一种冰箱注塑件生产用冲压模具的制作方法
:
1.本实用新型涉及一种冰箱注塑件生产用冲压模具。
背景技术:
2.冲压模具,是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.目前市场上的成型模芯为一体式结构,在成型模芯存在磨损后,需要整体更换,使用成本高。
技术实现要素:
4.本实用新型是为了解决上述现有技术存在的问题而提供一种冰箱注塑件生产用冲压模具。
5.本实用新型所采用的技术方案有:一种冰箱注塑件生产用冲压模具,包括上模具、下模具和成型模芯,所述上模具置于下模具的上方,在下模具上设有安装腔,成型模芯固定于安装腔内,在上模具的冲压端面上设有与成型模芯外形相适配的成型腔,还包括卡紧块、圆弧片、连接柱和锁紧钉,所述成型模芯为分体式结构,包括模芯座和模芯体,模芯座固定连接在下模具上,在模芯座上设有固定腔,在固定腔内设置四个矩形腔每两个矩形腔形成一组,每组的两个矩形腔之间设置一个螺孔,在每个矩形腔内插接一个卡紧块,每个卡紧块的底端固定一根圆弧片,圆弧片固定在连接柱上,连接柱固定在下模具上,在模芯体的底面上设有两个锁紧槽,每组两个矩形腔内的卡紧块插接于对应位置的锁紧槽内,在每组两个矩形腔之间的螺孔内螺纹连接锁紧钉,锁紧钉撑开对应位置的两个卡紧块,并将卡紧块抵触在模芯体的锁紧槽内。
6.进一步地,所述卡紧块的外端面为斜面结构,与斜面相对的一侧侧面上设有半圆弧槽,两个卡紧块贴合后,两个半圆弧槽组成圆孔,所述圆孔与对应位置的螺孔同轴,且两个半圆弧槽组成圆孔的孔径小于螺孔的孔径。
7.进一步地,所述圆弧片为弹片结构,圆弧片的上下两端分别焊接在卡紧块和连接柱上。
8.进一步地,所述下模具包括下模板和下模座,下模板固定在下模座上,在下模座上设有装卸孔,所述装卸孔对应与锁紧钉同轴。
9.本实用新型具有如下有益效果:
10.本实用新型中的成型模芯为分体式结构,在模芯体存在磨损后,只需更换对应的模芯体即可,节省材料,降低使用成本,模芯体在模芯座上的安装结构便于实现快速装卸,装配稳定可靠,结构设计新颖,锁紧效果好。
附图说明:
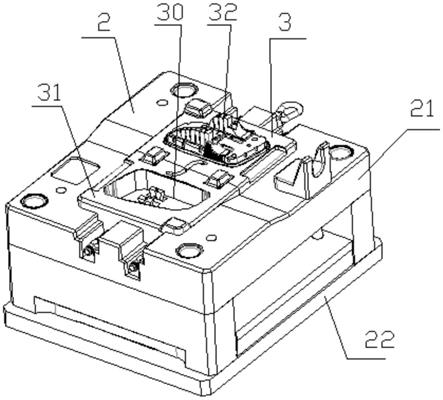
11.图1为本实用新型结构图。
12.图2为本实用新型的局部放大图。
13.图3为本实用新型中卡紧块、圆弧片、连接柱和锁紧钉之间的装配结构图。
具体实施方式:
14.下面结合附图对本实用新型作进一步的说明。
15.如图1至图3,本实用新型一种冰箱注塑件生产用冲压模具,包括上模具、下模具2、成型模芯3、卡紧块41、圆弧片42、连接柱43和锁紧钉44,上模具置于下模具2的上方,在下模具2上设有安装腔,成型模芯3固定于安装腔内,在上模具的冲压端面上设有与成型模芯3外形相适配的成型腔。
16.本实用新型中的成型模芯3为分体式结构,包括模芯座31和模芯体32,模芯座31通过螺钉固定连接在下模具2的安装腔内,
17.在模芯座31上设有固定腔30,在固定腔30内设置四个矩形腔301,每两个矩形腔301形成一组,每组的两个矩形腔301并列设置,并在两者之间设置一个螺孔,在每个矩形腔301内插接一个卡紧块41,卡紧块41滑动连接在矩形腔301内。
18.在每个卡紧块41的底端固定一根圆弧片42,圆弧片42固定在连接柱43上,连接柱43固定在下模具2上。
19.在模芯体32的底面上设有两个锁紧槽,每个锁紧槽用于插接一组矩形腔301上的两个卡紧块41。在每组两个矩形腔301之间的螺孔内螺纹连接锁紧钉44,锁紧钉44撑开对应位置的两个卡紧块41,并将卡紧块41抵触在模芯体32的锁紧槽内。
20.为便于将卡紧块41更紧固的卡接于模芯体32的锁紧槽内,本实用新型中的卡紧块41的外端面为斜面结构,与之相对应地,锁紧槽的槽壁面为斜面结构。
21.为便于锁紧钉44伸于两卡紧块41之间并将两卡紧块41推开,在卡紧块41上与斜面相对的一侧侧面上设有半圆弧槽,两个卡紧块41贴合后,两个半圆弧槽组成圆孔,圆孔与对应位置的螺孔同轴,且两个半圆弧槽组成圆孔的孔径小于螺孔的孔径。
