一种切片输送管道堵塞自动处理系统及其处理方法与流程
本发明涉及锦纶聚合切片输送,尤其涉及一种切片输送管道堵塞自动处理系统及其处理方法。
背景技术:
1、从每个干燥系统的冷却罐,切片通过重力连续排出,并由旋转阀计量到一个中间罐100中。在一个中间罐100从冷却罐装料时,另一个中间罐100由切片输送系统排空。在批称量和质量控制,切片气流输送到指定的切片贮存罐,干燥机氮气循环很重要,中间罐是与用于切片输送的氮气循环分开,切片输送的氮气不会进入中间罐或干燥机。现有的切片输送装置如图1所示,中间罐100的切片被送至发送罐200,再由发送罐200以氮气为载体将切片送至料仓300。
2、当切片送至料仓300时发生堵管需进行拆除料仓300与发送罐200间的管道400,清理管道400内部堵塞切片,用时较长。短时间无法处理完成,导致前工段停车,造成产品质量下降,产能降低。
技术实现思路
1、本发明要解决的技术问题,在于提供一种切片输送管道堵塞自动处理系统及其处理方法,能够快速处理切片输送管道堵塞的问题,减小对前工段工艺造成的不良影响,使得产品质量稳定。
2、本发明是这样实现的:
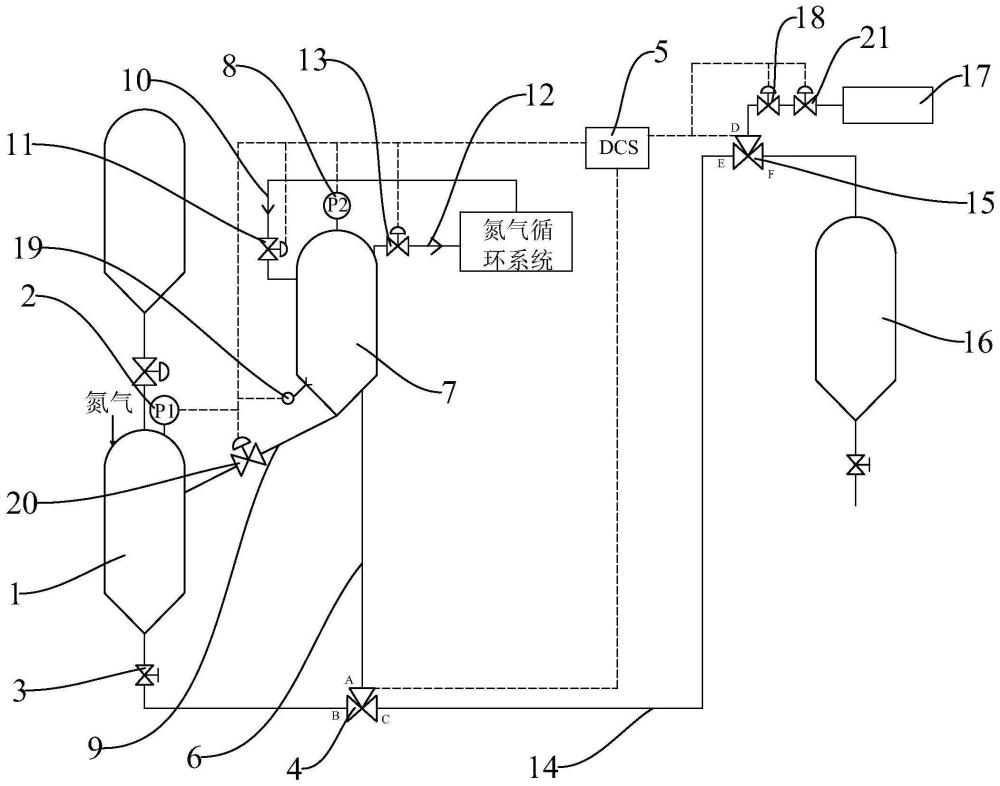
3、第一方面,本发明提供了一种切片输送管道堵塞自动处理系统,包括有发送罐,所述发送罐内设置有第一压力传感器,所述第一发送罐底部连接有第一控制阀,所述第一控制阀连接有第一三向阀,所述自动处理系统还包括有控制模块,所述第一压力传感器和第一三向阀均与控制模块电性连接;
4、所述第一三向阀的一端口通过第四管道连接有暂存罐,所述暂存罐顶部连接有第二压力传感器,所述第二压力传感器与控制模块电性连接,所述暂存罐底部通过第一管道与发送罐连通,所述暂存罐上端连接有氮气进气管,所述氮气进气管连接有第四控制阀,所述第四控制阀与控制模块电性连接,所述暂存罐顶部连接有氮气排放管,所述氮气排放管连接有第二控制阀,所述第二控制阀与控制模块电性连接,所述氮气进气管和氮气排放管均与氮气循环系统连接;
5、所述第一三向阀的另一端口连接有第二管道,所述第二管道连接有第二三向阀,所述第二三向阀与控制模块电性连接,所述第二三向阀的一端口连接有料仓,所述第二三向阀的另一端口通过第三管道连接有氮气瓶,所述第三管道连接有第三控制阀,所述第三控制阀与控制模块电性连接。
6、进一步地,所述暂存罐底部斜接有音叉液位计,所述音叉液位计与控制模块电性连接。
7、进一步地,所述第四控制阀为脉冲阀。
8、进一步地,所述第一管道连接有用于控制第一管道通断的排料阀,所述排料阀与控制模块电性连接。
9、进一步地,所述第三管道连接有减压阀,所述减压阀设置在第三管道靠近氮气瓶的一端。
10、进一步地,所述第一管道连接在发送罐的上端。
11、进一步地,所述第四管道延伸到暂存罐的内部。
12、第二方面,本发明提供了一种切片输送管道堵塞自动处理,基于第一方面提供的一种切片输送管道堵塞自动处理系统,包括有如下步骤:
13、s1、第一压力传感器检测发送罐的内部压力,并且向控制模块传输数据,当发送罐的内部压力大于等于380mpa时,控制模块判定发送罐发生堵塞;
14、s2、控制模块控制第三控制阀打开,控制第一三向阀和第二三向阀切换,使第一三向阀的a端口与c端口连通,第二换向阀的d端口与e端口连通,氮气瓶内的氮气经过减压阀后吹向第二管道,将第二管道内的切片输送到暂存罐中;
15、s3、第二压力传感器检测暂存罐的内部压力,并且向控制模块传输数据,当暂存罐的内部压力大于等于300kpa时,控制模块判定切片输送管道疏通;
16、s4、控制模块控制第三控制阀关闭,控制第一三向阀和第二三向阀切换,使第一三向阀的b端口与c端口连通,第二换向阀的e端口与f端口连通;
