流体流动调整板和包括该流体流动调整板的挤出机的制作方法
1.本文公开的主题涉及用于将可挤出物质沉积到表面上的设备和方法。
背景技术:
2.在例如飞行器或其部件的结构的组装期间,可以利用由高度填充的复合材料制成的部件。这些高度填充的复合材料是半液态的固体化合物(本文中称为“流体”),包括填充有短增强纤维的高粘性树脂。高度填充的复合材料的示例包括但不限于其中具有增强纤维的热固性树脂材料和热塑性材料。这些材料被认为是“高度填充的复合材料”,因为在一些示例中,此类材料具有至少约40%纤维至约60%纤维的增强纤维饱和度。在其它示例中,高度填充的复合材料具有小于约40%或大于约60%的增强纤维饱和度。增强纤维可以是任何合适的增强纤维,包括但不限于具有合适长度的玻璃纤维和碳纤维,例如具有几毫米长度的高纵横比纤维束。然而,具有高纵横比纤维的高度填充的复合材料的挤出倾向于使纤维在流体流动方向上沿着挤出材料的长度或纵向轴线对齐,从而产生各向异性材料。例如,在使高度填充的复合材料穿过挤出模具后,纤维束的纵向轴线趋于与挤出物的纵向轴线对齐,而不是相对于挤出材料的纵向轴线随机化或不对齐。
技术实现要素:
3.因此,旨在解决至少上述关注的设备和方法将是有用的。
4.以下是本文公开的主题的示例的非穷举列表。
5.本文公开了一种流体流动调整板,所述流体流动调整板包括整体式本体、第一通道、第二通道、第三通道和第四通道。所述整体式本体具有入口侧表面和出口侧表面。第一通道在入口侧表面和出口侧表面之间延伸,并且包括第一通道入口开口和第一通道出口开口。第一通道入口开口具有限定在整体式本体的入口侧表面中的第一通道入口开口周边边界。第一通道出口开口具有限定在整体式本体的出口侧表面中的第一通道出口开口周边边界。第二通道在入口侧表面和出口侧表面之间延伸,并且包括第二通道入口开口和第二通道出口开口。第二通道入口开口具有限定在整体式本体的入口侧表面中的第二通道入口开口周边边界。第二通道出口开口具有限定在整体式本体的出口侧表面中的第二通道出口开口周边边界。第三通道在入口侧表面和出口侧表面之间延伸,并且包括第三通道入口开口和第三通道出口开口。第三通道入口开口具有限定在整体式本体的入口侧表面中的第三通道入口开口周边边界。第三通道出口开口具有限定在整体式本体的出口侧表面中的第三通道出口开口周边边界。第四通道在入口侧表面和出口侧表面之间延伸并且包括第四通道入口开口和第四通道出口开口。第四通道入口开口具有限定在整体式本体的入口侧表面中的第四通道入口开口周边边界。第四通道出口开口具有限定在整体式本体的出口侧表面中的第四通道出口开口周边边界。第一通道和第二通道在第一相交边界处彼此相交。第三通道和第四通道在第二相交边界处彼此相交。第一通道和第三通道彼此不相交。第一通道和第四通道彼此不相交。第二通道和第三通道彼此不相交。第二通道和第四通道彼此不相交。第
一通道入口开口周边边界具有与第四通道入口开口周边边界的单点接触。第一通道入口开口和第二通道入口开口至少通过入口侧表面的一部分而彼此分开。第一通道入口开口和第三通道入口开口至少通过入口侧表面的一部分而彼此分开。第二通道入口开口和第三通道入口开口至少通过入口侧表面的一部分而彼此分开。第三通道入口开口和第四通道入口开口至少通过入口侧表面的一部分而彼此分开。第二通道出口开口周边边界具有与第三通道出口开口周边边界的单点接触。第一通道出口开口和第二通道出口开口至少通过出口侧表面的一部分而彼此分开。第一通道出口开口和第三通道出口开口至少通过出口侧表面的一部分而彼此分开。第一通道出口开口和第四通道出口开口至少通过出口侧表面的一部分而彼此分开。第三通道出口开口和第四通道出口开口至少通过出口侧表面的一部分而彼此分开。
6.流体流动调整板在挤出期间使高度填充的复合材料的纤维的定向随机化,以便产生各向同性材料和由其形成的结构,该结构在基本上所有方向上具有基本上相似的机械性质。
7.本文还公开了一种挤出机,该挤出机包括材料进给腔室、喷嘴和流体流动调整板,该流体流动调整板联接到材料进给腔室和喷嘴。流体流动调整板包括整体式本体、第一通道、第二通道、第三通道和第四通道。所述整体式本体具有入口侧表面和出口侧表面。第一通道在入口侧表面和出口侧表面之间延伸,并且包括第一通道入口开口和第一通道出口开口。第一通道入口开口具有限定在整体式本体的入口侧表面中的第一通道入口开口周边边界。第一通道出口开口具有限定在整体式本体的出口侧表面中的第一通道出口开口周边边界。第二通道在入口侧表面和出口侧表面之间延伸,并且包括第二通道入口开口和第二通道出口开口。第二通道入口开口具有限定在整体式本体的入口侧表面中的第二通道入口开口周边边界。第二通道出口开口具有限定在整体式本体的出口侧表面中的第二通道出口开口周边边界。第三通道在入口侧表面和出口侧表面之间延伸,并且包括第三通道入口开口和第三通道出口开口。第三通道入口开口具有限定在整体式本体的入口侧表面中的第三通道入口开口周边边界。第三通道出口开口具有限定在整体式本体的出口侧表面中的第三通道出口开口周边边界。第四通道在入口侧表面和出口侧表面之间延伸并且包括第四通道入口开口和第四通道出口开口。第四通道入口开口具有限定在整体式本体的入口侧表面中的第四通道入口开口周边边界。第四通道出口开口具有限定在整体式本体的出口侧表面中的第四通道出口开口周边边界。第一通道和第二通道在第一相交边界处彼此相交。第三通道和第四通道在第二相交边界处彼此相交。第一通道和第三通道彼此不相交。第一通道和第四通道彼此不相交。第二通道和第三通道彼此不相交。第二通道和第四通道彼此不相交。第一通道入口开口周边边界具有与第四通道入口开口周边边界的单点接触。第一通道入口开口和第二通道入口开口至少通过入口侧表面的一部分而彼此分开。第一通道入口开口和第三通道入口开口至少通过入口侧表面的一部分而彼此分开。第二通道入口开口和第三通道入口开口至少通过入口侧表面的一部分而彼此分开。第三通道入口开口和第四通道入口开口至少通过入口侧表面的一部分而彼此分开。第二通道出口开口周边边界具有与第三通道出口开口周边边界的单点接触。第一通道出口开口和第二通道出口开口至少通过出口侧表面的一部分而彼此分开。第一通道出口开口和第三通道出口开口至少通过出口侧表面的一部分而彼此分开。第一通道出口开口和第四通道出口开口至少通过出口侧表面的一部分而
彼此分开。第三通道出口开口和第四通道出口开口至少通过出口侧表面的一部分而彼此分开。
8.包括流体流动调整板的挤出机迫使高度填充的复合材料穿过流体流动调整板,并且流体流动调整板在挤出期间使高度填充的复合材料的纤维的定向随机化以产生各向同性材料。
附图说明
9.现在将参考附图,附图不一定按比例绘制,并且其中在所有的几个视图中,相同的附图标记表示相同或相似的部件。在附图中:
10.图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2共同地是根据本文公开的主题的一个或多个示例的用于沉积可挤出物质的包括流体流动调整板的挤出机的方框图;
11.图2a是根据本文公开的主题的一个或多个示例的图1a
‑
1、图1a
‑
2、图1b
‑
1、
12.图1b
‑
2和图1c
‑
1、图1c
‑
2的挤出机的示意图;
13.图2b是根据本文公开的主题的一个或多个示例的图2a的挤出机的示意性端视图n
‑
n,示出了挤出喷嘴出口的形状;
14.图2c是根据本文公开的主题的一个或多个示例的图2a的挤出机的示意性端视图n
‑
n,示出了挤出喷嘴出口的形状;
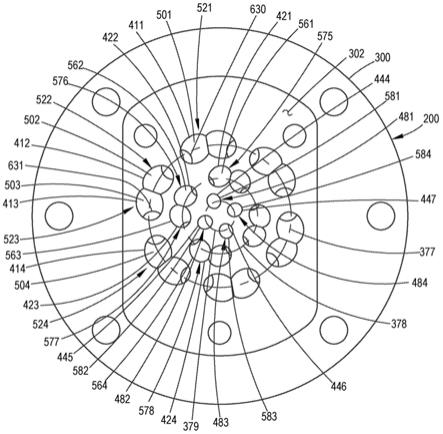
15.图3是根据本文公开的主题的一个或多个示例的图2a的挤出机的流体流动调整板的入口侧的示意图;
16.图4是根据本文公开的主题的一个或多个示例的图2a的挤出机的流体流动调整板的出口侧的示意图;
17.图5是根据本文公开的主题的一个或多个示例的示出了沿图3中的圆377截取的图2a的挤出机的流体流动调整板的局部横截面的示意性侧视图;
18.图6是根据本文公开的主题的一个或多个示例的沿图2a的挤出机的流体流动调整板的截面6
‑
6截取的示意性截面图;
19.图7a是根据本文公开的主题的一个或多个示例的沿图3中的圆377截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
20.图7b是根据本文公开的主题的一个或多个示例的沿图3中的圆377截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
21.图7c是根据本文公开的主题的一个或多个示例的沿图3中的圆377截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
22.图7d是根据本文公开的主题的一个或多个示例的沿图3中的圆377截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
23.图8a、图8b和图8c是根据本文公开的主题的一个或多个示例的图2a的挤出机的流体流动调整板的通道之间的相交的示意性立体图;
24.图9是根据本文公开的主题的一个或多个示例的示出了沿图3中的圆378截取的图2a的挤出机的流体流动调整板的局部横截面的示意性侧视图;
25.图10a是根据本文公开的主题的一个或多个示例的沿图3中的圆378截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
26.图10b是根据本文公开的主题的一个或多个示例的沿图3中的圆378截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
27.图10c是根据本文公开的主题的一个或多个示例的沿图3中的圆378截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
28.图10d是根据本文公开的主题的一个或多个示例的沿图3中的圆378截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
29.图11a是根据本文公开的主题的一个或多个示例的沿图3中的圆379截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
30.图11b是根据本文公开的主题的一个或多个示例的沿图3中的圆379截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
31.图11c是根据本文公开的主题的一个或多个示例的沿图3中的圆379截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
32.图11d是根据本文公开的主题的一个或多个示例的沿图3中的圆379截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
33.图11e是根据本文公开的主题的一个或多个示例的沿图3中的圆379截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
34.图11f是根据本文公开的主题的一个或多个示例的沿图3中的圆379截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
35.图11g是根据本文公开的主题的一个或多个示例的沿图3中的圆379截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
