一种内衬纸包装盒下压成型设备的制作方法
本技术涉及卷烟包装加工领域,更具体地,本技术涉及一种内衬纸包装盒下压成型设备。
背景技术:
1、在烟草生产过程中,需要对生产好的烟支进行包装,包装时需要将排列好的烟组放置进铝箔纸内衬中,而铝箔纸在折叠前是铝箔纸卷,内衬需要经过送纸、裁切、折叠的工序,才能形成折叠好的铝箔纸内衬。
2、但是铝箔纸具有含铝量高、不易降解的问题,在使用成本和环境污染上表现不佳。与铝箔纸相比,真空镀铝内衬纸具有含铝量低,能够在自然环境下降解的优点,但是铝箔纸和真空镀铝内衬纸在强度,弹性等方面有所区别,真空镀铝内衬纸在折叠后,在转运过程中容易出现反弹的问题。
技术实现思路
1、本实用新型克服了现有技术的不足,提供一种内衬纸包装盒下压成型设备,以期望可以解决现有技术折叠完在转运过程中容易出现反弹的问题。
2、为解决上述的技术问题,本实用新型采用以下技术方案:
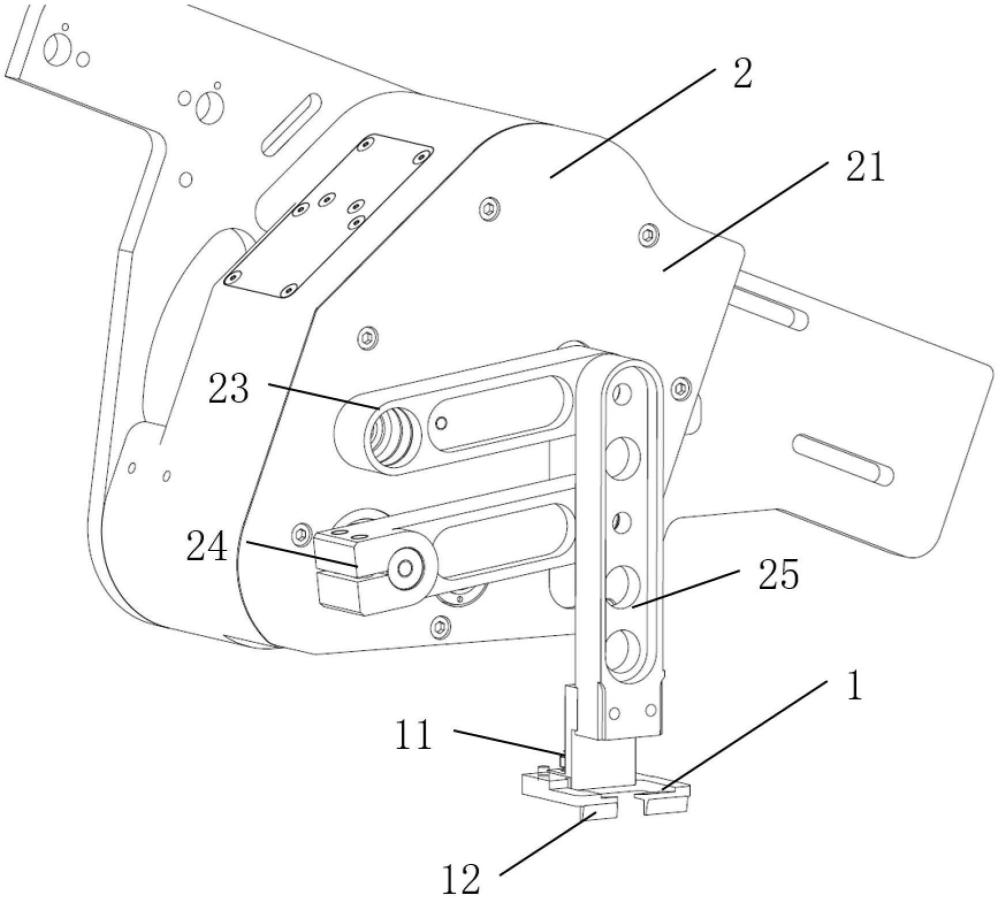
3、一种内衬纸包装盒下压成型设备,包括,下压部、下压动力装置;
4、所述下压部包括连接支架、下压板,所述连接支架一端固定于下压动力装置上,另一端固定于下压板上;
5、所述下压板下方设置有突出部;
6、下压动力装置能够实现上下往复运动。
7、在真空镀铝内衬纸盒经由传送装置送至下压板下方后,下压板在下压动力装置驱动下,向下移动,下压板下方的突出部与真空镀铝内衬纸盒前部的折叠区接触,并通过向下运动将折叠纸向下折叠定型,避免折叠纸盒前部翘起;
8、进一步的技术方案为,所述下压板突出部与下压板之间夹角为90度;
9、所述突出部位于下压板侧边。
10、突出部与下压板之间夹角为90度符合真空镀铝内衬纸盒前部折叠角度,能够产生较好的折叠固定效果。
11、更进一步的技术方案为,所述下压板设置有镂空部;
12、所述镂空部与下压板突出部侧边贯通。
13、由于在传输过程中,真空镀铝内衬纸盒是通过推杆推至下压板下方,而推杆在推动过程中,与真空镀铝内衬纸盒前端接触,真空镀铝内衬纸盒前端不会产生反弹,而如果推杆离开真空镀铝内衬纸盒前部后,下压板再下压,则真空镀铝内衬纸盒前部有可能发生反弹;
