一种铝门窗组角角码装夹装置的制作方法
本技术涉及门窗加工设备,尤其涉及一种铝门窗组角角码装夹装置。
背景技术:
1、在铝合金门窗产品的制造过程中,铝合金门窗的连接角组装是铝合金门窗的基础组装结构,目前,通常使用角码将两根型材连接,即在铝合金门窗的拐角将垂直的两根型材连接,如公开号为cn212958309u的专利文献中给出的角码,是目前门窗组装过程中较为常用的,结构简单,组装方便。
2、目前,铝门窗的组装已经基本实现自动化,通过门窗自动化生产线完成门窗组装,公开号为cn216990679u、公开日为2022年07月19日的专利文献公开了一种门窗加工用同步组角生产线,包括同步组角机,同步组角机包括组角床身,组角床身上设置有能够相互靠近或远离的组角滑架一和组角滑架二,组角滑架一上靠近组角滑架二的一侧固定安装有输送方向与组角滑架二的移动方向垂直的组角输送带一,并且组角床身上安装有相配合的组角机头一、组角机头二、组角机头三和组角机头四,共同动作完成铝门窗的组角工作,其能够同时对框料的四个角进行组角,提高组角精度和效率。上述门窗加工用同步组角生产线因自动化高效组装角码,需要大量的角码,通常会在组角环节设置角码仓,以放置多个角码,预先准备好。而现有的角码是由人工一个个的将角码放到每个角码仓中,存在劳动强度大、效率低的现象。
3、因此,针对现有门窗组角生产线中角码仓内的角码是由人工一个一个放置存在劳动强度大、效率低的现状,研发一种铝门窗组角角码装夹装置是急需解决的问题。
技术实现思路
1、本实用新型的目的在于,针对现有门窗组角生产线中角码仓内的角码是由人工一个一个放置存在劳动强度大、效率低的问题,提出并设计一种铝门窗组角角码装夹装置。
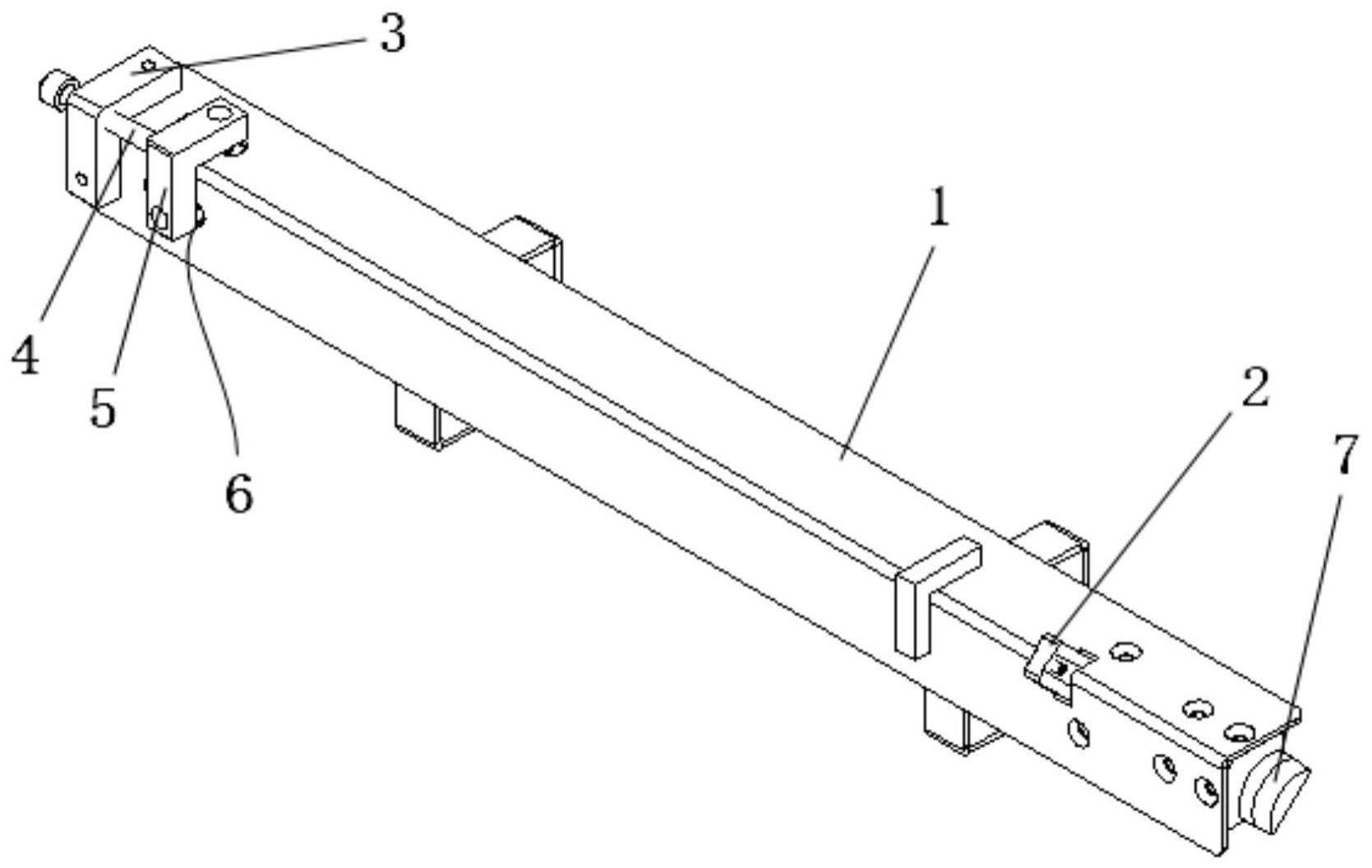
2、本实用新型为解决上述技术问题所采用的技术方案是:一种铝门窗组角角码装夹装置,包括定位角板,定位角板上具有与待放置角码相适配的拐角,定位角板的一端设置有压紧调节组件,定位角板的另一端设置有支撑块,支撑块可拆卸安装于定位角板上,压紧调节组件和支撑块均突出于定位角板的拐角且突出来的部分位于定位角板的拐角外侧。