36.图11h是根据本文公开的主题的一个或多个示例的沿图3中的圆379截取的图2a的挤出机的流体流动调整板的示意性截面侧视视图;
37.图12是飞行器生产和维修方法的方框图;以及
38.图13是飞行器的示意图。
具体实施方式
39.在上述图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2中,连接各种元件和/或部件的实线(如果有的话)可以表示机械、电、流体、光、电磁和其它联接和/或其组合。如本文所用,“联接”是指直接和间接地关联。例如,构件a可以直接与构件b相关联,或者可以例如经由另一构件c间接地与其相关联。应当理解,并非必须表示各种公开的元件之间的所有关系。因此,也可以存在不同于方框图中所描绘的那些联接的联接。连接表示各种元件和/或部件的方框的虚线(如果有的话)表示在功能和目的上与由实线表示的那些联接类似的联接;然而,由虚线表示的联接可以被选择性地提供或者可以涉及本文公开的主题的替代示例。同样,用虚线表示的元件和/或部件(如果有的话)指示本文公开的主题的替代示例。在不脱离本文公开的主题的范围的情况下,可以从特定示例中省略以实线和/或虚线示出的一个或多个元件。环境元件(如果有的话)用虚线表示。为了清楚起见,也可以示出虚拟(假想)元件。本领域技术人员将理解,图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2中所示的特征中的一些可以以各种方式组合,而不需要包括图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2、其它附图和/或所附公开中描述的其它特征,即使这样的组合或多个组合
未在本文中明确示出。类似地,不限于所呈现的示例的附加特征可以与本文所示和所述的特征中的一些或全部组合。
40.在图12中,参考上文,方框可表示操作和/或其部分,且连接各种方框的线不暗示操作或其部分的任何特定次序或依赖性。由虚线表示的方框表示替代操作和/或其部分。连接各个方框的虚线(如果有的话)表示操作或其部分的替代依赖性。将理解,并非必须表示各种所公开的操作之间的所有依赖性。图12和描述本文阐述的方法的操作的所附公开不应被解释为必须确定操作要被执行的顺序。相反,尽管指示了一个说明性顺序,但是应当理解,可以在适当的时候修改操作的顺序。因此,某些操作可以以不同的顺序或同时执行。另外,本领域技术人员将理解,不需要执行所描述的所有操作。
41.在以下描述中,阐述了许多具体细节以提供对所公开的概念的透彻理解,这些概念可以在没有这些细节中的一些或全部的情况下被实践。在其它情况下,已知装置和/或过程的细节已被省略以避免不必要地模糊本公开。虽然将结合特定示例描述一些概念,但是将理解,这些示例不旨在是限制性的。
42.除非另外指出,术语“第一”、“第二”等在这里仅用作标记,并且不旨在对这些术语所指的项目施加顺序、位置或层次要求。此外,例如对“第二”项目的引用不要求或排除例如“第一”或较低编号的项目和/或例如“第三”或较高编号的项目的存在。
43.本文对“一个或多个示例”的引用意味着结合示例描述的一个或多个特征、结构或特性被包括在至少一个实现方式中。说明书中各处的短语“一个或多个示例”可以指代或者可以不指代相同的示例。
44.如本文所使用的,“被构造成”执行特定功能的系统、设备、结构、物品、元件、部件或硬件实际上能够在没有任何更改的情况下执行特定功能,而不是仅具有在进一步修改之后执行特定功能的潜力。换句话说,为了执行特定功能的目的,特别地选择、创建、实现、利用、编程和/或设计“被构造成”执行特定功能的系统、设备、结构、物品、元件、部件或硬件。如本文所使用的,“被构造成”表示使得系统、设备、结构、物品、元件、部件或硬件能够在没有进一步修改的情况下执行特定功能的系统、设备、结构、物品、元件、部件或硬件的现有特性。为了本公开的目的,被描述为“被构造成”执行特定功能的系统、设备、结构、物品、元件、部件或硬件可以另外地或替代地被描述为“适于”和/或“操作为”执行该功能。
45.下面提供了本文公开的主题的说明性的、非穷举的示例,其可以或可以不被要求保护。
46.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3至图6、图7a、图7b、图7c和图7d,仅为了说明性目的而不是限制性目的,公开了流体流动调整板200。流体流动调整板200包括整体式本体300、第一通道501、第二通道502、第三通道503和第四通道504。整体式本体300具有入口侧表面301和出口侧表面302。第一通道501在入口侧表面301和出口侧表面302之间延伸,并且包括第一通道入口开口511和第一通道出口开口521。第一通道入口开口511具有限定在整体式本体300的入口侧表面301中的第一通道入口开口周边边界311。第一通道出口开口521具有限定在整体式本体300的出口侧表面302中的第一通道出口开口周边边界411。第二通道502在入口侧表面301和出口侧表面302之间延伸,并且包括第二通道入口开口512和第二通道出口开口522。第二通道入口开口512具有限定在整体式本体300的入口侧表面301中的第二通道入口
开口周边边界312。第二通道出口开口522具有限定在整体式本体300的出口侧表面302中的第二通道出口开口周边边界412。第三通道503在入口侧表面301和出口侧表面302之间延伸,并且包括第三通道入口开口513和第三通道出口开口523。第三通道入口开口513具有限定在整体式本体300的入口侧表面301中的第三通道入口开口周边边界313。第三通道出口开口523具有限定在整体式本体300的出口侧表面302中的第三通道出口开口周边边界413。第四通道504在入口侧表面301和出口侧表面302之间延伸,并且包括第四通道入口开口514和第四通道出口开口524。第四通道入口开口514具有限定在整体式本体300的入口侧表面301中的第四通道入口开口周边边界314。第四通道出口开口524具有限定在整体式本体300的出口侧表面302中的第四通道出口开口周边边界414。第一通道501和第二通道502在第一相交边界530处彼此相交。第三通道503和第四通道504在第二相交边界531处彼此相交。第一通道501和第三通道503彼此不相交。第一通道501和第四通道504彼此不相交。第二通道502和第三通道503彼此不相交。第二通道502和第四通道504彼此不相交。第一通道入口开口周边边界311具有与第四通道入口开口周边边界314的单点接触700。第一通道入口开口511和第二通道入口开口512至少通过入口侧表面301的一部分而彼此分开。第一通道入口开口511和第三通道入口开口513至少通过入口侧表面301的一部分而彼此分开。第二通道入口开口512和第三通道入口开口513至少通过入口侧表面301的一部分而彼此分开。第三通道入口开口513和第四通道入口开口514至少通过入口侧表面301的一部分而彼此分开。第二通道出口开口周边边界412具有与第三通道出口开口周边边界413的单点接触701。第一通道出口开口521和第二通道出口开口522至少通过出口侧表面302的一部分而彼此分开。第一通道出口开口521和第三通道出口开口523至少通过出口侧表面302的一部分而彼此分开。第一通道出口开口521和第四通道出口开口524至少通过出口侧表面302的一部分而彼此分开。第三通道出口开口523和第四通道出口开口524至少通过出口侧表面302的一部分而彼此分开。本段的前述部分表征本文所公开的主题的第一示例。
47.流体流动调整板的第一通道501、第二通道502、第三通道503和第四通道504的布置在挤出期间使高度填充的复合材料211的增强纤维212的定向随机化以产生各向同性材料。
48.如上所述,高度填充的复合材料211是由填充有短增强纤维的高粘性树脂构成的半液态的固体化合物。高度填充的复合材料211的示例包括但不限于其中具有增强纤维212的热固性树脂材料和热塑性材料。在一些示例中,高度填充的复合材料211具有至少约40%纤维至约60%纤维的增强纤维212的饱和度。在其它示例中,高度填充的复合材料211具有小于约40%或大于约60%的增强纤维饱和度。在一个或多个示例中,增强纤维212是任何合适类型的增强纤维,包括但不限于具有任何合适长度的玻璃纤维和碳纤维,例如具有约几毫米长度的高纵横比纤维束。
49.至少第一通道501、第二通道502、第三通道503和第四通道504相对于彼此和高度填充的复合材料211穿过挤出机299的流体流动方向298成角度,这将在本文中更详细地描述。
50.在一个或多个示例中,至少第一通道501、第二通道502、第三通道503和第四通道504相对于彼此和流体流动方向298成角度,其中高度填充的复合材料211作为相应流体流动流离开第一通道501、第二通道502、第三通道503和第四通道504中的每一个,所述流体流
动流与来自第一通道501、第二通道502、第三通道503和第四通道504的其它流体流动流交错并混合。当高度填充的复合材料211离开喷嘴202时,相应流体流动流的交错并混合使高度填充的复合材料211中的增强纤维212的定向随机化。在一个或多个示例中,增强纤维212的随机化定向导致增强纤维212相对于彼此和流体流动方向298以各种角度延伸,如图2a所示,从而产生各向同性材料。
51.在一些示例中,第一通道501、第二通道502、第三通道503和第四通道504具有光滑表面,使得高度填充的复合材料211的层流穿过第一通道501、第二通道502、第三通道503和第四通道504中的相应一者。在其它示例中,第一通道501、第二通道502、第三通道503和第四通道504具有纹理表面,该纹理表面在穿过第一通道501、第二通道502、第三通道503和第四通道504中的相应一者的高度填充的复合材料211的流动中引起湍流。在一个或多个示例中,第一通道501、第二通道502、第三通道503和第四通道504内的湍流在挤出期间引起高度填充的复合材料211的增强纤维212的定向的进一步随机化以产生各向同性材料。
52.还参照图8a至图8c,在一个或多个示例中,第一通道501以任何合适的方式在第一相交边界530处与第二通道502相交。在一些示例中,参照图8a,第一通道501和第二通道502之间的相交是单个分支曲线,这在一个通道(例如,第一通道501或第二通道502)仅部分地穿过另一个通道(例如,第一通道501或第二通道502中的另一个)时发生。在一些示例中,参照图8b,第一通道501和第二通道502之间的相交是两个分支曲线,这在一个通道(例如,第一通道501或第二通道502)完全穿过另一个通道(例如,第一通道501或第二通道502中的另一个)时发生。这里,第二通道502完全穿过第一通道501,使得第二通道502与第一通道501形成周向闭合曲线(或反之亦然),其中周向闭合曲线(以及因此通道横截面)可以是圆形、卵形、椭圆形、多边形、不规则形状等。在一些示例中,参照图8c,第一通道501和第二通道502之间的相交是具有一个二重点的四阶曲线,这在两个柱体(例如,第一通道501和第二通道502)具有共同的切面时发生。在一个或多个示例中,第三通道503和第四通道504之间的相交是单个分支曲线、两个分支曲线或四阶曲线。
53.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图5、图7a、图7b、图7c和图7d,仅为了说明性目的而不是限制性目的,出口侧表面302平行于入口侧表面301。本段的前述部分表征本文所公开的主题的第二示例,其中第二示例也包含上述第一示例。