14、通过在下压板设置镂空部,当推杆将真空镀铝内衬纸盒推至下压板下方后,推杆无需后移,下压部即可向下进行下压,推杆位于镂空部中,不会与下压板接触,也可以保证真空镀铝内衬纸盒前部不会发生反弹。
15、更进一步的技术方案为,所述下压动力装置包括,安装壳、动力轴、上旋转臂、下旋转臂、下压臂;
16、所述动力轴穿过安装壳,所述下旋转臂安装于动力轴上;
17、上旋转臂可旋转的安装于安装壳上;
18、所述下压臂与上旋转臂、下旋转臂可旋转连接,所述下压臂下方与连接支架连接。
19、所述动力轴进行反复正时针旋转和逆时针旋转,动力轴驱动下旋转臂运动,下旋转臂带动上旋转臂和下压臂运动,在上旋转臂、下旋转臂的限定下,下压臂做上下往复运动,带动下压板完成下压折叠固定。
20、并且,在折叠设备那个,有旋转动力源,通过槽凸轮能够将旋转动力源转化为动力轴的反复正时针旋转和逆时针旋转,则无需添加新的动力源和控制系统。
21、与现有技术相比,本实用新型至少具有以下有益效果:本实用新型通过下压板对已经折叠成型的内衬纸包装盒前折叠部进行下压,保证了真空镀铝内衬纸包装盒在折叠后转运过程中不出现反弹,并利用了现有的动力源,提高了内衬纸包装盒的合格率。
技术特征:
1.一种内衬纸包装盒下压成型设备,其特征在于,包括,下压部、下压动力装置;
2.如权利要求1所述的一种内衬纸包装盒下压成型设备,其特征在于,所述下压板突出部与下压板之间夹角为90度;
3.如权利要求1所述的一种内衬纸包装盒下压成型设备,其特征在于,所述下压板设置有镂空部;
4.如权利要求1所述的一种内衬纸包装盒下压成型设备,其特征在于,所述下压动力装置包括,安装壳、动力轴、上旋转臂、下旋转臂、下压臂;
技术总结
本技术公开了一种内衬纸包装盒下压成型设备包括,下压部、下压动力装置。本技术通过下压板对已经折叠成型的内衬纸包装盒前折叠部进行下压,保证了真空镀铝内衬纸包装盒在折叠后转运过程中不出现反弹,并利用了现有的动力源,提高了内衬纸包装盒的合格率。
技术研发人员:丁岩,龙亮,韩劲,代怡,薄立朗,刘世忠,龚昕,赵骏,游海洋,曹晋颖,杨飞,陈雪梅
受保护的技术使用者:四川中烟工业有限责任公司
技术研发日:20231116
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!