电池壳罩的运输台车及电池壳罩生产线的制作方法
本技术涉及运输台车,特别涉及一种电池壳罩的运输台车及电池壳罩生产线。
背景技术:
1、电动汽车(electric vehicle,ev)的电池壳罩在生产装配时通常采用agv(automated guided vehicle,自动导向车)输送,然而电池壳罩在生产装配时通常涉及到高温烘烤工艺,由于agv内的电子元器件不耐高温,采用agv输送则无法将电池壳罩及agv直接投入至高温烘干炉中,需要额外增设专用的烘干输送链及电池壳罩转载设备,既提高了电池壳罩生产成本,造成生产场地的浪费,又降低了电池壳罩的输送效率。
技术实现思路
1、本实用新型的主要目的是提出一种电池壳罩的运输台车及电池壳罩生产线,旨在解决电池壳罩输送效率低的问题。
2、为实现上述目的,本实用新型提出一种电池壳罩的运输台车,所述运输台车包括:
3、移动框,所述移动框的下侧设置有多个滑橇,多个所述滑橇沿所述移动框的宽度方向间隔布置;
4、立柱,所述立柱的数量为多个,多个所述立柱阵列布置于所述移动框的上侧;
5、支撑框,所述支撑框支撑于多个所述立柱上,所述支撑框上设置有承托板,所述承托板用于放置电池壳罩。
6、可选地,所述运输台车还包括两个定位组件,两个所述定位组件沿所述移动框的宽度方向分设于所述承托板的两侧;各所述定位组件包括安装杆及多个连接片,所述安装杆沿所述移动框的长度方向延伸并连接于所述承托板上,多个所述连接片间隔布置于所述安装杆上,且各所述连接片上均设置有一个定位块。
7、可选地,所述承托板上设置有多个支撑杆,多个所述支撑杆沿所述移动框的长度方向间隔布置,各所述支撑杆的两端分别与两个所述安装杆连接,且各所述支撑杆上均设置有多个间隔布置的支撑块。
8、可选地,所述承托板上设置有多个限位片,多个所述限位片阵列布置,且各所述限位片均与一个所述支撑杆连接。
9、可选地,所述承托板上设置有多个固定杆,多个所述固定杆沿所述移动框的宽度方向间隔布置,各所述固定杆向远离所述承托板的方向延伸,且各所述固定杆上均设置有一个定位销。
10、可选地,所述支撑框上设置有支撑架,且所述支撑架位于所述支撑框背离所述固定杆的一端,所述支撑架上设置有多个定位套筒,多个所述定位套筒沿所述移动框的宽度方向间隔布置。
11、可选地,所述支撑框上设置有两个限位销,两个所述限位销呈对角设置,所述承托板上开设有多个限位孔,多个所述限位孔阵列布置,且各所述限位孔用于供任意一个所述限位销伸入。
12、可选地,所述移动框包括框本体及两个安装板,两个所述安装板设置于所述框本体的下侧,且两个所述安装板沿所述框本体的宽度方向间隔布置,所述滑橇的数量与所述安装板的数量一致且一一对应连接。
13、可选地,各所述滑橇的下侧均铺设有耐磨垫。
14、本实用新型还提出一种电池壳罩生产线,所述电池壳罩生产线包括输送轨及如上所述的电池壳罩的运输台车,所述滑橇与所述输送轨滑动接触配合。
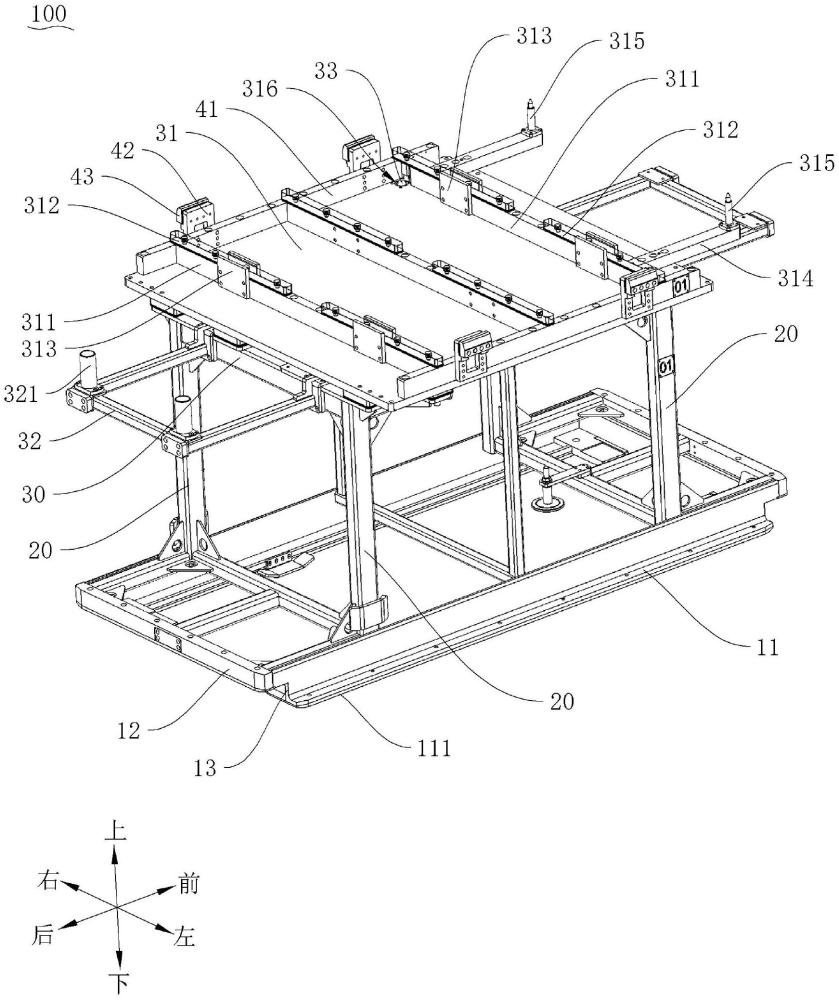
15、本实用新型电池壳罩的运输台车中,移动框的上侧设置有多个立柱,支撑框连接于多个立柱的上端,且多个立柱阵列布置以稳定支撑支撑框,支撑框的上侧安装有承托板,承托板用于放置并支撑电池壳罩,移动框的下侧设置有多个间隔布置的滑橇,滑橇能带动移动框沿生产线上的输送轨滑动,以使移动框通过立柱及支撑框带动承托板及承托板上的电池壳罩移动,进而实现电池壳罩的输送及搬运。本实用新型的运输台车能通过滑橇带动承托板及电池壳罩移动,且运输台车不受高温影响能直接投入至高温烘干工位处,无需额外增设烘干输送链及电池壳罩转载设备,具有电池壳罩输送效率高的优点,且降低了电池壳罩生产成本,提高了生产场地的空间利用率。
