包装袋口整形装置的制作方法
本发明涉及包装自动化领域,特别涉及一种包装袋口整形装置。
背景技术:
1、条形包装袋封口后,内部物料没有完全填充满时,会留有一段袋口,为了装箱等后续流程的需求,这部分袋口要压扁、弯折后黏附于包装袋身;授权公告号cn 218086144u公开了一种袋口翻折装置及包装设备,其中袋口翻折装置包括第一袋口整型机构和第二袋口整型机构,第一袋口整型机构上设置有可移动的第一袋口整型板,第二袋口整型机构包括:行程驱动件,行程驱动件包括固定端和活动端;第二袋口整型板,第二袋口整型板设在行程驱动件的活动端,且与第一袋口整型板对应设置,以便行程驱动件在执行第一段行程时带动第二袋口整型板与第一袋口整型板相配合对袋口进行压平整型;袋口翻折板,袋口翻折板设置在第二袋口整型板一侧,以便行程驱动件在执行第二段行程时带动袋口翻折板对袋口进行翻折;由此,通过两段行程实现两种功能,从而替代旧有机构的推头二次推动作,使推头可以提前返回作预备,提高整机速度。
2、现有装置提供了一种可以自动对袋口整形和弯折的技术方案,但没有解决袋口贴合包装袋身的需求,因此需要增设一个喷胶及折袋口的装置,而现有的喷胶装置单独设置工位,喷胶后需要等待一段时间待胶水表面粘性增强至可以黏附的条件后,再将袋口弯折后黏附,这一过程包装袋在工位上停止,降低整个自动化包装的节拍,进而降低生产速度。
技术实现思路
1、本发明旨在至少在一定程度上解决上述技术中的技术问题之一。为此,本发明的目的在于提出一种包装袋口整形装置,完成包装袋口压平整形后喷胶,在等待胶水粘性提升的过程中移动包装袋并完成袋口的黏贴工作,减少静置等待时间。
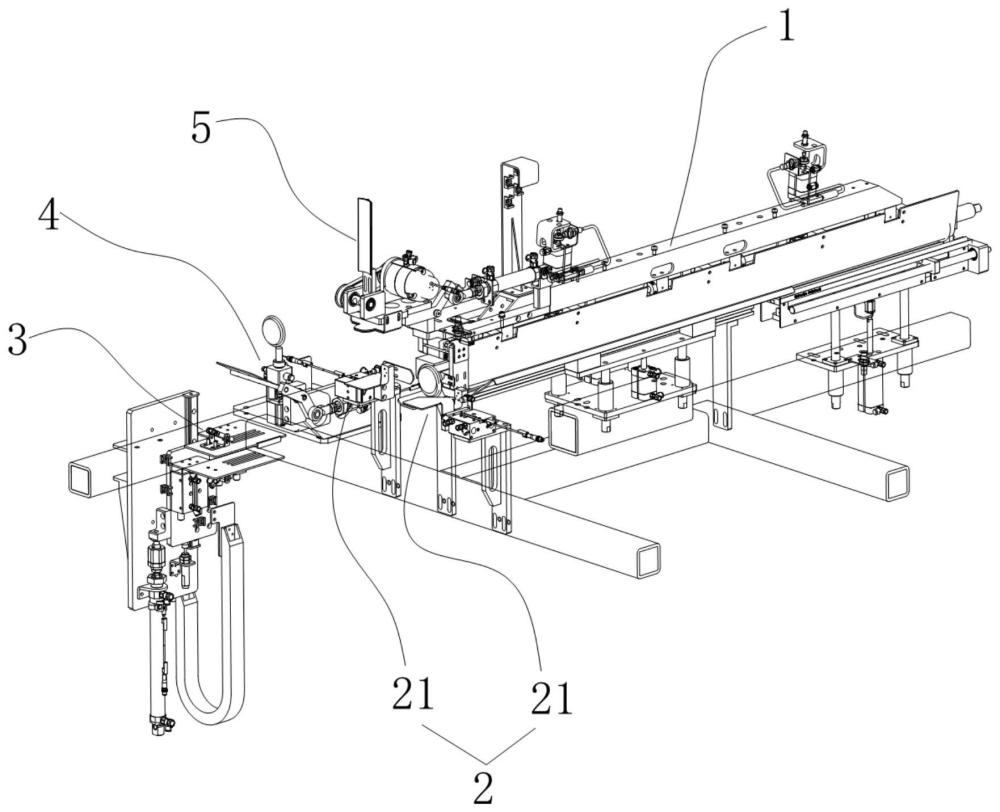
2、为达到上述目的,本发明的实施例提出了一种包装袋口整形装置,包括:
3、夹爪:夹持和移动包装袋;
4、插角定型机构:包括左右相对设置的两个插角组件,插角组件相互接近,将包装袋两侧沿折线向内弯折;
5、压平机构:可相对所述夹爪上下活动,包括上压平组件和下压平组件,两个压平组件靠近,将包装袋上下部分压在一起后,所述压平机构向下运动带动包装袋口向下弯折;
6、喷胶机构:包括喷胶组件和折袋组件,所述折袋组件在所述压平机构向下移动时摆动至包装袋口下方,所述喷胶组件将胶水喷涂至包装袋外表面;
7、整形机构:设于所述夹爪上,包括第一摆动元件、第一驱动件、第二摆动元件和第二驱动元件;所述第一摆动元件可摆动的设于所述夹爪上部,所述第一驱动件驱动所述第一摆动元件摆动压紧包装袋口;所述第二摆动元件设于所述第一摆动元件上,由所述第二驱动件驱动,使其相对于第一摆动元件摆动,将包装袋口弯折贴靠于喷胶区域。