54.平行于入口侧表面301的出口侧表面302提供了制造流体流动调整板200的容易性。
55.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图7a、图7b、图7c和图7d,仅为了说明性目的而不是限制性目的,第一通道501和第三通道503彼此平行,并且第二通道502和第四通道504彼此平行。本段的前述部分表征本文所公开的主题的第三示例,其中第三示例还包括以上第一示例或第二示例。
56.彼此平行的第一通道501和第三通道503以及彼此平行的第二通道502和第四通道504提供了使用传统制造技术例如钻孔来制造流体流动调整板200的容易性。
57.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图7a、图7b、图7c和图7d,仅为了说明性目的而不是限制性目的,第
一通道501和第四通道504相对于彼此倾斜,并且第二通道502和第三通道503相对于彼此倾斜。本段的前述部分表征本文所公开的主题的第四示例,其中第四示例也包括以上第三示例。
58.与上面第三示例中所述的具有平行通道的增强纤维212的随机化相比,相对于彼此倾斜的第一通道501和第四通道504以及相对于彼此倾斜的第二通道502和第三通道503改善了在挤出期间高度填充的复合材料211的增强纤维212的随机化。
59.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图5、图7a和图7b,仅为了说明性目的而不是限制性目的,第一通道501具有第一通道中心线591,并且第一通道中心线591是直线。本段的前述部分表征本文所公开的主题的第五示例,其中第五示例还包括以上第一至第四示例中的任一个。
60.为直线的第一通道中心线591提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
61.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图5、图7a和图7b,仅为了说明性目的而不是限制性目的,第二通道502具有第二通道中心线592,并且第二通道中心线592是直线。本段的前述部分表征本文所公开的主题的第六示例,其中第六示例还包括上述第一至第五示例中的任一个。
62.为直线的第二通道中心线592提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
63.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图5、图7a和图7b,仅为了说明性目的而不是限制性目的,第三通道503具有第三通道中心线593,并且第三通道中心线593是直线。本段的前述部分表征本文所公开的主题的第七示例,其中第七示例还包括上述第一至第六示例中的任一个。
64.为直线的第三通道中心线593提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
65.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图5、图7a和图7b,仅为了说明性目的而不是限制性目的,第四通道504具有第四通道中心线594,并且第四通道中心线594是直线。本段的前述部分表征本文所公开的主题的第八示例,其中第八示例还包括上述第一至第七示例中的任一个。
66.为直线的第四通道中心线594提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
67.参考图7a和图7b,在一个或多个示例中,第一通道中心线591、第二通道中心线592、第三通道中心线593和第四通道中心线594相对于流体流动方向298成任何合适的角度α,该角度α便于来自第一通道501、第二通道502、第三通道503和第四通道504的交错并混合的流体流动流。例如,角度α产生离开第一通道501、第二通道502、第三通道503和第四通道504中的每一个的高度填充的材料流,该高度填充的材料流具有在横向于流体流动方向298的方向上的流体流动分量和在流体流动方向298的方向上的流体流动分量。在一个或多个示例中,角度α为约30
°
至约45
°
;然而,在一个或多个其它示例中,角度α小于约30
°
或大于约45
°
。
68.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图
2c,并且特别地参考例如图7c和图7d,仅为了说明性目的而不是限制性目的,第一通道501具有第一通道中心线591,并且第一通道中心线591是曲线。本段的前述部分表征本文所公开的主题的第九示例,其中第九示例还包括上述第一至第四示例中的任一个。
69.为曲线的第一通道中心线591增大了高度填充的复合材料211(见图2a)离开第一通道501相对于流体流动方向298的离开角度β。例如,第一通道中心线591弯曲得越多,离开角度β越大。增大的离开角度β导致来自第一通道501、第二通道502、第三通道503和第四通道504的相应流体流动流的交错并混合,并且在高度填充的复合材料211离开喷嘴202时使高度填充的复合材料211中的增强纤维212的定向随机化(参见图2a)。在一些示例中,为曲线的第一通道中心线591提供第一通道501,该第一通道具有与流体流动方向298基本上平行的入口,同时提供离开角度β。
70.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图7c和图7d,仅为了说明性目的而不是限制性目的,第一通道中心线591没有拐点。本段的前述部分表征本文所公开的主题的第十示例,其中第十示例还包括以上第九示例。
71.在一个或多个示例中,不具有拐点的第一通道中心线591基本上防止穿过第一通道501的流体流动停滞。为了本公开的目的,拐点被定义为曲线或线段的凹形部分和凸形部分之间的过渡点,当从曲线或线段的一侧观察时,凹形部分和凸形部分彼此邻接。
72.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图7c和图7d,仅为了说明性目的而不是限制性目的,第二通道502具有第二通道中心线592,并且第二通道中心线592是曲线。本段的前述部分表征本文所公开的主题的第十一示例,其中第十一示例还包括上述第一至第四、第九和第十示例中的任一个。
73.在一个或多个示例中,为曲线的第二通道中心线592增大了高度填充的复合材料211(见图2a)离开第二通道502相对于流体流动方向298的离开角度β。例如,第二通道中心线592弯曲得越多,离开角度β越大。增大的离开角度β导致来自第一通道501、第二通道502、第三通道503和第四通道504的相应流体流动流的交错并混合,并且在高度填充的复合材料211离开喷嘴202时使高度填充的复合材料211中的增强纤维212的定向随机化(参见图2a)。在一个或多个示例中,为曲线的第二通道中心线592提供了具有与流体流动方向298基本上平行的入口的第二通道502,同时提供离开角度β。
74.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图7c和图7d,仅为了说明性目的而不是限制性目的,第二通道中心线592不具有拐点。本段的前述部分表征本文所公开的主题的第十二示例,其中第十二示例也包括上述第十一示例。
75.在一个或多个示例中,不具有拐点的第二通道中心线592基本上防止穿过第二通道502的流体流动停滞。
76.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图7c和图7d,仅为了说明性目的而不是限制性目的,第三通道503具有第三通道中心线593,并且第三通道中心线593是曲线。本段的前述部分表征本文所公开的主题的第十三示例,其中第十三示例还包括以上第一至第四和第九至第十二示例中的
任一个。
77.在一个或多个示例中,为曲线的第三通道中心线593增大了高度填充的复合材料211(参见图2a)离开第三通道503相对于流体流动方向298的离开角度β。例如,第三通道中心线593弯曲得越多,离开角度β越大。增大的离开角度β导致来自第一通道501、第二通道502、第三通道503和第四通道504的相应流体流动流的交错并混合,并且在高度填充的复合材料211离开喷嘴202时使高度填充的复合材料211中的增强纤维212的定向随机化(参见图2a)。在一个或多个示例中,为曲线的第三通道中心线593提供具有与流体流动方向298基本上平行的入口的第三通道503,同时提供离开角度β。
78.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图7c和图7d,仅为了说明性目的而不是限制性目的,第三通道中心线593不具有拐点。本段的前述部分表征本文所公开的主题的第十四示例,其中第十四示例也包括以上第十三示例。
79.在一个或多个示例中,不具有拐点的第三通道中心线593基本上防止穿过第三通道503的流体流动停滞。
80.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图7c和图7d,仅为了说明性目的而不是限制性目的,第四通道504具有第四通道中心线594,第四通道中心线594是曲线。本段的前述部分表征本文所公开的主题的第十五示例,其中第十五示例还包括上述第一至第四和第九至第十四示例中的任一个。
81.在一个或多个示例中,为曲线第四通道中心线594增大了高度填充的复合材料211(参见图2a)离开第四通道504相对于流体流动方向298的离开角度β。例如,第四通道中心线594弯曲得越多,离开角度β越大。增大的离开角度β导致来自第一通道501、第二通道502、第三通道503和第四通道504的相应流体流动流的交错并混合,并且在高度填充的复合材料211离开喷嘴202时使高度填充的复合材料211中的增强纤维212的定向随机化(参见图2a)。在一个或多个示例中,为曲线的第四通道中心线594提供了具有与流体流动方向298基本上平行的入口的第四通道504,同时提供离开角度β。
82.虽然离开角度β示出为对于第一通道501、第二通道502、第三通道503和第四通道504基本上相同,但在一个或多个示例中,第一通道501、第二通道502、第三通道503和第四通道504中的一者或多者的离开角度不同于第一通道501、第二通道502、第三通道503和第四通道504中的另一者的离开角度。在一个或多个示例中,离开角度β为约30
°
至约45
°
;然而,在一个或多个其它示例中,离开角度β小于约30
°
或大于约45
°
。
83.在一个或多个示例中,第一通道中心线591、第二通道中心线592、第三通道中心线593和第四通道中心线594是曲线,并且因此第一通道501、第二通道502、第三通道503和第四通道504是使用任何合适的制造技术形成的弯曲通道,所述制造技术包括但不限于增材制造、失蜡铸造、砂型铸造等。
84.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图7c和图7d,仅为了说明性目的而不是限制性目的,第四通道中心线594没有拐点。本段的前述部分表征本文所公开的主题的第十六示例,其中第十六示例还包括上述第十五示例。
85.在一个或多个示例中,不具有拐点的第四通道中心线594基本上防止穿过第四通道504的流体流动停滞。