17、s5、控制模块控制第二控制阀打开,将暂存罐内的氮气排向氮气循环系统,使暂存罐卸压,当第二压力传感器测得的压力小于等于200kpa时,控制模块控制第二控制阀关闭;
18、s6、随后,控制模块控制排料阀打开,暂存罐内的切片流向发送罐;
19、s7、吹扫暂存罐内残留切片时,控制模块控制第四控制阀工作,氮气循环系统通过氮气进气管吹入暂存罐内;
20、s8、在暂存罐内切片全部排向发送罐后,排料阀和第四控制阀关闭。
21、进一步地,在所述步骤s2中,减压阀将氮气瓶吹出的氮气压力减小至600kpa。
22、进一步地,在所述步骤s7中,第四控制阀间歇开闭,且在暂存罐的切片量下降至最低点时,第四控制阀连续开启5s,以将暂存罐内切片全部排向发送罐。
23、本发明的优点在于:切片送至料仓过程中,发生堵管的现象时,氮气瓶反冲,可将输送管道中的切片吹向暂存罐,快速处理解决输送管道堵塞的问题,减小对前工段工艺造成的不良影响,使得产品质量稳定。
技术特征:
1.一种切片输送管道堵塞自动处理系统,包括有发送罐,其特征在于:所述发送罐内设置有第一压力传感器,所述第一发送罐底部连接有第一控制阀,所述第一控制阀连接有第一三向阀,所述自动处理系统还包括有控制模块,所述第一压力传感器和第一三向阀均与控制模块电性连接;
2.如权利要求1所述的一种切片输送管道堵塞自动处理系统,其特征在于:所述暂存罐底部斜接有音叉液位计,所述音叉液位计与控制模块电性连接。
3.如权利要求1所述的一种切片输送管道堵塞自动处理系统,其特征在于:所述第四控制阀为脉冲阀。
4.如权利要求1所述的一种切片输送管道堵塞自动处理系统,其特征在于:所述第一管道连接有用于控制第一管道通断的排料阀,所述排料阀与控制模块电性连接。
5.如权利要求1所述的一种切片输送管道堵塞自动处理系统,其特征在于:所述第三管道连接有减压阀,所述减压阀设置在第三管道靠近氮气瓶的一端。
6.如权利要求1所述的一种切片输送管道堵塞自动处理系统,其特征在于:所述第一管道连接在发送罐的上端。
7.如权利要求1所述的一种切片输送管道堵塞自动处理系统,其特征在于:所述第四管道延伸到暂存罐的内部。
8.一种切片输送管道堵塞自动处理方法,其特征在于:基于权利要求1-7任一项所述的切片输送管道堵塞自动处理系统,包括有如下步骤:
9.如权利要求8所述的一种切片输送管道堵塞自动处理方法,其特征在于:在所述步骤s2中,减压阀将氮气瓶吹出的氮气压力减小至600kpa。
10.如权利要求8所述的一种切片输送管道堵塞自动处理方法,其特征在于:在所述步骤s7中,第四控制阀间歇开闭,且在暂存罐的切片量下降至最低点时,第四控制阀连续开启5s,以将暂存罐内切片全部排向发送罐。
技术总结
本发明提供一种切片输送管道堵塞自动处理系统及其处理方法,所述处理系统包括有发送罐,发送罐内设有第一压力传感器,第一发送罐底部连接有第一控制阀,第一控制阀连接有第一三向阀,第一三向阀连接有暂存罐,暂存罐顶部连接有第二压力传感器,暂存罐底部与发送罐连通,暂存罐连接有氮气进气管和氮气排放管;第一三向阀的另一端口连接有第二管道,第二管道连接有第二三向阀,第二三向阀的一端口连接有料仓,第二三向阀的另一端口连接有氮气瓶。切片送至料仓过程中,发生堵管的现象时,氮气瓶反冲,可将输送管道中的切片吹向暂存罐,快速处理解决输送管道堵塞的问题,减小对前工段工艺造成的不良影响,使得产品质量稳定。
技术研发人员:张鹏,谷小丽
受保护的技术使用者:福建省恒申合纤科技有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!