一种造纸法再造烟叶钢网检测纠偏装置的制作方法
本技术属于烟草机械,具体的说,涉及一种造纸法再造烟叶钢网检测纠偏装置。
背景技术:
1、在造纸法再造烟叶的加工过程中,需要钢网传送带平稳运行,以提高物料传送速率,便于生产加工的高效率。然而,目前大多钢网传送带横向强度低,容易引起纵向褶皱,发生钢网偏移,从而影响整个流水线的工作效率,无法满足日趋高质量、高效率的生产需求。
2、因此,有必要提供一种造纸法再造烟叶钢网检测纠偏装置,以提高作业效率、降低钢网传送带破损率。
技术实现思路
1、为了克服背景技术中存在的问题,本实用新型提供了一种造纸法再造烟叶钢网检测纠偏装置,通过在钢网输送带上下侧安装红外扫描仪,且设置纸机辊体钢网位移器能够将钢网辊体准确前后移动,确保钢网发生偏移时能后及时纠偏,保障设备平稳运行,提高了生产效率。
2、为实现上述目的,本实用新型是通过如下技术方案实现的:
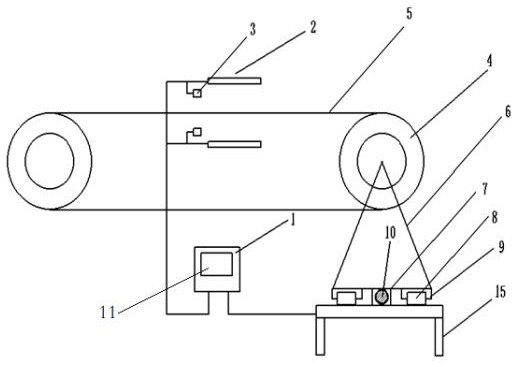
3、本实用新型提供了一种造纸法再造烟叶钢网检测纠偏装置,包括plc控制器1、红外扫描仪2、辊体4、自动调节装置;所述的红外扫描仪2通过扫描仪支架13安装在钢网5上下两侧,扫描仪支架13底部安装在传送带基座15上,钢网5一端的辊体4下侧安装有三角支架6,三角支架6通过自动调节装置滑动安装在传送带基座15上,红外扫描仪2、自动调节装置分别与plc控制器1电性连接。
4、作为优选,所述的自动调节装置包括布置于三角支架6底面两侧的滑块9、布置于三角支架6底面中部的螺母7、安装在传送带基座15上与滑块9对应的滑轨8、通过丝杆支架18固定在传送带基座15上与螺母7对应的丝杆10、伺服电机17,三角支架6通过滑块9滑动安装在滑轨8上,丝杆10与螺母7螺纹连接,且其一端安装有伺服电机17,伺服电机17与plc控制器1电性连接。
5、作为优选,所述的造纸法再造烟叶钢网检测纠偏装置还包括清灰装置,清灰装置包括喷头支架12、扇形喷头3、风机16,扇形喷头3通过喷头支架12安装在红外扫描仪2一侧,且扇形喷头3的喷气口正对红外扫描仪2,喷头支架12固定在红外扫描仪支架13上,扇形喷头3通过气管14与风机16连接,风机16与plc控制器1电性连接。
6、作为优选,所述的plc控制器1的输出端还电线连接安装有显示器11。
7、本实用新型的有益效果:
8、本实用新型通过在钢网输送带上下侧安装红外扫描仪,且设置自动调节装置能够将钢网辊体准确前后移动,确保钢网不会发生偏移,保障了传送设备平稳运行,提高了生产效率;通过清灰装置清吹红外扫描仪面板,避免了积灰而检测结果不准确的问题。
技术特征:
1.一种造纸法再造烟叶钢网检测纠偏装置,其特征在于:所述的造纸法再造烟叶钢网检测纠偏装置包括plc控制器(1)、红外扫描仪(2)、辊体(4)、自动调节装置;所述的红外扫描仪(2)通过扫描仪支架(13)安装在钢网(5)上下两侧,扫描仪支架(13)底部安装在传送带基座(15)上,钢网(5)一端的辊体(4)下侧安装有三角支架(6),三角支架(6)通过自动调节装置滑动安装在传送带基座(15)上,红外扫描仪(2)、自动调节装置分别与plc控制器(1)电性连接。
2.根据权利要求1所述的一种造纸法再造烟叶钢网检测纠偏装置,其特征在于:所述的自动调节装置包括布置于三角支架(6)底面两侧的滑块(9)、布置于三角支架(6)底面中部的螺母(7)、安装在传送带基座(15)上与滑块(9)对应的滑轨(8)、通过丝杆支架(18)固定在传送带基座(15)上与螺母(7)对应的丝杆(10)、伺服电机(17),三角支架(6)通过滑块(9)滑动安装在滑轨(8)上,丝杆(10)与螺母(7)螺纹连接,且其一端安装有伺服电机(17),伺服电机(17)与plc控制器(1)电性连接。
3.根据权利要求1或2所述的一种造纸法再造烟叶钢网检测纠偏装置,其特征在于:所述的造纸法再造烟叶钢网检测纠偏装置还包括清灰装置,清灰装置包括喷头支架(12)、扇形喷头(3)、风机(16),扇形喷头(3)通过喷头支架(12)安装在红外扫描仪(2)一侧,且扇形喷头(3)的喷气口正对红外扫描仪(2),喷头支架(12)固定在红外扫描仪支架(13)上,扇形喷头(3)通过气管(14)与风机(16)连接,风机(16)与plc控制器(1)电性连接。
4.根据权利要求1或2所述的一种造纸法再造烟叶钢网检测纠偏装置,其特征在于:所述的plc控制器(1)的输出端还电线连接安装有显示器(11)。
技术总结
一种造纸法再造烟叶钢网检测纠偏装置,属于烟草机械技术领域。所述的造纸法再造烟叶钢网检测纠偏装置包括PLC控制器(1)、红外扫描仪(2)、辊体(4)、自动调节装置;所述的红外扫描仪(2)通过扫描仪支架(13)安装在钢网(5)上下两侧,扫描仪支架(13)底部安装在传送带基座(15)上,钢网(5)一端的辊体(4)下侧安装有三角支架(6),三角支架(6)通过自动调节装置滑动安装在传送带基座(15)上,红外扫描仪(2)、自动调节装置分别与PLC控制器(1)电性连接。本技术通过在钢网输送带上下侧安装红外扫描仪,且设置自动调节装置能够将钢网辊体准确前后移动,保障了传送设备平稳运行,提高了生产效率。
技术研发人员:黄云,肖远龙,李慧帆,张梦源
受保护的技术使用者:中烟施伟策(云南)再造烟叶有限公司
技术研发日:20230728
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!