一种铜丝收卷速率调节机构的制作方法
本技术涉及铜丝收卷,具体为一种铜丝收卷速率调节机构。
背景技术:
1、绕卷是铜丝生产的最后一道工序。在绕卷过程中,随着铜丝绕卷直径逐渐增大,张力过大,会造成绕卷厚薄不均,而张力过小,将使铜丝松弛,而铜丝的放线主输送速度是固定不变的,因此,为了使铜丝在收卷过程中保持恒定的线速度,我们提出了一种铜丝收卷速率调节机构。
技术实现思路
1、本实用新型提供了一种铜丝收卷速率调节机构,控制了铜丝绕卷时的适当收卷张力的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种铜丝收卷速率调节机构,包括收卷辊、行走布料机和导向辊,所述收卷辊由驱动电机驱动收卷,所述行走布料机由驱动电机驱动行走均布铜丝,所述导向辊分别设置在张力检测辊的上游和下游均设置,并由导向辊牵引铜丝绕过张力检测辊,所述张力检测辊上方设置位移传感器,所述位移传感器的信号输出端与变频器的输入端连接,所述变频器的输出端与驱动电机的输入端连接。
3、优选的,所述张力检测辊由辊体和导向连接件组成,所述辊体的辊面与铜丝接触,所述导向连接件的导向杆连接辊体,所述辊体升降由导向连接件的导向杆在其安装座内移动导向。
4、优选的,所述位移传感器沿垂直辊体轴向方向安装在导向连接件的安装座上,所述位移传感器感应与辊体之间间距信号。
5、本实用新型具备以下有益效果:
6、收卷时由驱动电机带动收卷辊收卷,铜丝线材拉丝出来经过张力检测辊,张力检测辊的作用是配合位移传感器反馈当前的张力信号给变频器,根据反馈信号的偏差调节输出频率,以此来保证在收卷过程中恒定的张力,保证收卷品质。
技术特征:
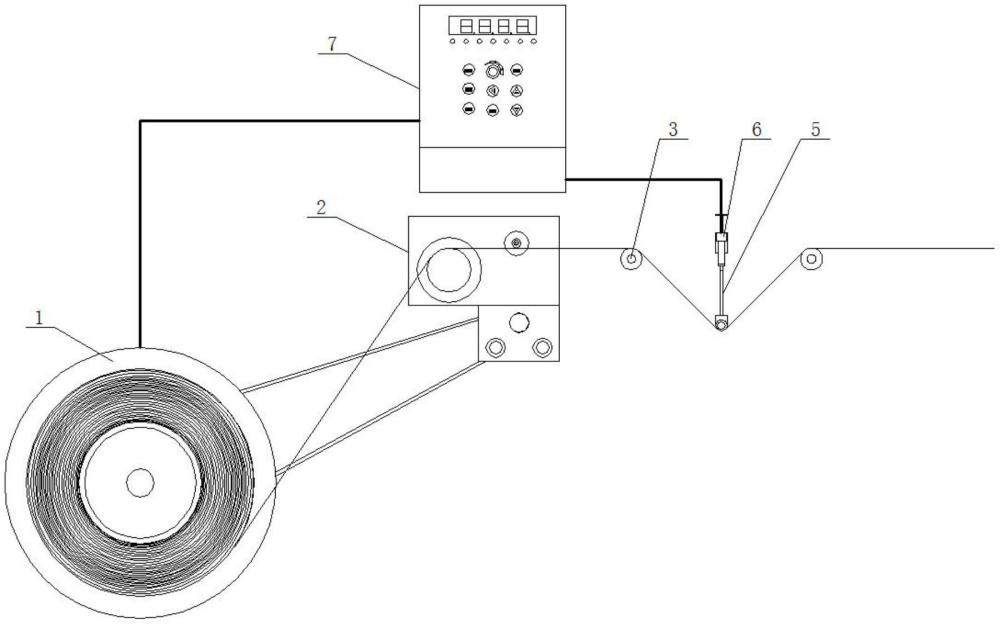
1.一种铜丝收卷速率调节机构,包括收卷辊(1)、行走布料机(2)和导向辊(3),所述收卷辊(1)由驱动电机(4)驱动收卷,所述行走布料机(2)由驱动电机(4)驱动行走均布铜丝,其特征在于:所述导向辊(3)分别设置在张力检测辊(5)的上游和下游均设置,并由导向辊(3)牵引铜丝绕过张力检测辊(5),所述张力检测辊(5)上方设置位移传感器(6),所述位移传感器(6)的信号输出端与变频器(7)的输入端连接,所述变频器(7)的输出端与驱动电机(4)的输入端连接。
2.根据权利要求1所述的一种铜丝收卷速率调节机构,其特征在于:所述张力检测辊(5)由辊体(501)和导向连接件(502)组成,所述辊体(501)的辊面与铜丝接触,所述导向连接件(502)的导向杆连接辊体(501),所述辊体(501)升降由导向连接件(502)的导向杆在其安装座内移动导向。
3.根据权利要求2所述的一种铜丝收卷速率调节机构,其特征在于:所述位移传感器(6)沿垂直辊体(501)轴向方向安装在导向连接件(502)的安装座上,所述位移传感器(6)感应与辊体(501)之间间距信号。
技术总结
本技术公开了一种铜丝收卷速率调节机构,涉及铜丝加工收卷技术领域,该铜丝收卷速率调节机构,包括收卷辊、行走布料机和导向辊,所述收卷辊由驱动电机驱动收卷,所述行走布料机由驱动电机驱动行走均布铜丝,所述导向辊分别设置在张力检测辊的上游和下游均设置,并由导向辊牵引铜丝绕过张力检测辊,所述张力检测辊上方设置位移传感器,所述位移传感器的信号输出端与变频器的输入端连接,所述变频器的输出端与驱动电机的输入端连接。本技术通过设置张力检测辊、位移传感器和变频器,在收卷过程中自动调节收卷速率来保持恒定张力,平稳收卷铜丝。
技术研发人员:李文
受保护的技术使用者:芜湖云邦铜业有限公司
技术研发日:20230811
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!