86.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3、图7b和图7d,仅为了说明性目的而不是限制性目的,第一通道入口开口511、第二通道入口开口512、第三通道入口开口513和第四通道入口开口514中的至少一者是倒角的。本段的前述部分表征本文所公开的主题的第十七示例,其中第十七示例还包括上述第一至第十六示例中的任一个。
87.第一通道入口开口511、第二通道入口开口512、第三通道入口开口513和第四通道入口开口514中的至少一者是倒角的,这减小了入口侧表面301的表面积。减小入口侧表面301的表面积允许高度填充的复合材料211以减小的流体流动停滞进入流体流动调整板200。
88.在图7b和图7d所示的示例中,第一通道入口开口511具有倒角781,第二通道入口开口512具有倒角782,第三通道入口开口513具有倒角783,第四通道入口开口514具有倒角784。在一个或多个其它示例中,第一通道入口开口511、第二通道入口开口512、第三通道入口开口513和第四通道入口开口514中的一者或多者不是倒角的。
89.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图7b和图7d,仅为了说明性目的而不是限制性目的,第一通道出口开口521、第二通道出口开口522、第三通道出口开口523和第四通道出口开口524中的至少一者是倒角的。本段的前述部分表征本文所公开的主题的第十八示例,其中第十八示例还包括上述第一至第十七示例中的任一个。
90.在一个或多个示例中,第一通道出口开口521、第二通道出口开口522、第三通道出口开口523和第四通道出口开口524中的至少一者是倒角的,这增大了第一通道出口开口521、第二通道出口开口522、第三通道出口开口523和第四通道出口开口524中的至少一者的出口面积的大小,从而便于改变流体流动方向和混合来自第一通道501、第二通道502、第三通道503和第四通道504的相应流体流动流。
91.在图7b和图7d所示的示例中,第一通道出口开口521具有倒角791,第二通道出口开口522具有倒角792,第三通道出口开口523具有倒角793,第四通道出口开口524具有倒角794。在一个或多个其它示例中,第一通道出口开口521、第二通道出口开口522、第三通道出口开口523和第四通道出口开口524中的一者或多者不是倒角的。
92.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3和图6,仅为了说明性目的而不是限制性目的,第一通道入口开口511、第二通道入口开口512、第三通道入口开口513和第四通道入口开口514共同地布置在周向封闭的构造367中。本段的前述部分表征本文所公开的主题的第十九示例,其中第十九示例还包括以上第一至第十八示例中的任一个。
93.将第一通道入口开口511、第二通道入口开口512、第三通道入口开口513和第四通道入口开口514布置在周向封闭的构造367中提供了制造流体流动调整板200的容易性。将第一通道入口开口511、第二通道入口开口512、第三通道入口开口513和第四通道入口开口514布置在周向封闭的构造367中还减小了入口侧表面301的表面积。
94.仅出于示例性目的,周向封闭的构造367在图3和图6中示出为圆形。在一个或多个
其它示例中,周向封闭的构造367是圆形、卵形、椭圆形、多边形、不规则形状或任何其它合适的形状。
95.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3、图4、图9、图10a、图10b、图10c和图10d,仅为了说明性目的而不是限制性目的,流体流动调整板200还包括第五通道561、第六通道562、第七通道563和第八通道564。第五通道561在入口侧表面301和出口侧表面302之间延伸并且包括第五通道入口开口571和第五通道出口开口575。第五通道入口开口571具有限定在整体式本体300的入口侧表面301中的第五通道入口开口周边边界321。第五通道出口开口575具有限定在整体式本体300的出口侧表面302中的第五通道出口开口周边边界421。第六通道562在入口侧表面301和出口侧表面302之间延伸,并且包括第六通道入口开口572和第六通道出口开口576。第六通道入口开口572具有限定在整体式本体300的入口侧表面301中的第六通道入口开口周边边界322。第六通道出口开口576具有限定在整体式本体300的出口侧表面302中的第六通道出口开口周边边界422。第七通道563在入口侧表面301和出口侧表面302之间延伸,并包括第七通道入口开口573和第七通道出口开口577。第七通道入口开口573具有限定在整体式本体300的入口侧表面301中的第七通道入口开口周边边界323。第七通道出口开口577具有限定在整体式本体300的出口侧表面302中的第七通道出口开口周边边界423。第八通道564在入口侧表面301和出口侧表面302之间延伸,并且包括第八通道入口开口574和第八通道出口开口578。第八通道入口开口574具有限定在整体式本体300的入口侧表面301中的第八通道入口开口周边边界324。第八通道出口开口578具有限定在整体式本体300的出口侧表面302中的第八通道出口开口周边边界424。第五通道561和第六通道562在第三相交边界630处彼此相交。第七通道563和第八通道564在第四相交边界631处彼此相交。第五通道561和第七通道563彼此不相交。第五通道561和第八通道564彼此不相交。第六通道562和第七通道563彼此不相交。第六通道562和第八通道564彼此不相交。第五通道入口开口周边边界321具有与第八通道入口开口周边边界324的单点接触1000。第五通道入口开口571和第六通道入口开口572至少通过入口侧表面301的一部分彼此分开。第五通道入口开口571和第七通道入口开口573至少通过入口侧表面301的一部分彼此分开。第六通道入口开口572和第七通道入口开口573至少通过入口侧表面301的一部分彼此分开。第七通道入口开口573和第八通道入口开口574至少通过入口侧表面301的一部分彼此分开。第六通道出口开口周边边界422具有与第七通道出口开口周边边界423的单点接触1001。第五通道出口开口575和第六通道出口开口576至少通过出口侧表面302的一部分彼此分开。第五通道出口开口575和第七通道出口开口577至少通过出口侧表面302的一部分彼此分开。第五通道出口开口575和第八通道出口开口578至少通过出口侧表面302的一部分彼此分开。第七通道出口开口577和第八通道出口开口578至少通过出口侧表面302的一部分彼此分开。本段的前述部分表征本文所公开的主题的第二十示例,其中第二十示例还包括以上第十九示例。
96.流体流动调整板的第五通道561、第六通道562、第七通道563和第八通道564的布置在挤出期间使高度填充的复合材料211的增强纤维212的定向随机化,以产生各向同性材料。
97.至少第五通道561、第六通道562、第七通道563和第八通道564以类似于本文关于
第一通道501至第四通道504所述的方式相对于彼此和高度填充的复合材料211穿过挤出机299的流体流动方向298成角度。在一个或多个示例中,至少第五通道561、第六通道562、第七通道563和第八通道564相对于彼此和流体流动方向298成角度,其中高度填充的复合材料211作为相应流体流动流离开第一通道501、第二通道502、第三通道503和第四通道504中的每一个,所述流体流动流与来自第一通道501、第二通道502、第三通道503和第四通道504的其它流体流动流交错并混合。当高度填充的复合材料211离开喷嘴202时,相应流体流动流的交错并混合使高度填充的复合材料211中的增强纤维212的定向随机化。在一个或多个示例中,增强纤维212的随机化定向导致增强纤维212相对于彼此和流体流动方向298以各种角度延伸,如图2a所示,从而产生各向同性材料。
98.在一个或多个示例中,第五通道561、第六通道562、第七通道563和第八通道564具有光滑表面,使得高度填充的复合材料211的层流穿过第五通道561、第六通道562、第七通道563和第八通道564中的相应一者。在一个或多个其它示例中,第五通道561、第六通道562、第七通道563和第八通道564具有纹理表面,该纹理表面在穿过第五通道561、第六通道562、第七通道563和第八通道564中的相应一者的高度填充的复合材料211的流动中引起湍流。在一个或多个示例中,第五通道561、第六通道562、第七通道563和第八通道564内的湍流在挤出期间引起高度填充的复合材料211的增强纤维212的定向的进一步随机化以产生各向同性材料。
99.在一个或多个示例中,第五通道561和第六通道562之间的相交是单个分支曲线、两个分支曲线或四阶曲线,如本文关于图8a至图8c所述。在一个或多个示例中,第七通道563和第八通道564之间的相交为单个分支曲线、两个分支曲线或四阶曲线。
100.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3和图6,仅为了说明性目的而不是限制性目的,第五通道入口开口571、第六通道入口开口572、第七通道入口开口573和第八通道入口开口574布置在由周向封闭的构造367包围的第二周向封闭的构造368中。本段的前述部分表征本文所公开的主题的第二十一示例,其中第二十一示例也包括上述第二十示例。
101.将第五通道入口开口571、第六通道入口开口572、第七通道入口开口573和第八通道入口开口574布置在第二周向封闭的构造368中提供了制造流体流动调整板200的容易性。将第一通道入口开口511、第二通道入口开口512、第三通道入口开口513和第四通道入口开口514布置在周向封闭的构造367中还减小了入口侧表面301的表面积。在一个或多个示例中,由周向封闭的构造367包围的第二周向封闭的构造368还减小了入口侧表面301的表面积。
102.仅出于示例性目的,第二周向封闭的构造368在图3和图6中示出为圆形。在一个或多个其它示例中,第二周向封闭的构造368是圆形、卵形、椭圆形、多边形、不规则形状或任何其它合适的形状。
103.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3和图6,仅为了说明性目的而不是限制性目的,第二周向封闭的构造368与周向封闭的构造367同心。本段的前述部分表征本文所公开的主题的第二十二示例,其中第二十二示例也包括以上第二十一示例。
104.与周向封闭的构造367同心的第二周向封闭的构造368减小了入口侧表面301的表
面积。
