一种多通道高速上料装置的制作方法
本技术涉及金属包装领域,特别地,涉及一种圆柱形容器加工设备上的多通道高速上料装置。
背景技术:
1、随着社会经济的发展,市场对制造业中设备的生产速度及稳定性的要求越来越高;如易拉罐生产工艺中的多站式颈部成型设备,如今市场普遍要求生产速度要达到3000cpm+(cpm即can per minute),甚至是3400cpm+,因此能够稳定实现高速生产是现在市场激烈竞争的关键。
2、由于颈部成型设备成本较高,占地面积较大,单纯通过增加设备数量来提高生产速度会导致成本的大幅提升;因此,对于易拉罐的颈部成型工序而言,通过提高来料的上料速度来提高生产速度,是一种更具实用价值的思路。
3、现有技术中的颈部成型设备通过单上料通道上料,为了提高上料速度只能进一步加快这条单上料通道的运转速度,加重其运转负荷,这容易导致工件质量缺陷的增多,同时对零件的设计、制造及装配调试的要求也会更高,导致生产稳定性下降和生产成本增加。
4、针对上述问题,就需要设计一种能够保证生产稳定性的易拉罐高速上料装置。
技术实现思路
1、本实用新型的目的在于提供一种多通道高速上料装置。
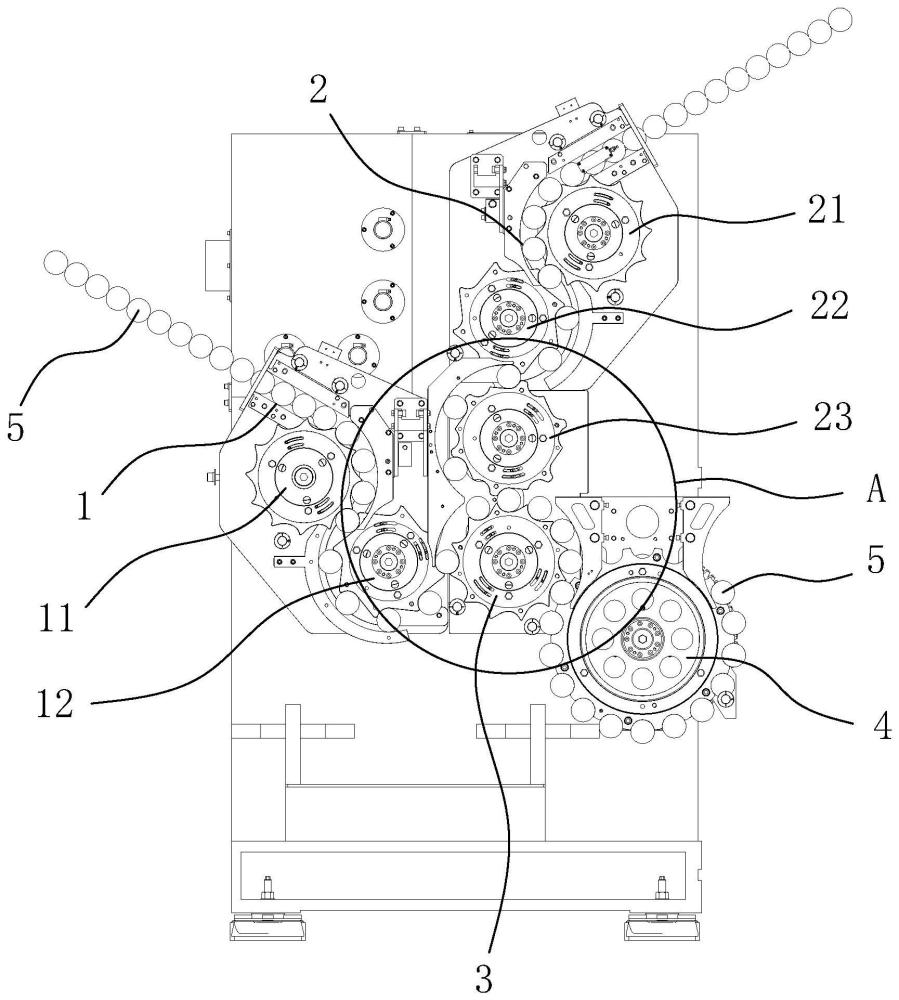
2、本实用新型采用的技术方案是:一种多通道高速上料装置,包括第一供料通道、第二供料通道、汇合星轮和进料通道;
3、所述汇合星轮的圆周面上均布有多个用于吸附圆柱形工件的工位,间隔地分为一组奇数工位和一组偶数工位;
4、所述第一供料通道包括按前后次序设置的第一进料星轮和第一转运星轮;
5、所述第一进料星轮对应于一第一来料源设置,所述第一来料源用于将待处理的圆柱形工件输送至所述第一进料星轮上;
6、所述第一转运星轮设于所述汇合星轮的前侧,用于将所述圆柱形工件从所述第一进料星轮输送至所述汇合星轮的奇数工位上;
7、所述第二供料通道包括按前后次序设置的第二进料星轮、第二转运星轮和过渡星轮;
8、所述过渡星轮设于所述汇合星轮的前侧,该过渡星轮的圆周面上均布有多个用于吸附圆柱形工件的工位,间隔地分为一组转运工位和一组让位工位,构成当所述过渡星轮与所述汇合星轮转动进料时,所述转运工位与所述偶数工位交接配合,所述让位工位与所述奇数工位交接配合;
9、所述第二进料星轮对应于一第二来料源设置,所述第二来料源用于将待处理的圆柱形工件输送至所述第二进料星轮上;
10、所述第二转运星轮用于将所述圆柱形工件从所述第二进料星轮输送至所述过渡星轮的转运工位上;
11、所述汇合星轮设于所述进料通道的前侧,所述进料通道用于将所述圆柱形工件从汇合星轮输送至一设备加工工位处。
12、进一步的技术方案,所述第一进料星轮和所述第一转运星轮的圆周面上均布有多个用于吸附圆柱形工件的工位,所述第一转运星轮上各相邻工位之间的节距大于所述第一进料星轮上各相邻工位之间的节距,所述汇合星轮上各相邻奇数工位之间的节距大于所述第一转运星轮上各相邻工位之间的节距;所述第二进料星轮和所述第二转运星轮的圆周面上均布有多个用于吸附圆柱形工件的工位,所述第二转运星轮上各相邻工位之间的节距大于所述第二进料星轮上各相邻工位之间的节距,所述过渡星轮上各相邻转运工位之间的节距大于所述第二转运星轮上各相邻工位之间的节距。
