实用新型通过连杆气缸、导向连杆、导向轴、直线轴承来保证上压碗安装板升降的平稳性,从而使得上压碗压制时动作运行平稳可靠,筒纱在压制成形时受力均匀,筒纱成形质量好。
技术特征:
1.一种可翻转接卸料的筒纱敲边成型装置,其特征在于:包括左安装架和右安装架,两安装架之间设有上压碗组件和下压碗组件;所述上压碗组件包括上压碗和上压碗安装板,上压碗固定在上压碗安装板上,安装架内侧设有导向轴,上压碗安装板两侧设有直线轴承,直线轴承与导向轴活动配合;右安装架上还安装有驱使上压碗组件升降的第一驱动机构;所述下压碗组件包括下压碗和下压碗旋转轴,下压碗固定安装在下压碗旋转轴上,下压碗旋转轴两端转动安装在左安装架、右安装架上,左安装架外侧安装有驱使下压碗组件旋转的第二驱动机构;所述上压碗与下压碗均为圆台状结构,下压碗内部设有筒纱到位传感器,下压碗中间设有筒纱定心撑杆。
2.如权利要求1所述的一种可翻转接卸料的筒纱敲边成型装置,其特征在于:所述第二驱动机构包括翻转伺服电机和电机减速器,翻转伺服电机和电机减速器安装在左安装架外侧,电机减速器的输出端与下压碗旋转轴相连接。
3.如权利要求2所述的一种可翻转接卸料的筒纱敲边成型装置,其特征在于:所述下压碗被翻转伺服电机驱使转动过程中,下压碗在接料位、成型位和卸料位之间来回切换。
4.如权利要求1所述的一种可翻转接卸料的筒纱敲边成型装置,其特征在于:所述第一驱动机构包括导向连杆和连杆气缸,连杆气缸安装在右安装架上,导向连杆底部连接连杆气缸,顶部与上压碗安装板固定连接。
5.如权利要求1所述的一种可翻转接卸料的筒纱敲边成型装置,其特征在于:所述右安装架内侧固定安装有两个平行设置的第一导向轴,左安装架内侧固定安装有第二导向轴,上压碗安装板右侧设有两组直线轴承,与第一导向轴活动配合,上压碗安装板左侧设有一组直线轴承,与第二导向轴活动配合。
技术总结
本技术公开了一种可翻转接卸料的筒纱敲边成型装置,包括左安装架、右安装架、上压碗组件和下压碗组件;所述上压碗组件包括上压碗和上压碗安装板,安装架内侧设有导向轴,上压碗安装板两侧设有直线轴承,直线轴承与导向轴活动配合;所述下压碗组件包括下压碗和下压碗旋转轴,左安装架外侧安装有驱使下压碗组件旋转的第二驱动机构;所述上压碗与下压碗均为圆台状结构,下压碗内部设有筒纱到位传感器,下压碗中间设有筒纱定心撑杆。本技术可实现对下压碗旋转位置的准确控制,保证接料、成形压制及卸料位定位精准,上压碗压制时动作运行平稳可靠,筒纱在压制成形时受力均匀。
技术研发人员:吴新宝
受保护的技术使用者:浙江展威智能装备有限公司
技术研发日:20230715
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!