105.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3、图4、图6和图11a至图11h,仅为了说明性目的而不是限制性目的,流体流动调整板200还包括第九通道581、第十通道582、第十一通道583和第十二通道584。第九通道581在入口侧表面301和出口侧表面302之间延伸,并且包括第九通道入口开口585和第九通道出口开口481。第九通道入口开口585具有限定在整体式本体300的入口侧表面301中的第九通道入口开口周边边界555。第九通道出口开口481具有限定在整体式本体300的出口侧表面302中的第九通道出口开口周边边界444。第十通道582在入口侧表面301和出口侧表面302之间延伸,并且包括第十通道入口开口586和第十通道出口开口482。第十通道入口开口586具有限定在整体式本体300的入口侧表面301中的第十通道入口开口周边边界556。第十通道出口开口482具有限定在整体式本体300的出口侧表面302中的第十通道出口开口周边边界445。第十一通道583在入口侧表面301和出口侧表面302之间延伸,并且包括第十一通道入口开口587和第十一通道出口开口483。第十一通道入口开口587具有限定在整体式本体300的入口侧表面301中的第十一通道入口开口周边边界557。第十一通道出口开口483具有限定在整体式本体300的出口侧表面302中的第十一通道出口开口周边边界446。第十二通道584在入口侧表面301和出口侧表面302之间延伸,并且包括第十二通道入口开口588和第十二通道出口开口484。第十二通道入口开口588具有限定在整体式本体300的入口侧表面301中的第十二通道入口开口周边边界558。第十二通道出口开口484具有限定在整体式本体300的出口侧表面302中的第十二通道出口开口周边边界447。第九通道581、第十通道582、第十一通道583和第十二通道584在第五相交边界660处彼此相交。本段的前述部分表征本文所公开的主题的第二十三示例,其中第二十三示例还包括以上第二十一示例或第二十二示例。
106.流体流动调整板的第九通道581、第十通道582、第十一通道583和第十二通道584的布置在挤出期间使高度填充的复合材料211的增强纤维212的定向随机化,以产生各向同性材料。
107.至少第九通道581、第十通道582、第十一通道583和第十二通道584以类似于本文关于第一通道501至第四通道504所述的方式相对于彼此和高度填充的复合材料211穿过挤出机299的流体流动方向298成角度。在一个或多个示例中,至少第九通道581、第十通道582、第十一通道583和第十二通道584相对于彼此和流体流动方向298成角度,其中高度填充的复合材料211作为相应流体流动流离开第九通道581、第十通道582、第十一通道583和第十二通道584中的每一个,该流体流动流与来自第九通道581、第十通道582、第十一通道583和第十二通道584的其它流体流动流交错并混合。当高度填充的复合材料211离开喷嘴202时,相应流体流动流的交错并混合使高度填充的复合材料211中的增强纤维212的定向随机化。在一个或多个示例中,增强纤维212的随机化定向导致增强纤维212相对于彼此和流体流动方向298以各种角度延伸,如图2a所示,从而产生各向同性材料。
108.在一个或多个示例中,第九通道581、第十通道582、第十一通道583和第十二通道584具有光滑表面,使得高度填充的复合材料211的层流穿过第九通道581、第十通道582、第十一通道583和第十二通道584中的相应一者。在一个或多个其它示例中,第九通道581、第十通道582、第十一通道583和第十二通道584具有纹理表面,该纹理表面在穿过第九通道
581、第十通道582、第十一通道583和第十二通道584中的相应一者的高度填充的复合材料211的流动中引起湍流。在一个或多个示例中,第九通道581、第十通道582、第十一通道583和第十二通道584内的湍流在挤出期间引起高度填充的复合材料211的增强纤维212的定向的进一步随机化,以产生各向同性材料。
109.在一个或多个示例中,第九通道581、第十通道582、第十一通道583和第十二通道584之间的相交包括如本文关于图8a至图8c所述的单个分支曲线、两个分支曲线或四阶曲线中的一者或多者。
110.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11a、图11b、图11e和图11f,仅为了说明性目的而不是限制性目的,第九通道入口开口周边边界555、第十通道入口开口周边边界556、第十一通道入口开口周边边界557和第十二通道入口开口周边边界558中的任何一者与第九通道入口开口周边边界555、第十通道入口开口周边边界556、第十一通道入口开口周边边界557和第十二通道入口开口周边边界558中的任何另一者没有接触点。本段的前述部分表征本文所公开的主题的第二十四示例,其中第二十四示例还包括以上第二十三示例23。
111.第九通道入口开口周边边界555、第十通道入口开口周边边界556、第十一通道入口开口周边边界557和第十二通道入口开口周边边界558中的任何一者与第九通道入口开口周边边界555、第十通道入口开口周边边界556、第十一通道入口开口周边边界557和第十二通道入口开口周边边界558中的任何另一者不具有接触点,这将第九通道入口开口周边边界555、第十通道入口开口周边边界556、第十一通道入口开口周边边界557和第十二通道入口开口周边边界581彼此间隔开,以在流体流动中产生停滞,从而在进入第九通道、第十通道582、第十一通道583和第十二通道584之前湍流地混合高度填充的复合材料211。
112.还参照图3、图11c、图11d、图11g和图11h,在其它示例中,第九通道入口开口周边边界555具有与第十通道入口开口周边边界556和第十二通道入口开口周边边界558中的每一个的单点接触。第十二通道入口开口周边边界558具有与第九通道入口开口周边边界555和第十一通道入口开口周边边界557中的每一个的单点接触。第十一通道入口开口周边边界557具有与第十二通道入口开口周边边界558和第十通道入口开口周边边界556中的每一个的单点接触。第十通道入口开口周边边界556具有与第十一通道入口开口周边边界557和第九通道入口开口周边边界555中的每一个的单点接触。在一个或多个示例中,与图11a、图11b、图11e和图11f所示的示例相比,第九通道入口开口周边边界555与第十通道入口开口周边边界556和第十二通道入口开口周边边界558中的每一个的这种单点接触布置减小了出口侧表面302的表面积,以减少高度填充的复合材料211在进入第九通道581、第十通道582、第十一通道583和第十二通道584之前的停滞。
113.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11a、图11b、图11e和图11f,仅为了说明性目的而不是限制性目的,第九通道出口开口周边边界444、第十通道出口开口周边边界445、第十一通道出口开口周边边界446和第十二通道出口开口周边边界447中的任何一者与第九通道出口开口周边边界444、第十通道出口开口周边边界445、第十一通道出口开口周边边界446和第十二通道出口开口周边边界447中的任何另一者没有接触点。本段的前述部分表征本文所公开的主题的第二十五示例,其中第二十五示例还包括以上第二十三或第二十四示例。
114.第九通道出口开口周边边界444、第十通道出口开口周边边界445、第十一通道出口开口周边边界446和第十二通道出口开口周边边界447中的任何一者与第九通道出口开口周边边界444、第十通道出口开口周边边界445、第十一通道出口开口周边边界446和第十二通道出口开口周边边界447中的任何另一者不具有接触点,这将第九通道出口开口周边边界444、第十通道出口开口周边边界445、第十一通道出口开口周边边界446和第十二通道出口开口周边边界447彼此间隔开,以产生来自第九通道581、第十通道582、第十一通道583和第十二通道584的相应流体流动流的湍流混合。
115.还参照图3、图11c、图11d、图11g和图11h,在其它示例中,第九通道出口开口周边边界444具有与第十通道出口开口周边边界445和第十二通道出口开口周边边界447中的每一个的单点接触。第十二通道出口开口周边边界447具有与第九通道出口开口周边边界444和第十一通道出口开口周边边界446中的每一个的单点接触。第十一通道出口开口周边边界446具有与第十二通道出口开口周边边界447和第十通道出口开口周边边界445中的每一个的单点接触。第十通道出口开口周边边界445具有与第十一通道出口开口周边边界446和第九通道出口开口周边边界444中的每一个的单点接触。在一个或多个示例中,与图11a、图11b、图11e和图11f相比,第九通道出口开口周边边界444、第十通道出口开口周边边界445、第十一通道出口开口周边边界446和第十二通道出口开口周边边界447的这种单点接触布置减小了出口侧表面302的表面积,以实现来自第九通道581、第十通道582、第十一通道583和第十二通道584的相应流体流动流的更高密度的交错并混合。
116.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3和图6,仅为了说明性目的而不是限制性目的,第九通道入口开口585、第十通道入口开口586、第十一通道入口开口587和第十二通道入口开口588中的任一者布置在由周向封闭的构造367和第二周向封闭的构造368包围的第三周向封闭的构造369中。本段的前述部分表征本文所公开的主题的第二十六示例,其中第二十六示例还包括以上第二十三示例至第二十五示例中的任一个。
117.将第九通道入口开口585、第十通道入口开口586、第十一通道入口开口587和第十二通道入口开口588布置在第三周向封闭的构造369中提供了制造流体流动调整板200的容易性。布置第九通道入口开口585、第十通道入口开口586、第十一通道入口开口587和第十二通道入口开口588还减小了入口侧表面301的表面积。在一个或多个示例中,由周向封闭的构造367和第二周向封闭的构造368包围的第三周向封闭的构造369也减小了入口侧表面301的表面积。
118.第三周向封闭的构造369在图3和图6中被示为圆形,仅用于示例性目的。在一个或多个其它示例中,第三周向封闭的构造369为圆形、卵形、椭圆形、多边形、不规则形状或任何其它合适的形状。
119.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3和图6,仅为了说明性目的而不是限制性目的,第三周向封闭的构造369与周向封闭的构造367和第二周向封闭的构造368同心。本段的前述部分表征本文所公开的主题的第二十七示例,其中第二十七示例还包括以上第二十六示例。
120.与周向封闭的构造367和第二周向封闭的构造368同心的第三周向封闭的构造369减小了入口侧表面301的表面积。
121.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3和图6,仅为了说明性目的而不是限制性目的,第五相交边界660以延伸穿过第三周向封闭的构造的中心的轴线为中心。本段的前述部分表征本文所公开的主题的第二十八示例,其中第二十八示例还包括以上第二十六或第二十七示例。
122.以延伸穿过第三周向封闭的构造的中心的轴线为中心的第五相交边界660减少了流体流动调整板200的中心区域中的流体流动停滞。
123.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11a至图11d,仅为了说明性目的而不是限制性目的,第九通道581具有第九通道中心线1191,并且第九通道中心线1191是直线。本段的前述部分表征本文所公开的主题的第二十九示例,其中第二十九示例还包括以上第二十三至第二十八示例中的任一个。
124.为直线的第九通道中心线1191提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