技术特征:
1.一种电池壳罩的运输台车,其特征在于,所述运输台车包括:
2.如权利要求1所述的电池壳罩的运输台车,其特征在于,所述运输台车还包括两个定位组件,两个所述定位组件沿所述移动框的宽度方向分设于所述承托板的两侧;各所述定位组件包括安装杆及多个连接片,所述安装杆沿所述移动框的长度方向延伸并连接于所述承托板上,多个所述连接片间隔布置于所述安装杆上,且各所述连接片上均设置有一个定位块。
3.如权利要求2所述的电池壳罩的运输台车,其特征在于,所述承托板上设置有多个支撑杆,多个所述支撑杆沿所述移动框的长度方向间隔布置,各所述支撑杆的两端分别与两个所述安装杆连接,且各所述支撑杆上均设置有多个间隔布置的支撑块。
4.如权利要求3所述的电池壳罩的运输台车,其特征在于,所述承托板上设置有多个限位片,多个所述限位片阵列布置,且各所述限位片均与一个所述支撑杆连接。
5.如权利要求1所述的电池壳罩的运输台车,其特征在于,所述承托板上设置有多个固定杆,多个所述固定杆沿所述移动框的宽度方向间隔布置,各所述固定杆向远离所述承托板的方向延伸,且各所述固定杆上均设置有一个定位销。
6.如权利要求5所述的电池壳罩的运输台车,其特征在于,所述支撑框上设置有支撑架,且所述支撑架位于所述支撑框背离所述固定杆的一端,所述支撑架上设置有多个定位套筒,多个所述定位套筒沿所述移动框的宽度方向间隔布置。
7.如权利要求1-6中任一项所述的电池壳罩的运输台车,其特征在于,所述支撑框上设置有两个限位销,两个所述限位销呈对角设置,所述承托板上开设有多个限位孔,多个所述限位孔阵列布置,且各所述限位孔用于供任意一个所述限位销伸入。
8.如权利要求1-6中任一项所述的电池壳罩的运输台车,其特征在于,所述移动框包括框本体及两个安装板,两个所述安装板设置于所述框本体的下侧,且两个所述安装板沿所述框本体的宽度方向间隔布置,所述滑橇的数量与所述安装板的数量一致且一一对应连接。
9.如权利要求1-6中任一项所述的电池壳罩的运输台车,其特征在于,各所述滑橇的下侧均铺设有耐磨垫。
10.一种电池壳罩生产线,其特征在于,所述电池壳罩生产线包括输送轨及如权利要求1-9中任一项所述的电池壳罩的运输台车,所述滑橇与所述输送轨滑动接触配合。
技术总结
本技术公开一种电池壳罩的运输台车及电池壳罩生产线,运输台车包括移动框、立柱及支撑框,移动框的下侧设置有多个滑橇,多个滑橇沿移动框的宽度方向间隔布置;立柱的数量为多个,多个立柱阵列布置于移动框的上侧;支撑框支撑于多个立柱上,支撑框上设置有承托板,承托板用于放置电池壳罩。运输台车能通过滑橇带动承托板及电池壳罩移动,且运输台车不受高温影响能直接投入至高温烘干工位处,无需额外增设烘干输送链及电池壳罩转载设备,具有电池壳罩输送效率高的优点,且降低了电池壳罩生产成本,提高了生产场地的空间利用率。
技术研发人员:李浩强,陈晓亮,赖龙达
受保护的技术使用者:广汽丰田汽车有限公司
技术研发日:20230828
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!