设置与角码角度适配的定位角板,角码的拐角与定位角板的拐角对齐,且是从定位角板的拐角外侧进行放置(角码的内边贴合到定位角板的外边),角码能够贴合放置到定位角板上,在压紧调节组件和支撑块之间的间隙内放置多个角码,一侧的角码抵靠于支撑块上,另一侧通过压紧调节组件将角码从该侧向另一侧压紧,进而将多个放置到定位角板上的角码压紧避免移动时掉落,放置多个角码后,由人工一次性搬到角码仓处,找准位置后抽出支撑块,多个角码整齐落入角码仓中,在下落过程处定位角板还能起到导向作用,一次性实现人工多个角码的转运和安装,无需多次去拿角码并一个一个的放置到角码仓中,省时省力,提高了角码装仓效率。
3、进一步的,压紧调节组件包括固定块和压紧螺栓,固定块上设置有螺纹孔,压紧螺栓安装于螺纹孔中并朝向支撑块。通过拧动压紧螺栓,实现与支撑块之间的间距调节,进而放置角码后实现顶动压紧功能。
4、进一步,压紧螺栓靠近支撑块的一端设置有压紧块,压紧螺栓与压紧块转动连接,压紧块能够增大与角码的接触面积,起到更好的压紧效果。
5、进一步的,压紧块与角码的形状相同,固定块和压紧螺栓位于定位角板的拐角处。压紧块与角码形状相同均具有两条边,相应的每条边都能压靠到角码上,均匀受力,整齐不易掉落。
6、进一步的,定位角板上设置有长条导向孔,长条导向孔处设置有导向套,导向套与压紧块连接,导向套能够沿长条导向孔移动。通过设置导向套,对压紧块的前后移动起到导向功能,使其移动稳定,进而均匀有力的顶到角码上。
7、进一步的,定位角板中设置有插接块,插接块上设置有插槽,支撑块穿过定位角板插入到插槽中。以实现支撑块内外插装,当向外抽出支撑块时,定位角码下落到角码仓中,当向内插入支撑块时,对角码形成抵挡,以便于角码装夹。
8、进一步的,定位角板上靠近支撑块的一端设置有定位块,定位块向外突出于定位角板的端部。为了实现和位于角码仓位置处的圆孔配合,定位块插到角码仓处的圆孔中找准位置,使定位角板放置位置准确,角码准确的滑落到角码仓中。
9、从以上技术方案可以看出,本实用新型具有以下优点:
10、本方案提供了一种铝门窗组角角码装夹装置,通过设置与角码角度适配的定位角板,角码的拐角与定位角板的拐角对齐,角码能够贴合放置到定位角板上,在压紧调节组件和支撑块之间的间隙内放置多个角码,一侧的角码抵靠于支撑块上,另一侧通过压紧调节组件将角码从该侧向另一侧压紧,进而将多个放置到定位角板上的角码压紧避免移动时掉落,放置多个角码后,由人工一次性搬到角码仓处,找准位置后抽出支撑块,多个角码整齐落入角码仓中,在下落过程处定位角板还能起到导向作用,一次性实现人工多个角码的转运和安装,无需多次去拿角码并一个一个的放置到角码仓中,省时省力,提高了角码装仓效率。