125.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11a至图11d,仅为了说明性目的而不是限制性目的,第十通道582具有第十通道中心线1192,并且第十通道中心线1192是直线。本段的前述部分表征本文所公开的主题的第三十示例,其中第三十示例还包括以上第二十三至第二十九示例中的任一个。
126.为直线的第十通道中心线1192提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
127.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11a至图11d,仅为了说明性目的而不是限制性目的,第十一通道583具有第十一通道中心线1193,并且第十一通道中心线1193是直线。本段的前述部分表征本文所公开的主题的第三十一示例,其中第三十一示例还包括以上第二十三至第三十示例中的任一个。
128.为直线的第十一通道中心线1193提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
129.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11a至图11d,仅为了说明性目的而不是限制性目的,第十二通道584具有第十二通道中心线1194,并且第十二通道中心线1194是直线。本段的前述部分表征本文所公开的主题的第三十二示例,其中第三十二示例还包括以上第二十三至第三十一示例中的任一个。
130.为直线的第十二通道中心线1194提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
131.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11e至图11h,仅为了说明性目的而不是限制性目的,第九通道581具有第九通道中心线1191,并且第九通道中心线1191是曲线。本段的前述部分表征本文所公开的主题的第三十三示例,其中第三十三示例还包括以上第二十三至第二十八示例中的任一个。
132.在一个或多个示例中,为曲线的第九通道中心线1191增大高度填充的复合材料211(参见图2a)离开第九通道581相对于流体流动方向298的离开角度l。例如,第九通道中心线1191弯曲得越多,离开角度l越大。增大的离开角度l导致来自第九通道581、第十通道582、第十一通道583和第十二通道584的相应流体流动流的交错及混合,并且当高度填充的复合材料211离开喷嘴202时(见图2a),使高度填充的复合材料211中的增强纤维212的定向随机化。在一个或多个示例中,为曲线的第九通道中心线1191还提供具有与流体流动方向298基本上平行的入口的第九通道581,同时提供离开角度l。
133.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11e至图11h,仅为了说明性目的而不是限制性目的,第九通道中心线1191没有拐点。本段的前述部分表征本文所公开的主题的第三十四示例,其中第三十四示例还包括以上第三十三示例。
134.在一个或多个示例中,不具有拐点的第九通道中心线1191基本上防止穿过第九通道581的流体流动停滞。
135.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11e至图11h,仅为了说明性目的而不是限制性目的,第十通道582具有第十通道中心线1192,并且第十通道中心线1192是曲线。本段的前述部分表征本文所公开的主题的第三十五示例,其中第三十五示例还包括以上第二十三至第二十八示例、第三十三示例和第三十四示例中的任一个。
136.在一个或多个示例中,为曲线的第十通道中心线1192增大了高度填充的复合材料211(参见图2a)离开第十通道582相对于流体流动方向298的离开角度l。例如,第十通道中心线1192弯曲得越多,离开角度l越大。增大的离开角度l导致来自第九通道581、第十通道582、第十一通道583和第十二通道584的相应流体流动流的交错及混合,并且当高度填充的复合材料211离开喷嘴202时(见图2a),使高度填充的复合材料211中的增强纤维212的定向随机化。在一个或多个示例中,为曲线的第十通道中心线1192还提供了具有与流体流动方向298基本上平行的入口的第十通道582,同时提供离开角度l。
137.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11e至图11h,仅为了说明性目的而不是限制性目的,第十通道中心线1192没有拐点。本段的前述部分表征本文所公开的主题的第三十六示例,其中第三十六示例还包括以上第三十五示例。
138.在一个或多个示例中,不具有拐点的第十通道中心线1192基本上防止穿过第十通道582的流体流动停滞。
139.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11e至图11h,仅为了说明性目的而不是限制性目的,第十一通道583具有第十一通道中心线1193,并且第十一通道中心线1193是曲线。本段的前述部分表征本文所公开的主题的第三十七示例,其中第三十七示例还包括以上第二十三至第二十八示例和第三十三至第三十六示例中的任一个。
140.在一个或多个示例中,为曲线的第十一通道中心线1193增大了高度填充的复合材料211(参见图2a)离开第十一通道583相对于流体流动方向298的离开角度l。例如,第十一通道中心线1193弯曲得越多,离开角度l越大。增大的离开角度l导致来自第九通道581、第
十通道582、第十一通道583和第十二通道584的相应流体流动流的交错及混合,并且当高度填充的复合材料211离开喷嘴202时(见图2a),使高度填充的复合材料211中的增强纤维212的定向随机化。在一个或多个示例中,为曲线的第十一通道中心线1193还提供具有与流体流动方向298基本上平行的入口的第十一通道583,同时提供离开角度l。
141.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11e至图11h,仅为了说明性目的而不是限制性目的,第十一通道中心线1193不具有拐点。本段的前述部分表征本文所公开的主题的第三十八示例,其中第三十八示例还包括以上第三十七示例。
142.在一个或多个示例中,不具有拐点的第十一通道中心线1193基本上防止穿过第十一通道583的流体流动停滞。
143.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11e至图11h,仅为了说明性目的而不是限制性目的,第十二通道584具有第十二通道中心线1194,并且第十二通道中心线1194是曲线。本段的前述部分表征本文所公开的主题的第三十九示例,其中第三十九示例还包括以上第二十三至第二十八示例和第三十三至第三十八示例中的任一个。
144.在一个或多个示例中,为曲线的第十二通道中心线1194增大了高度填充的复合材料211(见图2a)离开第十二通道584相对于流体流动方向298的离开角度l。例如,第十二通道中心线1194弯曲得越多,离开角度l越大。增大的离开角度l导致来自第九通道581、第十通道582、第十一通道583和第十二通道584的相应流体流动流的交错及混合,并且当高度填充的复合材料211离开喷嘴202时(见图2a),使高度填充的复合材料211中的增强纤维212的定向随机化。在一个或多个示例中,为曲线的第十二通道中心线1194还提供具有与流体流动方向298基本上平行的入口的第十二通道584,同时提供离开角度l。
145.虽然离开角度l示出为对于第九通道581、第十通道582、第十一通道583和第十二通道584基本上相同,但是在一个或多个示例中,第九通道581、第十通道582、第十一通道583和第十二通道584中的一者或多者的离开角度不同于第九通道581、第十通道582、第十一通道583和第十二通道584中的另一者的离开角度。在一个或多个示例中,离开角度l为约30
°
至约45
°
;然而,在一个或多个其它示例中,离开角度l小于约30
°
或大于约45
°
。
146.在一个或多个示例中,第九通道中心线1191、第十通道中心线1192、第十一通道中心线1193和第十二通道中心线1194是曲线,并且因此第九通道581、第十通道582、第十一通道583和第十二通道584是使用任何合适的制造技术形成的弯曲通道,所述制造技术包括但不限于增材制造、失蜡铸造、砂型铸造等。
147.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11e至图11h,仅为了说明性目的而不是限制性目的,第十二通道中心线1194没有拐点。本段的前述部分表征本文所公开的主题的第四十示例,其中第四十示例也包括上述第三十九示例。
148.在一个或多个示例中,不具有拐点的第十二通道中心线1194基本上防止穿过第十二通道584的流体流动停滞。
149.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3、图11c、图11d、图11g和图11h,仅为了说明性目的而不是限制
性目的,第九通道入口开口585、第十通道入口开口586、第十一通道入口开口587和第十二通道入口开口588中的至少一者是倒角的。本段的前述部分表征本文所公开的主题的第四十一示例,其中第四十一示例还包括以上第二十三到第四十示例中的任一个。
150.第九通道入口开口585、第十通道入口开口586、第十一通道入口开口587和第十二通道入口开口588中的至少一者是倒角的,这减小了入口侧表面301的表面积。减小入口侧表面301的表面积允许高度填充的复合材料211以减小的流体流动停滞进入流体流动调整板200。
151.在所示的示例中,第九通道入口开口585具有倒角1104,第十通道入口开口586具有倒角1108,第十一通道入口开口587具有倒角1107,并且第十二通道入口开口588具有倒角1103。在一个或多个示例中,第九通道入口开口585、第十通道入口开口586、第十一通道入口开口587和第十二通道入口开口588中的一者或多者不是倒角的。
152.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图11c、图11d、图11g和图11h,仅为了说明性目的而不是限制性目的,第九通道出口开口481、第十通道出口开口482、第十一通道出口开口483和第十二通道出口开口484中的至少一者是倒角的。本段的前述部分表征本文所公开的主题的第四十二示例,其中第四十二示例还包括以上第二十三至第四十一示例中的任一个。
153.在一个或多个示例中,第九通道出口开口481、第十通道出口开口482、第十一通道出口开口483和第十二通道出口开口484中的至少一者是倒角的,这增大第九通道出口开口481、第十通道出口开口482、第十一通道出口开口483和第十二通道出口开口484中的至少一者的出口面积的大小,从而便于流体流动方向的改变和来自第九通道581、第十通道582、第十一通道583和第十二通道584的相应流体流动流的混合。
154.在图11c、图11d、图11g和图11h所示的示例中,第九通道出口开口481具有倒角1102,第十通道出口开口482具有倒角1106,第十一通道出口开口483具有倒角1105,并且第十二通道出口开口484具有倒角1101。在一个或多个示例中,第九通道出口开口481、第十通道出口开口482、第十一通道出口开口483和第十二通道出口开口484中的一者或多者不是倒角的。
