多列自动灌装封口设备的制作方法
本技术属于灌装粉料,尤其涉及一种多列自动灌装封口设备。
背景技术:
1、食品生产完成后,为保证运输过程中不受污染,需要对其进行灌装与封口处理,目前市场上大都采用灌装机完成封装和封口步骤,灌装机通常包括有输送机构、加料工位、吸粉、吸膜、热封、扣盖、称重、出杯等流程步骤,灌装机根据需求产品的结构对输送机构进行设计,传统的有单列、双列输送机构,为了提高批量化高效灌装还需要设计多列的自动化灌装设备。
2、现有专利号为cn202110473579.3一种新型单列直线式灌装封口机,公开了落杯装置、杯检传感器、异物检测传感器、加料装置、压粉吸粉装置、吸膜装置、片膜检测传感器、热封装置、折耳装置、扣盖装置、出杯称重装置和出杯输送装置。上述灌装机仅适用于单列产品输送和加工,在此基础上设计多列灌装设备还需要考虑批量周转和输送的效率。
技术实现思路
1、本实用新型的目的是为了解决上述技术问题,而提供多列自动灌装封口设备,从而实现批量化输送产品进行灌装封口处理,周转效率较高。为了达到上述目的,本实用新型技术方案如下:
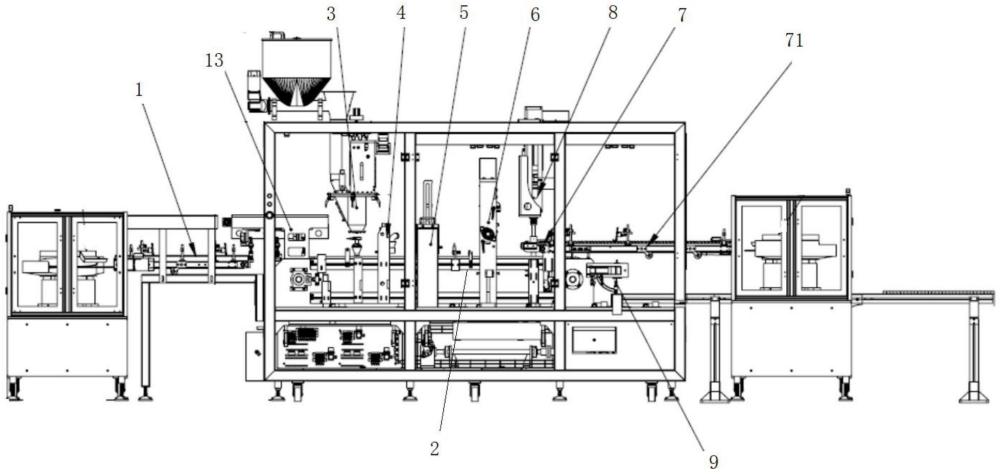
2、多列自动灌装封口设备,包括依序设置的用于并列输送若干杯体的上料送杯机构、用于承接并列的杯体的转运输送机构、设置于转运输送机构上方的且对应各个杯体的灌装机构、用于吸附并排的若干杯体顶部外溢粉末的吸粉机构、用于吸附膜片且转动定位至并排的若干杯体顶部的吸膜机构、用于热压若干膜片密封于并排的若干杯体的热封机构、用于输送盖体且并排落料定位至同一排的杯体顶部的推盖机构、用于压合盖体和杯体紧扣的压盖机构、以及用于从转运输送机构上并排抓取旋转下料的下料输送线的成品抓取机构。
3、具体的,所述上料送杯机构和转运输送机构之间设置有抓杯移载机构。
4、具体的,所述转运输送机构包括循环转运线、设置于循环转运线上并列布置的若干定位线、以及设置于定位线上沿输送方向布置的若干间隔布置的定位槽,所述定位槽内定位杯体。
5、具体的,所述抓杯移载机构包括设置于上料送杯机构和转运输送机构之间的抓杯直线模组、设置于抓杯直线模组底部且受驱动并排升降设置的若干抓杯真空吸附头。
6、具体的,所述上料送杯机构包括并列设置的若干输送带、设置于输送带上用于导向杯体的输送轨道、以及设置于各输送轨道上的接触感应器,若干所述输送带的末端设置有用于定位杯体的杯体挡板。
7、具体的,所述热封机构包括设置于转运输送机构上方的热封架、设置于热封架上受驱动并排升降布置的若干加热头。
8、具体的,所述推盖机构包括用于并列输送若干盖体的上料盖体机构、设置于上料盖体机构末端的推盖组件,所述推盖组件包括用于靠边定位并排的若干盖体的盖体挡边、设置于盖体挡边侧边受驱动水平移动的推板、设置于推板上的若干推片;所述盖体挡边的内部设置有贯穿的若干下料孔,所述推片伸缩对应下料孔,所述推盖机构位于转运输送机构上方,且下料孔对应定位槽位置。
9、具体的,所述压盖机构包括设置于转运输送机构上方的压盖架、设置于压盖架上受驱动升降且弹性并排间隔布置的若干压盖头、用于导向配合压盖头的导向管、以及设置于转运输送机构下方受驱动升降且并排间隔布置的若干浮动座;所述导向管与定位槽上方相对应,所述浮动座与定位槽下方相对应,所述定位槽内设置有避让浮动座的内孔。
10、具体的,所述成品抓取机构包括设置于转运输送机构末端且受驱动转动的翻转架、设置于翻转架上的并排布置的若干吸盘、以及设置于翻转架下方的下料线,所述吸盘与定位槽相对应设置。
11、具体的,所述热封机构包括设置于转运输送机构上方的热封架、设置于热封架上受驱动并排升降布置的若干加热头。
12、与现有技术相比,本实用新型多列自动灌装封口设备的有益效果主要体现在:
13、针对多列杯体或盖体设计相应的上料送杯机构、转运输送机构、推盖机构,使得杯体在设备内完成自动化上料输送、灌装、清洁吸粉、预定位膜片、热压膜片封口、盖体自动化上料输送、盖体批量定位杯体、盖体和杯体压合紧扣、产品自动化批量下料,整体产品加工流程实现大批量处理,生产加工更加高效,且各个机构在完成并列加工处理时,驱动结构可靠,作用于加工位置准确。