8、根据本发明实施例的包装袋口整形装置,在插角定型机构、压平机构完成包装袋口压合,喷胶机构喷胶并完成袋口下拉后,夹爪将包装袋夹持至下一工位的过程中,设于夹爪上的整形机构将包装袋袋口弯折后贴合于包装袋上,充分利用夹爪移动的时间,使整个包装袋整形过程不会因为等待胶水而停止,提高效率。
9、另外,根据本发明上述实施例提出的一种,还可以具有如下附加的技术特征:
10、可选地,所述插角组件包括插角气缸,以及设于插角气缸移动端上的横向划板和横向压条,所述横向压条可调节伸出长度。
11、可选地,所述压平机构包括压平气缸,所述压平气缸的伸缩端上设有所述上压平组件和所述下压平组件。
12、可选地,所述折袋组件包括折袋摆臂、折袋挡片和折袋气缸,所述折袋摆臂相对包装袋摆动,所述折袋气缸的伸缩端铰接于所述折袋摆臂的一端,所述折袋挡片设于所述折袋摆臂的另一端。
13、可选地,所述第二驱动元件为步进电机,所述第二摆动元件对应设有同步轮,同步轮与步进电机的旋转端通过同步带连接。
技术特征:
1.包装袋口整形装置,其特征在于:包括
2.如权利要求1所述的包装袋口整形装置,其特征在于:所述插角组件包括插角气缸,以及设于插角气缸移动端上的横向划板和横向压条,所述横向压条可调节伸出长度。
3.如权利要求1所述的包装袋口整形装置,其特征在于:所述压平机构包括压平气缸,所述压平气缸的伸缩端上设有所述上压平组件和所述下压平组件。
4.如权利要求1所述的包装袋口整形装置,其特征在于:所述折袋组件包括折袋摆臂、折袋挡片和折袋气缸,所述折袋摆臂相对包装袋摆动,所述折袋气缸的伸缩端铰接于所述折袋摆臂的一端,所述折袋挡片设于所述折袋摆臂的另一端。
5.如权利要求1所述的包装袋口整形装置,其特征在于:所述第二驱动元件为步进电机,所述第二摆动元件对应设有同步轮,同步轮与步进电机的旋转端通过同步带连接。
技术总结
本发明公开了一种包装袋口整形装置,包括:夹爪;插角定型机构;压平机构;喷胶机构和整形机构,其中,整形机构设于夹爪上,包括第一摆动元件、第一驱动件、第二摆动元件和第二驱动元件;第一摆动元件可摆动的设于夹爪上部,第一驱动件驱动第一摆动元件摆动压紧包装袋口;第二摆动元件设于第一摆动元件上,由第二驱动件驱动,使其相对于第一摆动元件摆动,将包装袋口弯折贴靠于喷胶区域。本发明在插角定型机构、压平机构完成包装袋口压合,喷胶机构喷胶并完成袋口下拉后,夹爪将包装袋夹持至下一工位的过程中,整形机构将包装袋袋口弯折后贴合于包装袋上,充分利用夹爪移动的时间,使整个包装袋整形过程不会因为等待胶水而停止,提高效率。
技术研发人员:李庭,邓伟略,龚培航
受保护的技术使用者:厦门恒创伟业科技有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!