一种阳极板转运及存储控制系统和控制方法与流程
本发明涉及阳极板转运,更具体地,涉及一种阳极板转运及存储控制系统和控制方法。
背景技术:
1、目前阳极板的转运流程一般为:电解铜的阳极板从圆盘浇注机的冷却水槽出来,由叉车转运至空旷的场地堆放,然后再由叉车转运至阳极板整形机机组;或者是水槽出来,由叉车直接转运至整形机组,然后整形机组出来由叉车转运至空地堆放,再由叉车送至电解排版机组。可以看出,不管是先堆放后进整形机,还是先进整形机后堆放,整个过程都需要人开叉车实现,工作强度大,工作环境恶劣,信息化程度低,无法记录、统计合格板和不合格板,及追溯阳极板来源。
技术实现思路
1、本发明的目的之一是提供一种阳极板转运及存储控制系统,实现全面自动化、信息化、高效率的阳极板转运和仓储;本发明的目的之二是提供一种控制方法。
2、为解决上述技术问题,本发明的技术方案如下:
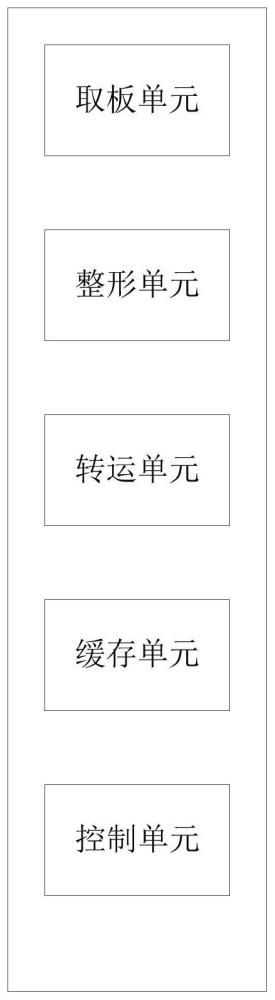
3、一种阳极板转运及存储控制系统,对阳极板从水槽至电解车间的转运和存储进行控制,包括:
4、取板单元,用于从水槽中提取阳极板;
5、整形单元,用于对所述阳极板进行整形,得到整形后的阳极板;
6、转运单元,用于将所述阳极板转运至整形单元或缓存单元,或将整形后的阳极板转运至缓存单元或电解车间;
7、缓存单元,用于缓存所述阳极板或整形后的阳极板;
8、控制单元,用于至少获取水槽、整形单元和缓存单元中阳极板的状态数据,并控制所述取板单元和转运单元。
9、在上述技术手段中,通过设置取板单元、转运单元和控制单元,将阳极板在各个单元之间的转运,实现高效率、全面自动化和信息化的转运流程。
10、在进一步的实施例中,所述取板单元包括龙门吊形式的取板机,使用吊具将水槽中的阳极板提取出来。
11、在进一步的实施例中,所述整形单元包括整形机组。
12、在进一步的实施例中,所述转运单元包括至少一台rgv车和至少一台智能行车,所述rgv车将所述阳极板转运至整形单元、缓存单元或电解车间,所述智能行车将整形后的阳极板转运至缓存单元。
13、在进一步的实施例中,所述控制单元还用于获取所述智能行车的位置。
14、在进一步的实施例中,所述缓存单元包括若干储板架。
15、本发明的第二方面提供一种如所述的阳极板转运及存储控制系统的控制方法,包括以下步骤:
16、控制单元获取水槽中阳极板的数量,根据所述水槽中阳极板的数量控制所述取板单元从水槽中提取阳极板;
17、控制单元控制所述转运单元将所述取板单元提取出的阳极板送至所述整形单元整形;
18、控制单元获取整形单元出口处的阳极板的数量,根据所述整形单元出口处的阳极板的数量,控制所述转运单元从整形单元出口处将整形后的阳极板转运至所述缓存单元中入库;
19、控制单元获取缓存单元中出库位置的阳极板的数量,根据所述缓存单元中出库位置的阳极板的数量,控制所述转运单元从缓存单元中出库位置将整形后的阳极板转运至所述电解车间。
20、在进一步的实施例中,所述控制单元还控制所述转运单元将所述取板单元提取出的阳极板送至所述缓存单元中入库后,在转运至整形单元中整形,整形单元的出口处直接与电解车间连接。
21、在进一步的实施例中,当水槽中阳极板的数量达到第一设定值时,所述控制单元控制所述取板单元从水槽中提取阳极板;当整形单元出口处的阳极板的数量达到第二设定值时,所述控制单元控制所述转运单元从整形单元出口处将整形后的阳极板转运至所述缓存单元中入库;当缓存单元中出库位置的阳极板的数量达到第三设定值时,所述控制单元控制所述转运单元从缓存单元中出库位置将整形后的阳极板转运至所述电解车间。
