一种多工位外置泵芯检测机的制作方法
本技术涉及泵芯检测,尤其涉及一种多工位外置泵芯检测机。
背景技术:
1、泵芯是油泵的心脏。可以说油泵性能的高低,寿命的长短决定泵芯设计,叶片泵芯主要由定子,转子,叶片,压力侧板,侧板以及密封件等组成,泵芯生产完成后需要对其性能进行检测。
2、现有普通的泵芯检测装置功能单一,进料与出料的定位不准确,通过气缸运行,需要通过技术经验来转动螺丝挡点进行调整,定位精度较低,技术要求高;生产效率低下,以往技术机器出产品数量低,平均每分钟生产90-180个,生产缓慢。
3、因此,本申请有必要设计一种多工位外置泵芯检测机,以解决上述技术问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种多工位外置泵芯检测机,能够实现自动化检测,在保证产品质量的同时,有效提高了生产效率。
2、为了实现上述目的,本实用新型采用了如下技术方案:
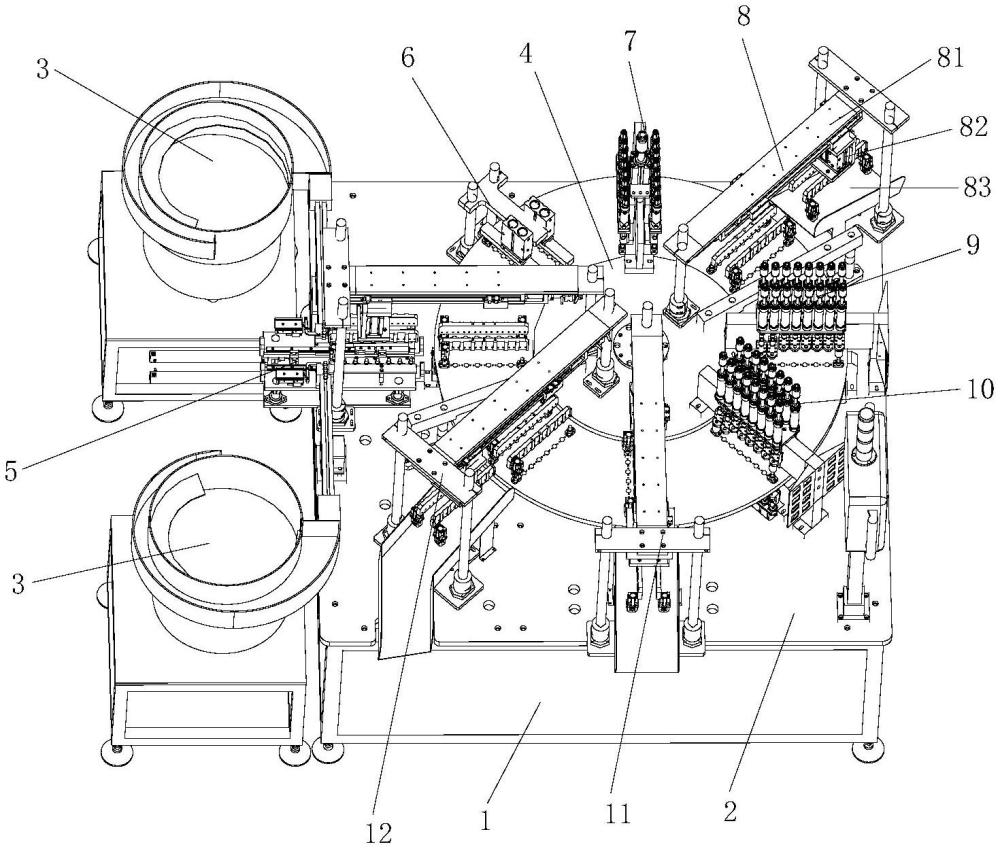
3、一种多工位外置泵芯检测机,包括机架、设于机架上的多工位平台,所述机架的一侧设有两个供料振动盘,两个供料振动盘相对设置;
4、所述多工位平台的中心位置设有分度转盘,所述分度转盘上分别设有第一工位、第二工位、第三工位、第四工位、第五工位、第六工位、第七工位和第八工位;所述第一工位、第二工位、第三工位、第四工位、第五工位、第六工位、第七工位和第八工位呈圆周状等间距分布;
5、两个所述供料振动盘的出料口均与第一工位的进料口连通。
6、优选地,所述第一工位包括第一伺服模组、以及安装在第一伺服模组上的第一气缸,所述第一伺服模组的下方设有两组对称设置的物料座,每组物料座上设有多个依次均匀间隔设置的物料卡槽。
7、优选地,所述第二工位包括第二上气缸和第二下气缸,所述第二上气缸和第二下气缸上下对应设置;所述第三工位包括第三上气缸和第三下气缸,所述第三上气缸和第三下气缸上下对应设置。
8、优选地,所述第四工位包括第四伺服模组、以及设于第四伺服模组上的第四气缸,所述第四伺服模组的下方设有第一出料口。
9、优选地,所述第七工位包括第七伺服模组、以及设于第七伺服模组上的第七气缸,所述第七伺服模组的下方设有第二出料口。
10、优选地,所述第八工位包括第八伺服模组、以及设于第八伺服模组上的第八气缸,所述第八伺服模组的下方设有第三出料口。
11、优选地,所述多工位平台上一角设有人机显示屏。
12、通过采用上述技术方案:用振动盘代替人工完成供料、理料作业;各工位均有一组机械组件,用于完成物料的进料、检测、出料作业;中心部位配置分度转盘,完成产品的无限循环作业;每个工位均配备有各种传感器,实现所有物料的识别、检测作业,保证组装后的产品能够达到检测要求;通过工业控制器配合人接显示屏,完成对产品产能、效率的统计及设定作业。
13、本实用新型具有以下有益效果:
14、1、本实用新型进料与出料定位更加精准,采用伺服横向运动,运行速度快,定位精确,参数设置便捷,既方便新手操作员操作,也不影响老手操作员操作。