技术特征:
1.一种铝门窗组角角码装夹装置,包括定位角板,其特征在于,定位角板上具有与待放置角码相适配的拐角,定位角板的一端设置有压紧调节组件,定位角板的另一端设置有支撑块,支撑块可拆卸安装于定位角板上,压紧调节组件和支撑块均突出于定位角板的拐角且突出来的部分位于定位角板的拐角外侧。
2.如权利要求1所述的铝门窗组角角码装夹装置,其特征在于,压紧调节组件包括固定块和压紧螺栓,固定块上设置有螺纹孔,压紧螺栓安装于螺纹孔中并朝向支撑块。
3.如权利要求2所述的铝门窗组角角码装夹装置,其特征在于,压紧螺栓靠近支撑块的一端设置有压紧块,压紧螺栓与压紧块转动连接。
4.如权利要求3所述的铝门窗组角角码装夹装置,其特征在于,压紧块与角码的形状相同,固定块和压紧螺栓位于定位角板的拐角处。
5.如权利要求4所述的铝门窗组角角码装夹装置,其特征在于,定位角板上设置有长条导向孔,长条导向孔处设置有导向套,导向套与压紧块连接,导向套能够沿长条导向孔移动。
6.如权利要求1-5任一所述的铝门窗组角角码装夹装置,其特征在于,定位角板中设置有插接块,插接块上设置有插槽,支撑块穿过定位角板插入到插槽中。
7.如权利要求1-5任一所述的铝门窗组角角码装夹装置,其特征在于,定位角板上靠近支撑块的一端设置有定位块,定位块向外突出于定位角板的端部。
技术总结
本技术提供了一种铝门窗组角角码装夹装置,涉及门窗加工设备技术领域,采用的方案是:包括定位角板,定位角板上具有与待放置角码相适配的拐角,定位角板的一端设置有压紧调节组件,定位角板的另一端设置有支撑块,支撑块可拆卸安装于定位角板上,压紧调节组件和支撑块均突出于定位角板的拐角且突出来的部分位于定位角板的拐角外侧。本技术带来的效果是:一次性实现人工多个角码的转运和安装,无需多次去拿角码并一个一个的放置到角码仓中,省时省力,提高了角码装仓效率。
技术研发人员:姚焕玲,张志刚,张顺,王剑,王德贺
受保护的技术使用者:山东雷德数控机械股份有限公司
技术研发日:20230724
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!