13、进一步的技术方案,所述进料通道包括第三转运星轮,所述第三转运星轮的圆周面上均布有多个用于吸附圆柱形工件的工位。
14、进一步的技术方案,所述工位为真空吸附槽,所述真空吸附槽连通至外界的真空源。
15、进一步的技术方案,所述工位为磁力吸附槽,所述磁力吸附槽与所述圆柱形工件磁性相吸。
16、进一步的技术方案,各所述星轮的转轴相互平行。
17、进一步的技术方案,各所述星轮由齿轮机构、或带轮机构、或电机直驱驱动。
18、本实用新型的有益效果在于:本多通道高速上料装置采用多通道供料,通过汇合星轮将第一供料通道和第二供料通道汇合到一条进料通道中去,特别是通过过渡星轮及其让位工位的设计,可以对奇数工位上的圆柱形工件进行让位,保证两个通道与汇合星轮之间的有效交接配合;由此,能够在不额外加快供料通道运转速度的前提下,成倍提高圆柱形工件的上料速度,在保证生产稳定性的前提下,提高后续颈部成型设备的生产速度。
技术特征:
1.一种多通道高速上料装置,其特征在于:
2.根据权利要求1所述的一种多通道高速上料装置,其特征在于:
3.根据权利要求1所述的一种多通道高速上料装置,其特征在于:所述进料通道包括第三转运星轮,所述第三转运星轮的圆周面上均布有多个用于吸附圆柱形工件的工位。
4.根据权利要求1至3任一条所述的一种多通道高速上料装置,其特征在于:所述工位为真空吸附槽,所述真空吸附槽连通至外界的真空源。
5.根据权利要求1至3任一条所述的一种多通道高速上料装置,其特征在于:所述工位为磁力吸附槽,所述磁力吸附槽与所述圆柱形工件磁性相吸。
6.根据权利要求1所述的一种多通道高速上料装置,其特征在于:各所述星轮的转轴相互平行。
7.根据权利要求1所述的一种多通道高速上料装置,其特征在于:各所述星轮由齿轮机构、或带轮机构、或电机直驱驱动。
技术总结
一种多通道高速上料装置,包括第一供料通道、第二供料通道、汇合星轮和进料通道;汇合星轮上均布有多个工位,分为奇数工位和偶数工位;第一供料通道包括第一进料星轮和第一转运星轮;第一进料星轮对应第一来料源,第一转运星轮将圆柱形工件从第一进料星轮输送至汇合星轮的奇数工位;第二供料通道包括第二进料星轮、第二转运星轮和过渡星轮;过渡星轮上均布有多个工位,分为转运工位和让位工位,转运工位与偶数工位交接配合,让位工位与奇数工位交接配合;第二进料星轮对应第二来料源,第二转运星轮将圆柱形工件从第二进料星轮输送至过渡星轮的转运工位;汇合星轮设于进料通道前侧。本装置能够提高上料速度并保证生产稳定性。
技术研发人员:安旭,刘丙新,王引,宋华
受保护的技术使用者:苏州斯莱克智能模具制造有限公司
技术研发日:20230922
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!