22.本实用新型中的圆弧片42为弹片结构,圆弧片42的上下两端分别焊接在卡紧块41和连接柱43上。弹片结构的圆弧片42使得锁紧钉44松开后,两个卡紧块41能够相向滑动自动靠拢,方便模芯体32从模芯座31内脱出。
23.下模具2包括下模板21和下模座22,下模板21固定在下模座22上。为方便旋转锁紧钉44,在下模座22上设有装卸孔,装卸孔对应与锁紧钉44同轴。
24.本实用新型中的成型模芯3为分体式结构,在模芯体存在磨损后,只需更换对应的模芯体即可,节省材料,降低使用成本,模芯体在模芯座上的安装结构便于实现快速装卸,装配稳定可靠,结构设计新颖,锁紧效果好。
25.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下还可以作出若干改进,这些改进也应视为本实用新型的保护范围。
技术特征:
1.一种冰箱注塑件生产用冲压模具,包括上模具、下模具(2)和成型模芯(3),所述上模具置于下模具(2)的上方,在下模具(2)上设有安装腔,成型模芯(3)固定于安装腔内,在上模具的冲压端面上设有与成型模芯(3)外形相适配的成型腔,其特征在于:还包括卡紧块(41)、圆弧片(42)、连接柱(43)和锁紧钉(44),所述成型模芯(3)为分体式结构,包括模芯座(31)和模芯体(32),模芯座(31)固定连接在下模具(2)上,在模芯座(31)上设有固定腔(30),在固定腔(30)内设置四个矩形腔(301),每两个矩形腔(301)形成一组,每组的两个矩形腔(301)之间设置一个螺孔,在每个矩形腔(301)内插接一个卡紧块(41),每个卡紧块(41)的底端固定一根圆弧片(42),圆弧片(42)固定在连接柱(43)上,连接柱(43)固定在下模具(2)上,在模芯体(32)的底面上设有两个锁紧槽,每组两个矩形腔(301)内的卡紧块(41)插接于对应位置的锁紧槽内,在每组两个矩形腔(301)之间的螺孔内螺纹连接锁紧钉(44),锁紧钉(44)撑开对应位置的两个卡紧块(41),并将卡紧块(41)抵触在模芯体(32)的锁紧槽内。2.如权利要求1所述的冰箱注塑件生产用冲压模具,其特征在于:所述卡紧块(41)的外端面为斜面结构,与斜面相对的一侧侧面上设有半圆弧槽,两个卡紧块(41)贴合后,两个半圆弧槽组成圆孔,所述圆孔与对应位置的螺孔同轴,且两个半圆弧槽组成圆孔的孔径小于螺孔的孔径。3.如权利要求1所述的冰箱注塑件生产用冲压模具,其特征在于:所述圆弧片(42)为弹片结构,圆弧片(42)的上下两端分别焊接在卡紧块(41)和连接柱(43)上。4.如权利要求1所述的冰箱注塑件生产用冲压模具,其特征在于:所述下模具(2)包括下模板(21)和下模座(22),下模板(21)固定在下模座(22)上,在下模座(22)上设有装卸孔,所述装卸孔对应与锁紧钉(44)同轴。
技术总结
本实用新型公开了一种冰箱注塑件生产用冲压模具,成型模芯为分体式结构,包括模芯座和模芯体,模芯座固定连接在下模具上,在模芯座上设有固定腔,在固定腔内设置四个矩形腔每两个矩形腔形成一组,每组的两个矩形腔之间设置一个螺孔,在每个矩形腔内插接一个卡紧块,每个卡紧块的底端固定一根圆弧片,圆弧片固定在连接柱上,连接柱固定在下模具上,在模芯体的底面上设有两个锁紧槽,每组两个矩形腔内的卡紧块插接于对应位置的锁紧槽内,在每组两个矩形腔之间的螺孔内螺纹连接锁紧钉,锁紧钉撑开对应位置的两个卡紧块。本实用新型中的成型模芯为分体式结构,在模芯体存在磨损后,只需更换对应的模芯体即可,节省材料,降低使用成本。本。本。
技术研发人员:姚峰
受保护的技术使用者:泰州市翔顺动力机械有限公司
技术研发日:2020.12.21
技术公布日:2021/9/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1