一种汽车低压注塑可实现模内切边的模具结构的制作方法
1.本实用新型涉及了注塑模具技术领域,具体是一种汽车低压注塑可实现模内切边的模具结构。
背景技术:
2.传统的低压注塑模具一般分为两步完成:第一步,先把一块裁剪好的布胚放到模具当中注塑成型,成型后产品四周会有多余残布,这时的产品只是半成品,第二步,由多名工人修剪产品四周的多余残布。或者重新制作一套对应切残布的治具,由工人完成残布修剪,效率比全人工略高,来完成从半成品到成品的过程,剪切残布的工作如果完全靠人工手工修剪,每款产品需要配备多名工人,并且品质方面会因为工人的熟练程度参差不齐,效率非常低下,且报废率极高,严重浪费人力物力和时间成本,如果制作剪切治具,相对与手工剪切工人会减少,品质也会相对提高,但每款产品都必须要对应的剪切治具,并且每套治具还要需要配备工人来操作,也大大浪费了物力和时间成本。
技术实现要素:
3.为了克服现有技术中的缺陷,本实用新型实施例提供了一种汽车低压注塑可实现模内切边的模具结构,来解决上述背景技术中提出的问题。
4.本实用新型公开了:一种汽车低压注塑可实现模内切边的模具结构,包括上固定板、前模、后模板、方铁、顶针板、托针板、热流道底、热流道板、下固定板和后模芯,所述后模芯设置在前模和后模板之间,所述前模的型腔和后模芯边缘的贴合面设置为分型面,所述前模的型腔和后模芯中间的不贴合空间设置为胶位面,所述后模芯的分型面靠近胶位面的口部设置有倒v字型的刀口状凸起块。
5.优选的,所述倒v字型的刀口状凸起块进行激光加硬处理。
6.优选的,所述前模的上端面固定安装在上固定板上,所述上固定板固定安装在注塑机上。
7.优选的,所述后模板的下底面两侧各固定连接有一块方铁,且两块方铁相互平行,所述方铁的底面固定安装在热流道底上,所述热流道底固定安装在热流道板上,所述热流道板固定安装在下固定板上,所述下固定板固定安装在注塑机的模具安装工作台上。
8.优选的,所述热流道底上方、两块方铁之间设置有托针板,所述托针板上方固定安装有顶针板。
9.优选的,所述下固定板上沿z轴方向贯穿安装有多根顶杆和多根导杆,所述顶杆的上端部固定安装在所述托针板上,所述导杆的上端部贯穿顶针板、托针板固定连接在后模板上,所述顶针板上沿z轴方向固定安装有多根顶针。
10.本实用新型的有益效果如下:本实用新型通过在后模芯的分型面靠近胶位面的口部设置有倒v字型的刀口状凸起块,在注胶机注塑的同时,对产品残布进行自动裁剪,大大缩短了产品完成的时间、品质稳定,且裁剪过程不需要手工辅助、完全自动化,节省人力物
力和时间等多方面成本。
11.为让本实用新型的上述和其他目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附图式,作详细说明如下。
附图说明
12.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
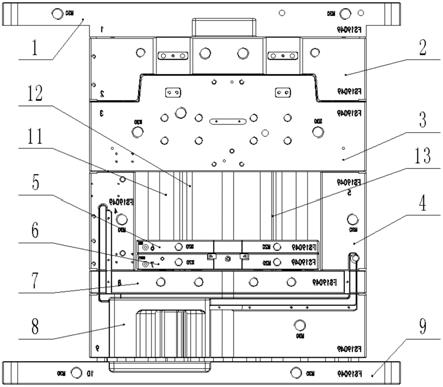
13.图1是本实用新型的正视图;
14.图2是本实用新型后模芯的三维结构示意图。
15.以上附图的附图标记:上固定板1,前模2,后模板3,方铁4,顶针板5,托针板6,热流道底7,热流道板8,下固定板9,后模芯10,顶杆11,导杆12,顶针13,倒v字型的刀口状凸起块14。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.参照图1和图2,一种汽车低压注塑可实现模内切边的模具结构,包括上固定板1、前模2、后模板3、方铁4、顶针板5、托针板6、热流道底7、热流道板8、下固定板9和后模芯10,所述后模芯10设置在前模2和后模板3之间,所述前模2的型腔和后模芯10边缘的贴合面设置为分型面,所述前模2的型腔和后模芯10中间的不贴合空间设置为胶位面,所述后模芯10的分型面靠近胶位面的口部设置有倒v字型的刀口状凸起块14,前模2的型腔会和后模芯10合模时,用于裁剪产品上的残步。
