驱动侧移自动成型机的制作方法
1.本实用新型涉及自动成型机领域,具体而言,涉及驱动侧移自动成型机。
背景技术:
2.介绍
3.现有的自动成型机由于设备体积较大,消耗的能量较多,同时稳定性也较差。
4.鉴于此,本申请发明人发明了驱动侧移自动成型机。
技术实现要素:
5.本实用新型提供了驱动侧移自动成型机,旨在改善设备工作时损耗太大问题。
6.为实现上述目的,本实用新型提供了如下技术方案:
7.包括导轨座和移模,其特征在于,所述导轨座包括单滑导轨和双滑导轨座,所述单滑导轨上方设置有导轨,所述导轨上部分别设置有水冷管和蒸汽主管道,所述导轨座一端垂直设置有直线导轨,所述直线导轨下方设置钣金,所述单滑导轨一侧设置有驱臂。
8.进一步的,所述导轨座一侧设置有减速机,所述导轨座下方设置有油缸锁模,所述油缸锁模下方设置有电柜。
9.进一步的,所述水冷管下方设置有左侧移蒸汽管,所述左侧移蒸汽管下方设置有侧移a框,所述侧移a框一侧安装有侧移b框,所述侧移a框和侧移b框分别位于第二导轨上滑动,所述侧移a框下方设置有侧移左排水管,所述侧移b框上部设置有右侧移蒸汽管,所述侧移a框上方设置有定位装置。
10.进一步的,侧移a框和侧移b框安装在所述侧移支架上,所述侧移支架上设置有丝杠。
11.与现有技术相比,本实用新型的有益效果是:
12.1.设备采用高精度直线导轨,耐磨,使用寿命长,更换简单,合模精度高。
13.2.开合模采用伺服减速机驱动,开合速度快,环保,减少设备热量消耗。
14.3.侧移式结构可在不停机的情况下取下产品循环工作,提高产能。
15.4.无需人员进入机器内取产品或放置配件。有利于操作人员的安全。
附图说明
16.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
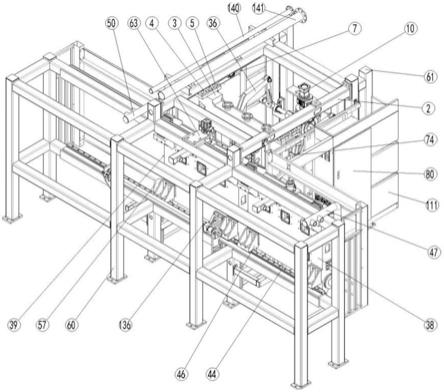
17.图1是本实用新型的结构示意图。
18.主要元件符号说明
19.2.导轨座3.移模4.单滑轨座5.双滑轨座7.导轨10.减速机 36驱臂38.侧移b框39.
侧移a框44.第二导轨46.侧移导轨座
20.47.右侧移蒸汽管50.左侧移蒸汽管57.侧移左边排水管60.侧移支架61.直线导轨63.定位装置74.油缸锁模器80.电柜驱动侧移自动成型机.钣金136.丝杠140.水冷管141.蒸汽主管道
具体实施方式
21.为使本实用新型实施方式的目的、技术方案和优点更加清楚,下面将结合本实用新型实施方式中的附图,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
22.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
23.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
24.实施例1,如图1所示,包括导轨座2和移模3,其特征在于,所述导轨座2包括单滑导轨4和双滑导轨座5,所述单滑导轨4上方设置有导轨7,所述导轨7上部分别设置有水冷管140和蒸汽主管道141,所述导轨座2一端垂直设置有直线导轨61,所述直线导轨61下方设置钣金111,所述单滑导轨4一侧设置有驱臂36。
25.具体的,所述导轨座2一侧设置有减速机10,所述导轨座2下方设置有油缸锁模74,所述油缸锁模74下方设置有电柜80。
26.具体的,所述水冷管140下方设置有左侧移蒸汽管50,所述左侧移蒸汽管50下方设置有侧移a框39,所述侧移a框39一侧安装有侧移b框38,所述侧移a框39和侧移b框38分别位于第二导轨44上滑动,所述侧移a 框39下方设置有侧移左排水管57,所述侧移b框38上部设置有右侧移蒸汽管47,所述侧移a框39上方设置有定位装置63。
27.具体的,侧移a框39和侧移b框38安装在所述侧移支架60上,所述侧移支架60上设置有丝杠136。
28.具体应用:1、启动机器前确保安全门在关闭状态2、气动电源3、运行伺服电机带动移模驱臂合模;4、入料;5、入蒸汽定型;6、入水冷与真空;7、开模到位;8、移动侧移电机由a
框换为b框;9、a框或b框到达原点后机器合模进入工作;10、取出产品并装入配件进入下一循环。
29.以上所述仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.驱动侧移自动成型机,包括导轨座(2)和移模(3),其特征在于,所述导轨座(2)包括单滑导轨(4)和双滑导轨座(5),所述单滑导轨(4)上方设置有导轨(7),所述导轨(7)上部分别设置有水冷管(140)和蒸汽主管道(141),所述导轨座(2)一端垂直设置有直线导轨(61),所述直线导轨(61)下方设置钣金(111),所述单滑导轨(4)一侧设置有驱臂(36)。2.根据权利要求1所述的驱动侧移自动成型机,其特征在于,所述导轨座(2)一侧设置有减速机(10),所述导轨座(2)下方设置有油缸锁模(74),所述油缸锁模(74)下方设置有电柜(80)。3.根据权利要求1所述的驱动侧移自动成型机,其特征在于,所述水冷管(140)下方设置有左侧移蒸汽管(50),所述左侧移蒸汽管(50)下方设置有侧移a框(39),所述侧移a框(39)一侧安装有侧移b框(38),所述侧移a框(39)和侧移b框(38)分别位于第二导轨(44)上滑动,所述侧移a框(39)下方设置有侧移左排水管(57),所述侧移b框(38)上部设置有右侧移蒸汽管(47),所述侧移a框(39)上方设置有定位装置(63)。4.根据权利要求1所述的驱动侧移自动成型机,其特征在于,侧移a框(39)和侧移b框(38)安装在侧移支架(60)上,侧移支架(60)上设置有丝杠(136)。
技术总结
本实用新型提供了驱动侧移自动成型机,涉及自动成型机技术领域。包括导轨座和移模,其特征在于,所述导轨座包括单滑导轨和双滑导轨座,所述单滑导轨上方设置有导轨,所述导轨上部分别设置有水冷管和蒸汽主管道,所述导轨座一端垂直设置有直线导轨,所述直线导轨下方设置钣金,所述单滑导轨一侧设置有驱臂。本实用新型实现了成型机的高效运作。新型实现了成型机的高效运作。新型实现了成型机的高效运作。
技术研发人员:刘建峰
受保护的技术使用者:深圳市英泰龙机械有限公司
技术研发日:2020.12.24
技术公布日:2021/11/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1