155.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3、图9和10a至图10d,仅为了说明性目的而不是限制性目的,第五通道561和第七通道563彼此平行,并且第六通道562和第八通道564彼此平行。本段的前述部分表征本文所公开的主题的第四十三示例,其中第四十三示例还包括以上第二十至第四十二示例中的任一个。
156.彼此平行的第五通道561和第七通道563以及彼此平行的第六通道562和第八通道564提供了使用传统制造技术例如钻孔制造流体流动调整板200的容易性。
157.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3、图9和10a至图10d,仅为了说明性目的而不是限制性目的,第五通道561和第八通道564彼此倾斜,并且第六通道562和第七通道563彼此倾斜。本段的前述部分表征本文所公开的主题的第四十四示例,其中第四十四示例也包括上述第四十三示例。
158.与上面第四十三示例中所述的具有平行通道的增强纤维212的随机化相比,彼此
倾斜的第五通道561和第八通道564以及彼此倾斜的第六通道562和第七通道563改善了在挤出期间高度填充的复合材料211的增强纤维212的随机化。
159.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图9、图10a和图10b,仅为了说明性目的而不是限制性目的,第五通道561具有第五通道中心线991,并且第五通道中心线991是直线。本段的前述部分表征本文所公开的主题的第四十五示例,其中第四十五示例还包括以上第二十至第四十四示例中的任一个。
160.为直线的第五通道中心线991提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
161.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图9、图10a和图10b,仅为了说明性目的而不是限制性目的,第六通道562具有第六通道中心线992,并且第六通道中心线992是直线。本段的前述部分表征本文所公开的主题的第四十六示例,其中第四十六示例还包括以上第二十至第四十五示例中的任一个。
162.为直线的第六通道中心线992提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
163.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图9、图10a和图10b,仅为了说明性目的而不是限制性目的,第七通道563具有第七通道中心线993,第七通道中心线993是直线。本段的前述部分表征本文所公开的主题的第四十七示例,其中第四十七示例还包括以上第二十至第四十六示例中的任一个。
164.为直线的第七通道中心线993提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
165.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图9、图10a和图10b,仅为了说明性目的而不是限制性目的,第八通道564具有第八通道中心线994,并且第八通道中心线994是直线。本段的前述部分表征本文所公开的主题的第四十八示例,其中第四十八示例还包括以上第二十至第四十七示例中的任一个。
166.为直线的第八通道中心线994提供了利用传统制造技术制造流体流动调整板200的容易性,所述传统制造技术包括但不限于钻孔和镗孔。
167.参考图10a和图10b,在一个或多个示例中,第五通道中心线991、第六通道中心线992、第七通道中心线993和第八通道中心线994均相对于流体流动方向298成任何合适的角度,例如α,这便于来自第五通道561、第六通道562、第七通道563和第八通道564的流体流动流以如上文关于第一通道501、第二通道502、第三通道503和第四通道504所述的方式交错并混合。虽然第五通道中心线991、第六通道中心线992、第七通道中心线993和第八通道中心线994的角度示出为与第一通道中心线591、第二通道中心线592、第三通道中心线593和第四通道中心线594的角度相同,但是在一个或多个示例中,这些角度是不同的。
168.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图10c和图10d,仅为了说明性目的而不是限制性目的,第五通道
561具有第五通道中心线991,并且第五通道中心线991是曲线。本段的前述部分表征本文所公开的主题的第四十九示例49,其中第四十九示例还包括以上第二十至第四十四示例中的任一个。
169.在一个或多个示例中,为曲线的第五通道中心线991增大了高度填充的复合材料211(参见图2a)离开第五通道561相对于流体流动方向298的离开角度λ。例如,第五通道中心线991弯曲得越多,离开角度λ越大。增大的离开角度λ导致来自第五通道561、第六通道562、第七通道563和第八通道564的相应流体流动流的交错及混合,并且当高度填充的复合材料211离开喷嘴202时使高度填充的复合材料211中的增强纤维212的定向随机化(参见图2a)。在一个或多个示例中,为曲线的第五通道中心线991还提供了具有与流体流动方向298基本上平行的入口的第五通道561,同时提供离开角度λ。
170.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图10c和图10d,仅为了说明性目的而不是限制性目的,第五通道中心线991没有拐点。本段的前述部分表征本文所公开的主题的第五十示例,其中第五十示例也包括上述第四十九示例。
171.在一个或多个示例中,不具有拐点的第五通道中心线991基本上防止穿过第五通道561的流体流动停滞。
172.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图10c和图10d,仅为了说明性目的而不是限制性目的,第六通道562具有第六通道中心线992,并且第六通道中心线992是曲线。本段的前述部分表征本文所公开的主题的第五十一示例,其中第五十一示例还包括以上第二十至第四十四、第四十九和第五十三示例中的任一个。
173.在一个或多个示例中,为曲线的第六通道中心线992增大了高度填充的复合材料211(参见图2a)离开第六通道562相对于流体流动方向298的离开角度λ。例如,第六通道中心线992弯曲得越多,离开角度λ越大。增大的离开角度λ导致来自第五通道561、第六通道562、第七通道563和第八通道564的相应流体流动流的交错及混合,并且当高度填充的复合材料211离开喷嘴202时使高度填充的复合材料211中的增强纤维212的定向随机化(参见图2a)。在一个或多个示例中,为曲线的第六通道中心线992还提供了具有与流体流动方向298基本上平行的入口的第六通道562,同时提供离开角度λ。
174.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图10c和图10d,仅为了说明性目的而不是限制性目的,第六通道中心线992没有拐点。本段的前述部分表征本文所公开的主题的第五十二示例,其中第五十二示例也包括上述第五十一示例。
175.在一个或多个示例中,不具有拐点的第六通道中心线992基本上防止穿过第六通道562的流体流动停滞。
176.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图10c和图10d,仅为了说明性目的而不是限制性目的,第七通道563具有第七通道中心线993,并且第七通道中心线993是曲线。本段的前述部分表征本文所公开的主题的第五十三示例,其中第五十三示例还包括以上第二十至第四十四示例和第四十九至第五十二示例中的任一个。
177.在一个或多个示例中,为曲线的第七通道中心线993增大了高度填充的复合材料211(见图2a)离开第七通道563相对于流体流动方向298的离开角度λ。例如,第七通道中心线993弯曲得越多,离开角度λ越大。增大的离开角度λ导致来自第五通道561、第六通道562、第七通道563和第八通道564的相应流体流动流的交错及混合,并且当高度填充的复合材料211离开喷嘴202时使高度填充的复合材料211中的增强纤维212的定向随机化(参见图2a)。在一个或多个示例中,为曲线的第七通道中心线993还提供了具有与流体流动方向298基本上平行的入口的第七通道563,同时提供离开角度λ。
178.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图10c和图10d,仅为了说明性目的而不是限制性目的,第七通道中心线993不具有拐点。本段的前述部分表征本文所公开的主题的第五十四示例,其中第五十四示例也包括上述第五十三示例。
179.在一个或多个示例中,不具有拐点的第七通道中心线993基本上防止穿过第七通道563的流体流动停滞。
180.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图10c和图10d,仅为了说明性目的而不是限制性目的,第八通道564具有第八通道中心线994,并且第八通道中心线994是曲线。本段的前述部分表征本文所公开的主题的示例55,其中第五十五示例也包括上述第二十至第四十四和第四十九至第五十四示例中的任一个。
181.在一个或多个示例中,为曲线的第八通道中心线994增大了高度填充的复合材料211(见图2a)离开第八通道564相对于流体流动方向298的离开角度λ。例如,第八通道中心线994弯曲得越多,离开角度λ越大。增大的离开角度λ导致来自第五通道561、第六通道562、第七通道563和第八通道564的相应流体流动流的交错及混合,并且当高度填充的复合材料211离开喷嘴202时使高度填充的复合材料211中的增强纤维212的定向随机化(参见图2a)。在一个或多个示例中,为曲线的第八通道中心线994还提供了具有与流体流动方向298基本上平行的入口的第八通道564,同时提供离开角度λ。
182.虽然离开角度λ被示出为对于第五通道561、第六通道562、第七通道563和第八通道564基本上相同,但是在一个或多个示例中,第五通道561、第六通道562、第七通道563和第八通道564中的一者或多者的离开角度不同于第五通道561、第六通道562、第七通道563和第八通道564中的另一者的离开角度。在一个或多个示例中,离开角度λ为约30
°
至约45
°
;然而,在一个或多个其它示例中,离开角度λ小于约30
°
或大于约45
°
。
183.在一个或多个示例中,第五通道中心线991、第六通道中心线992、第七通道中心线993和第八通道中心线994是曲线,因此第五通道561、第六通道562、第七通道563和第八通道564是使用任何合适的制造技术形成的弯曲通道,所述制造技术包括但不限于增材制造、失蜡铸造、砂型铸造等。
184.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图10c和图10d,仅为了说明性目的而不是限制性目的,第八通道中心线994没有拐点。本段的前述部分表征本文所公开的主题的第五十六示例,其中第五十六示例也包括上述第五十五示例55。
185.在一个或多个示例中,不具有拐点的第八通道中心线994基本防止穿过第八通道
564的流体流动停滞。