18.进一步地,所述倒v字型的刀口状凸起块14需要激光加硬处理,使刀口更加锋利耐磨。
19.进一步地,所述前模2的上端面固定安装在上固定板1上,所述上固定板1固定安装在注塑机上。
20.进一步地,所述后模板3的下底面两侧各固定连接有一块方铁4,且两块方铁4相互平行,所述方铁4的底面固定安装在热流道底7上,所述热流道底7固定安装在热流道板8上,所述热流道板8固定安装在下固定板9上,所述下固定板9固定安装在注塑机的模具安装工作台上。
21.进一步地,所述热流道底7上方、两块方铁4之间设置有托针板6,所述托针板6上方固定安装有顶针板5。
22.进一步地,所述下固定板9上沿z轴方向贯穿安装有多根顶杆11和多根导杆12,所述顶杆11的上端部固定安装在所述托针板6上,所述导杆12的上端部贯穿顶针板5、托针板 6固定连接在后模板3上,注塑机的升降杆驱动第一顶杆11推动顶针板5、托针板6沿着导杆
12移动,所述顶针板5上沿z轴方向固定安装有多根顶针13,用于顶出注胶成型后的产品。
23.工作原理:产品成型时,前模2的型腔会和后模芯10整体分开,在中间固定安装好裁剪好的布胚,然后前模2的型腔会和后模芯10合模,此时后模芯10的倒v字型的刀口状凸起块14会和型腔2的分型面贴合,完成残布的剪切工作,注塑机也可以同时完成注塑,一步到位。
24.本实用新型中应用了具体实施例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种汽车低压注塑可实现模内切边的模具结构,包括上固定板、前模、后模板、方铁、顶针板、托针板、热流道底、热流道板、下固定板和后模芯,其特征在于:所述后模芯设置在前模和后模板之间,所述前模的型腔和后模芯边缘的贴合面设置为分型面,所述前模的型腔和后模芯中间的不贴合空间设置为胶位面,所述后模芯的分型面靠近胶位面的口部设置有倒v字型的刀口状凸起块。2.根据权利要求1所述的一种汽车低压注塑可实现模内切边的模具结构,其特征在于:所述倒v字型的刀口状凸起块进行激光加硬处理。3.根据权利要求1所述的一种汽车低压注塑可实现模内切边的模具结构,其特征在于:所述前模的上端面固定安装在上固定板上,所述上固定板固定安装在注塑机上。4.根据权利要求1所述的一种汽车低压注塑可实现模内切边的模具结构,其特征在于:所述后模板的下底面两侧各固定连接有一块方铁,且两块方铁相互平行,所述方铁的底面固定安装在热流道底上,所述热流道底固定安装在热流道板上,所述热流道板固定安装在下固定板上,所述下固定板固定安装在注塑机的模具安装工作台上。5.根据权利要求1所述的一种汽车低压注塑可实现模内切边的模具结构,其特征在于:所述热流道底上方、两块方铁之间设置有托针板,所述托针板上方固定安装有顶针板。6.根据权利要求1所述的一种汽车低压注塑可实现模内切边的模具结构,其特征在于:所述下固定板上沿z轴方向贯穿安装有多根顶杆和多根导杆,所述顶杆的上端部固定安装在所述托针板上,所述导杆的上端部贯穿顶针板、托针板固定连接在后模板上,所述顶针板上沿z轴方向固定安装有多根顶针。
技术总结
本实用新型公开了一种汽车低压注塑可实现模内切边的模具结构,包括上固定板、前模、后模板、方铁、顶针板、托针板、热流道底、热流道板、下固定板和后模芯,所述后模芯设置在前模和后模板之间,所述前模的型腔和后模芯边缘的贴合面设置为分型面,所述前模的型腔和后模芯中间的不贴合空间设置为胶位面,所述后模芯的分型面靠近胶位面的口部设置有倒V字型的刀口状凸起块。本实用新型通过在后模芯的分型面靠近胶位面的口部设置有倒V字型的刀口状凸起块,在注胶机注塑的同时,对产品残布进行自动裁剪,大大缩短了产品完成的时间、品质稳定,且裁剪过程不需要手工辅助、完全自动化,节省人力物力和时间等多方面成本。力物力和时间等多方面成本。力物力和时间等多方面成本。
技术研发人员:丰硕 刘文雄
受保护的技术使用者:苏州丰硕模具有限公司
技术研发日:2020.12.31
技术公布日:2021/11/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1