15、2、本实用新型采用1出16的方式,极大的提高生产效率,在保证产品质量的同时,可以达到每分钟生产320-480个,比传统机器速度提高2-3倍。
技术特征:
1.一种多工位外置泵芯检测机,包括机架(1)、设于机架(1)上的多工位平台(2),其特征在于,所述机架(1)的一侧设有两个供料振动盘(3),两个供料振动盘(3)相对设置;
2.根据权利要求1所述的一种多工位外置泵芯检测机,其特征在于,所述第一工位(5)包括第一伺服模组(51)、以及安装在第一伺服模组(51)上的第一气缸(52),所述第一伺服模组(51)的下方设有两组对称设置的物料座(53),每组物料座(53)上设有多个依次均匀间隔设置的物料卡槽(54)。
3.根据权利要求1所述的一种多工位外置泵芯检测机,其特征在于,所述第二工位(6)包括第二上气缸(61)和第二下气缸(62),所述第二上气缸(61)和第二下气缸(62)上下对应设置;所述第三工位(7)包括第三上气缸(71)和第三下气缸(72),所述第三上气缸(71)和第三下气缸(72)上下对应设置。
4.根据权利要求1所述的一种多工位外置泵芯检测机,其特征在于,所述第四工位(8)包括第四伺服模组(81)、以及设于第四伺服模组(81)上的第四气缸(82),所述第四伺服模组(81)的下方设有第一出料口(83)。
5.根据权利要求1所述的一种多工位外置泵芯检测机,其特征在于,所述第七工位(11)包括第七伺服模组(111)、以及设于第七伺服模组(111)上的第七气缸(112),所述第七伺服模组(111)的下方设有第二出料口(113)。
6.根据权利要求1所述的一种多工位外置泵芯检测机,其特征在于,所述第八工位(12)包括第八伺服模组(121)、以及设于第八伺服模组(121)上的第八气缸(122),所述第八伺服模组(121)的下方设有第三出料口(123)。
7.根据权利要求1所述的一种多工位外置泵芯检测机,其特征在于,所述多工位平台(2)上一角设有人机显示屏(13)。
技术总结
本技术涉及泵芯检测技术领域,尤其涉及一种多工位外置泵芯检测机,包括机架、设于机架上的多工位平台,所述机架的一侧设有两个供料振动盘,两个供料振动盘相对设置;所述多工位平台的中心位置设有分度转盘,所述分度转盘上分别设有第一工位、第二工位、第三工位、第四工位、第五工位、第六工位、第七工位和第八工位;两个所述供料振动盘的出料口均与第一工位的进料口连通。本技术进料与出料定位更加精准,采用伺服横向运动,运行速度快,定位精确,参数设置便捷,既方便新手操作员操作,也不影响老手操作员操作;采用1出16的方式,极大的提高生产效率,在保证产品质量的同时,可以达到每分钟生产320‑480个,比传统机器速度提高2‑3倍。
技术研发人员:程晓泉
受保护的技术使用者:宁波伊锐科技有限公司
技术研发日:20230725
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!