186.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3、图10b和图10d,仅为了说明性目的而不是限制性目的,第五通道入口开口571、第六通道入口开口572、第七通道入口开口573和第八通道入口开口574中的至少一者是倒角的。本段的前述部分表征本文所公开的主题的第五十七示例,其中第五十七示例还包括以上第二十至第五十六示例中的任一个。
187.第五通道入口开口571、第六通道入口开口572、第七通道入口开口573和第八通道入口开口574中的至少一者是倒角的,这减小了入口侧表面301的表面积。减小入口侧表面301的表面积允许高度填充的复合材料211以减小的流体流动停滞进入流体流动调整板200。
188.在所示的示例中,第五通道入口开口571具有倒角1081,第六通道入口开口572具有倒角1082,第七通道入口开口573具有倒角1083,并且第八通道入口开口574具有倒角1084。在一个或多个示例中,第五通道入口开口571、第六通道入口开口572、第七通道入口开口573和第八通道入口开口574中的一者或多者不是倒角的。
189.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图10b和图10d,仅为了说明性目的而不是限制性目的,第五通道出口开口575、第六通道出口开口576、第七通道出口开口577和第八通道出口开口578中的至少一者是倒角的。本段的前述部分表征本文所公开的主题的第五十八示例,其中第五十八示例还包括以上第二十至第五十七示例中的任一个。
190.在一个或多个示例中,第五通道出口开口575、第六通道出口开口576、第七通道出口开口577和第八通道出口开口578中的至少一者是倒角的,这增大了第五通道出口开口575、第六通道出口开口576、第七通道出口开口577和第八通道出口开口578中的至少一者的出口面积的大小,从而便于改变流体流动方向和混合来自第五通道561、第六通道562、第七通道563和第八通道564的相应流体流动流。
191.在所示的示例中,第五通道出口开口575具有倒角1091,第六通道出口开口576具有倒角1092,第七通道出口开口577具有倒角1093,并且第八通道出口开口578具有倒角1094。在一个或多个示例中,第五通道出口开口575、第六通道出口开口576、第七通道出口开口577和第八通道出口开口578中的一者或多者不是倒角的。
192.总体上参考图1a
‑
1、图1a
‑
2、图1b
‑
1、图1b
‑
2、图1c
‑
1和图1c
‑
2以及图2a、图2b和图2c,并且特别地参考例如图3至图6和图7a,仅为了说明性目的而不是限制性目的,公开了挤出机299。挤出机299包括材料进给腔室201、喷嘴202和流体流动调整板200,所述流体流动调整板联接到材料进给腔室201和喷嘴202。流体流动调整板200包括整体式本体300、第一通道501、第二通道502、第三通道503和第四通道504。整体式本体300具有入口侧表面301和出口侧表面302。第一通道501在入口侧表面301和出口侧表面302之间延伸,并且包括第一通道入口开口511和第一通道出口开口521。第一通道入口开口511具有限定在整体式本体300的入口侧表面301中的第一通道入口开口周边边界311。第一通道出口开口521具有限定在整体式本体300的出口侧表面302中的第一通道出口开口周边边界411。第二通道502在入口侧表面301和出口侧表面302之间延伸,并且包括第二通道入口开口512和第二通道出口开口522。第二通道入口开口512具有限定在整体式本体300的入口侧表面301中的第二通道
入口开口周边边界312。第二通道出口开口522具有限定在整体式本体300的出口侧表面302中的第二通道出口开口周边边界412。第三通道503在入口侧表面301和出口侧表面302之间延伸,并且包括第三通道入口开口513和第三通道出口开口523。第三通道入口开口513具有限定在整体式本体300的入口侧表面301中的第三通道入口开口周边边界313。第三通道出口开口523具有限定在整体式本体300的出口侧表面302中的第三通道出口开口周边边界413。第四通道504在入口侧表面301和出口侧表面302之间延伸,并且包括第四通道入口开口514和第四通道出口开口524。第四通道入口开口514具有限定在整体式本体300的入口侧表面301中的第四通道入口开口周边边界314。第四通道出口开口524具有限定在整体式本体300的出口侧表面302中的第四通道出口开口周边边界414。第一通道501和第二通道502在第一相交边界530处彼此相交。第三通道503和第四通道504在第二相交边界531处彼此相交。第一通道501和第三通道503彼此不相交。第一通道501和第四通道504彼此不相交。第二通道502和第三通道503彼此不相交。第二通道502和第四通道504彼此不相交。第一通道入口开口周边边界311具有与第四通道入口开口周边边界314的单点接触700。第一通道入口开口511和第二通道入口开口512至少通过入口侧表面301的一部分彼此分开。第一通道入口开口511和第三通道入口开口513至少通过入口侧表面301的一部分彼此分开。第二通道入口开口512和第三通道入口开口513至少通过入口侧表面301的一部分彼此分开。第三通道入口开口513和第四通道入口开口514至少通过入口侧表面301的一部分彼此分开。第二通道出口开口周边边界412具有与第三通道出口开口周边边界413的单点接触701。第一通道出口开口521和第二通道出口开口522至少通过出口侧表面302的一部分彼此分开。第一通道出口开口521和第三通道出口开口523至少通过出口侧表面302的一部分彼此分开。第一通道出口开口521和第四通道出口开口524至少通过出口侧表面302的一部分彼此分开。第三通道出口开口523和第四通道出口开口524至少通过出口侧表面302的一部分彼此分开。本段的前述部分表征本文所公开的主题的第五十九示例。
193.包括流体流动调整板200的挤出机299迫使高度填充的复合材料211穿过流体流动调整板200,并且流体流动调整板200在挤出期间使高度填充的复合材料211的纤维的定向随机化以产生各向同性材料。
194.挤出机299还包括用于驱动活塞271穿过材料进给腔室201以推动高度填充的复合材料211穿过流体流动调整板200并离开喷嘴202的任何合适的马达,流体流动调整板200如本文所述进行构造。在一个或多个示例中,马达270连接到驱动马达270的任何合适的控制器,以便以任何合适的预定进给速率在流体流动方向298上驱动活塞271。在一个或多个示例中,材料进给腔室201包括任何合适的温度控制系统,例如由任何合适的控制器例如控制器208控制的加热器207,以将材料进给腔室201内的高度填充的复合材料211的温度维持在任何合适的预定温度。
195.在一个或多个示例中,喷嘴202具有任何合适形状的离开孔口,例如圆形形状205或矩形形状206。在一个或多个示例中,具有圆形形状205的离开孔口203具有任何合适的直径,其中流体流动调整板200的从入口侧表面301延伸到出口侧表面的长度221是直径220的约两倍至约五倍。在一个或多个示例中,长度221小于直径220的约两倍或大于直径220的约五倍。在一个或多个示例中,具有矩形形状206的离开孔口203具有任何合适的高度和宽度,其中流体流动调整板200的从入口侧表面301延伸到出口侧表面的长度221是高度226或/宽
度225的约两倍到约五倍。在一个或多个示例中,长度221小于高度226和/或宽度225的约两倍或大于高度226和/或宽度225的约五倍。在一个或多个示例中,喷嘴202是可变门喷嘴,其具有可调节尺寸的离开孔口。在离开孔口的尺寸是可调节的情况下,在一个或多个示例中,长度221的尺寸被确定为比最小离开孔口大五倍并且比最大离开孔口大两倍。
196.如上所述,流体流动调整板200的不同通道使由活塞271从材料进给腔室被推动穿过流体流动调整板200的高度填充的复合材料211重新定向,使得来自通道的高度填充的复合材料211的相应流体流动流在喷嘴202内交错并混合,以在高度填充的复合材料211离开喷嘴202时使高度填充的复合材料211中的增强纤维212的定向随机化。
197.本文公开的主题的示例可以在如图12所示的飞行器制造和维修方法1200和如图13所示的飞行器1202的背景下描述,在预生产期间,说明性方法1200可以包括飞行器1202的规格和设计(方框1204)以及材料采购(方框1206)。在生产期间,可以进行飞行器1202的部件和子组件制造(方框1208)和系统集成(方框1210)。此后,飞行器1202可以经历认证和交付(方框1212)以投入服役(方框1214)。在服役中,飞行器1202可以被安排进行日常维护和维修(方框1216)。日常维护和维修可以包括飞行器1202的一个或多个系统的修改、重新构造、翻新等。
198.说明性方法1200的每个过程可以由系统集成商、第三方和/或运营商(例如,客户)执行或实行。为了本说明书的目的,系统集成商可以包括但不限于任何数量的飞行器制造商和主系统转包商;第三方可以包括但不限于任何数量的供应商、分包商和供货商;并且运营商可以是航空公司、租赁公司、军事实体、维修组织等。
199.如图13所示,由说明性方法1200生产的飞行器1202可以包括具有多个高级系统1220和内饰1222的机身1218。高级系统1220的示例包括推进系统1224、电气系统1226、液压系统1228和环境系统1230中的一种或多种。可以包括任何数量的其它系统。尽管示出了航空航天示例,但是本文公开的原理可以应用于其它行业,诸如汽车行业。因此,除了飞行器1202之外,本文公开的原理可以应用于其它交通工具,例如,陆地交通工具、海洋交通工具、空间飞行器等。
200.在制造和维修方法1200的任何一个或多个阶段期间,可以采用本文所示或所述的(一个或多个)设备和(一个或多个)方法。例如,对应于部件和子组件制造(方框1208)的部件或子组件可以以类似于当飞行器1202在服役中时生产的部件或子组件的方式制造或加工(方框1214)。此外,在生产阶段1208和1210期间,例如通过充分加快飞行器1202的组装或降低其成本,可以利用(一个或多个)设备、(一个或多个)方法或其组合的一个或多个示例。类似地,例如但不限于,当飞行器1202在服役中(方框1214)和/或在维护和维修期间(方框1216)可以利用设备或方法实现或其组合的一个或多个示例。
201.本文公开的(一个或多个)设备和(一个或多个)方法的不同示例包括各种部件、特征和功能。应当理解,本文公开的(一个或多个)设备和(一个或多个)方法的各种示例可以包括以任何组合的本文公开的(一个或多个)设备和(一个或多个)方法的任何其它示例的任何部件、特征和功能。
202.受益于在前述描述和相关联的附图中呈现的教导,本领域技术人员将想到本文阐述的示例的许多修改。
203.因此,应当理解,本文公开的主题不限于所示出的具体示例,并且修改和其它示例
旨在被包括在所附权利要求的范围内。此外,尽管前面的描述和相关联的附图在元件和/或功能的某些说明性组合的上下文中描述了本文所公开的主题的示例,但是应当理解,在不脱离所附权利要求的范围的情况下,可以通过替代实现方式来提供元件和/或功能的不同组合。因此,所附权利要求中的括号中的附图标记仅用于说明性目的,而不旨在将所要求保护的主题的范围限制到本文所提供的具体示例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1