技术特征:
1.多列自动灌装封口设备,其特征在于:包括依序设置的用于并列输送若干杯体的上料送杯机构、用于承接并列的杯体的转运输送机构、设置于转运输送机构上方的且对应各个杯体的灌装机构、用于吸附并排的若干杯体顶部外溢粉末的吸粉机构、用于吸附膜片且转动定位至并排的若干杯体顶部的吸膜机构、用于热压若干膜片密封于并排的若干杯体的热封机构、用于输送盖体且并排落料定位至同一排的杯体顶部的推盖机构、用于压合盖体和杯体紧扣的压盖机构、以及用于从转运输送机构上并排抓取旋转下料的下料输送线的成品抓取机构。
2.根据权利要求1所述的多列自动灌装封口设备,其特征在于:所述上料送杯机构和转运输送机构之间设置有抓杯移载机构。
3.根据权利要求1所述的多列自动灌装封口设备,其特征在于:所述转运输送机构包括循环转运线、设置于循环转运线上并列布置的若干定位线、以及设置于定位线上沿输送方向布置的若干间隔布置的定位槽,所述定位槽内定位杯体。
4.根据权利要求2所述的多列自动灌装封口设备,其特征在于:所述抓杯移载机构包括设置于上料送杯机构和转运输送机构之间的抓杯直线模组、设置于抓杯直线模组底部且受驱动并排升降设置的若干抓杯真空吸附头。
5.根据权利要求1所述的多列自动灌装封口设备,其特征在于:所述上料送杯机构包括并列设置的若干输送带、设置于输送带上用于导向杯体的输送轨道、以及设置于各输送轨道上的接触感应器,若干所述输送带的末端设置有用于定位杯体的杯体挡板。
6.根据权利要求1所述的多列自动灌装封口设备,其特征在于:所述热封机构包括设置于转运输送机构上方的热封架、设置于热封架上受驱动并排升降布置的若干加热头。
7.根据权利要求1所述的多列自动灌装封口设备,其特征在于:所述推盖机构包括用于并列输送若干盖体的上料盖体机构、设置于上料盖体机构末端的推盖组件,所述推盖组件包括用于靠边定位并排的若干盖体的盖体挡边、设置于盖体挡边侧边受驱动水平移动的推板、设置于推板上的若干推片;所述盖体挡边的内部设置有贯穿的若干下料孔,所述推片伸缩对应下料孔,所述推盖机构位于转运输送机构上方,且下料孔对应定位槽位置。
8.根据权利要求1所述的多列自动灌装封口设备,其特征在于:所述压盖机构包括设置于转运输送机构上方的压盖架、设置于压盖架上受驱动升降且弹性并排间隔布置的若干压盖头、用于导向配合压盖头的导向管、以及设置于转运输送机构下方受驱动升降且并排间隔布置的若干浮动座;所述导向管与定位槽上方相对应,所述浮动座与定位槽下方相对应,所述定位槽内设置有避让浮动座的内孔。
9.根据权利要求1所述的多列自动灌装封口设备,其特征在于:所述成品抓取机构包括设置于转运输送机构末端且受驱动转动的翻转架、设置于翻转架上的并排布置的若干吸盘、以及设置于翻转架下方的下料线,所述吸盘与定位槽相对应设置。
10.根据权利要求1所述的多列自动灌装封口设备,其特征在于:所述热封机构包括设置于转运输送机构上方的热封架、设置于热封架上受驱动并排升降布置的若干加热头。
技术总结
本技术揭示了多列自动灌装封口设备,包括依序设置的用于并列输送若干杯体的上料送杯机构、用于承接并列的杯体的转运输送机构、设置于转运输送机构上方的且对应各个杯体的灌装机构、用于吸附并排的若干杯体顶部外溢粉末的吸粉机构、用于吸附膜片且转动定位至并排的若干杯体顶部的吸膜机构、用于热压若干膜片密封于并排的若干杯体的热封机构、用于输送盖体且并排落料定位至同一排的杯体顶部的推盖机构、用于压合盖体和杯体紧扣的压盖机构、以及用于从转运输送机构上并排抓取旋转下料的下料输送线的成品抓取机构。本技术实现了批量化输送产品进行灌装封口处理,周转效率较高。
技术研发人员:宋永孝
受保护的技术使用者:上海菌小宝健康科技有限公司
技术研发日:20230811
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!