22、在进一步的实施例中,所述控制单元计算所述缓存单元中库位流转路径来判断当前路径最短的存放库位,包括从所述整形单元出口处到缓存单元库位的距离加上从缓存单元库位到缓存单元出库未知的距离最短,所述控制单元控制所述转运单元从整形单元出口处将整形后的阳极板转运至所述缓存单元的当前路径最短的存放库位中。
23、与现有技术相比,本发明技术方案的有益效果是:
24、本发明通过设置取板单元、转运单元和控制单元,由控制单元从每个设备获取实时的状态信息,根据这些信息对设备进行调度控制,将阳极板在各个单元之间进行转运,实现高效率、全面自动化和信息化的阳极板转运和存储流程。
技术特征:
1.一种阳极板转运及存储控制系统,对阳极板从水槽至电解车间的转运和存储进行控制,其特征在于,包括:
2.根据权利要求1所述的阳极板转运及存储控制系统,其特征在于,所述取板单元包括龙门吊形式的取板机,使用吊具将水槽中的阳极板提取出来。
3.根据权利要求1所述的阳极板转运及存储控制系统,其特征在于,所述整形单元包括整形机组。
4.根据权利要求1所述的阳极板转运及存储控制系统,其特征在于,所述转运单元包括至少一台rgv车和至少一台智能行车,所述rgv车将所述阳极板转运至整形单元、缓存单元或电解车间,所述智能行车将整形后的阳极板转运至缓存单元。
5.根据权利要求4所述的阳极板转运及存储控制系统,其特征在于,所述控制单元还用于获取所述智能行车的位置。
6.根据权利要求1所述的阳极板转运及存储控制系统,其特征在于,所述缓存单元包括若干储板架。
7.一种如权利要求1所述的阳极板转运及存储控制系统的控制方法,其特征在于,包括以下步骤:
8.根据权利要求7所述的阳极板转运及存储控制系统的控制方法,其特征在于,所述控制单元还控制所述转运单元将所述取板单元提取出的阳极板送至所述缓存单元中入库后,在转运至整形单元中整形,整形单元的出口处直接与电解车间连接。
9.根据权利要求7或8所述的阳极板转运及存储控制系统的控制方法,其特征在于,当水槽中阳极板的数量达到第一设定值时,所述控制单元控制所述取板单元从水槽中提取阳极板;当整形单元出口处的阳极板的数量达到第二设定值时,所述控制单元控制所述转运单元从整形单元出口处将整形后的阳极板转运至所述缓存单元中入库;当缓存单元中出库位置的阳极板的数量达到第三设定值时,所述控制单元控制所述转运单元从缓存单元中出库位置将整形后的阳极板转运至所述电解车间。
10.根据权利要求7或8所述的阳极板转运及存储控制系统的控制方法,其特征在于,所述控制单元计算所述缓存单元中库位流转路径来判断当前路径最短的存放库位,包括从所述整形单元出口处到缓存单元库位的距离加上从缓存单元库位到缓存单元出库未知的距离最短,所述控制单元控制所述转运单元从整形单元出口处将整形后的阳极板转运至所述缓存单元的当前路径最短的存放库位中。
技术总结
本发明公开一种阳极板转运及存储控制系统和控制方法,对阳极板从水槽至电解车间的转运和存储进行控制,系统包括:取板单元,用于从水槽中提取阳极板;整形单元,用于对所述阳极板进行整形,得到整形后的阳极板;转运单元,用于将所述阳极板转运至整形单元或缓存单元,或将整形后的阳极板转运至缓存单元或电解车间;缓存单元,用于缓存所述阳极板或整形后的阳极板;控制单元,用于至少获取水槽、整形单元和缓存单元中阳极板的状态数据,并控制所述取板单元和转运单元。本发明通过设置取板单元、转运单元和控制单元,将阳极板在各个单元之间进行转运,实现高效率、全面自动化和信息化的阳极板转运和存储流程。
技术研发人员:谭天笑,邓君,彭康,郑祎,邱永峰,查铂,廖济红
受保护的技术使用者:湖南天桥嘉成智能科技有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!