一种键盘模具的热流道结构的制作方法
1.本发明涉及热流道模具技术领域,特别涉及一种键盘模具的热流道结构。
背景技术:
2.热流道模具主要用于生产塑料产品,其是利用加热装置使流道内熔体始终不凝固的模具,热流道模具相比于传统模具的成形周期短,而且更加节约原料,所以热流道模具在当今世界各工业发达的国家以及地区均得到极为广泛的应用。
3.热流道模具用于注塑产品时的主要工作流程是,首先将熔融的塑料原料从注塑机中注入热流道模具设置的主流道中,熔融的塑料原料流经分流道,再到喷咀,接着由喷咀注入模具型腔内,最后塑料产品成型。而现有的热流道模具对于一些小产品以及微型产品进行注塑时,是使用单个热咀阀针进行注塑的,每进行一次注塑只能生产单个产品,此种注塑方式在使用过程中注塑效率极低,不适合对一些产品进行大批量生产,实用性局限,影响生产效率。
4.键盘注塑成型过程中,由于按键的大小不一,数量多,按键的排布距离近,使得所有键盘无法在同一套模具中生产,导致生产的效率无法进一步提升。
5.一般的分流板加工都是钻孔,打堵头,导致流道无法做成曲度,流道做成多层的限制较多,无法调整出相对的平衡。按键之间的间距较小,常用的喷嘴无法满足生产要求。
6.因此,设计一种流道板中的流道能够多层设置,且流道走向多样,热流道喷嘴间距很小,且加工方便,能提升生产效率的热流道系统,成为了现阶段本领域的工程技术人员亟待的解决的技术问题。
技术实现要素:
7.本发明要解决的技术问题是提供一种设计新颖,结构简单,加工方便,流道走向多样,热流道喷嘴间距很小,提升生产效率的键盘模具的热流道结构。
8.为了解决上述技术问题,本发明的技术方案为:
9.一种键盘模具的热流道结构,包括:分流板、喷嘴组件、加热组件、浇口套,所述分流板为多层模板焊接为一体的板状结构体,多层所述模板对应设有多个定位孔、安装孔,所述分流板上分别设有主流道、次流道、分流道,所述主流道、次流道、分流道的端部均设有圆角,所述主流道、次流道、分流道通过设置的胶孔贯穿连接,所述喷嘴组件、浇口套分别活动设置在所述分流板的两侧,所述加热组件活动设置在所述喷嘴组件内。
10.优选地,多层所述模板包括上板、中板、底板,所述中板分别与所述上板、底板相匹配,所述中板分别与所述上板、底板焊接固定,所述底板的底面中心位置设有主浇口,所述浇口套半嵌入设置在所述主浇口上,所述主浇口与所述主流道贯穿连接。
11.优选地,所述底板的顶面嵌入设有截面为半圆形的第一主流道和多个第一分流道,多个所述第一分流道均与所述第一主流道贯穿连接,所述第一主流道与所述主浇口贯穿连接,所述第一主流道和多个所述第一分流道均为截面为半圆形的多种形状。
12.优选地,所述中板包括第一上表面、第一下表面,所述第一下表面嵌入设有截面为半圆形的第二主流道和多个第二分流道,所述第二主流道和多个第二分流道分别对应所述第一主流道和多个第一分流道设置,所述第一上表面设有多个截面为半圆形的第一子流道,所述子流道为多个,多个所述子流道对应多个第一分流道设置。
13.优选地,所述上板包括第二上表面、第二下表面,所述第二上表面上设有多个点浇口,所述第二下表面对应所述第一子流道设有截面为半圆形的第二子流道,所述第一子流道与所述第二子流道相匹配,多个所述点浇口与所述第二子流道贯穿连接。
14.优选地,所述喷嘴组件包括喷嘴、嘴芯、嘴帽,所述喷嘴为多个,多个所述喷觜活动设置在分流板的上部,多个所述喷嘴的内部贯穿上均设有胶道,所述胶道与相应的所述点胶口贯穿连接,所述喷嘴的顶部活动设有嘴芯、嘴帽,所述嘴芯的端部为锥形结构,所述嘴芯与所述胶道相匹配,所述嘴芯与所述胶道贯穿连接。
15.优选地,所述加热组件为发热丝、和或发热棒,所述加热组件的外侧活动设绝缘套,所述加热组件活动设置在所述喷嘴内部设置的管路中,并通过设置的固定件与所述喷嘴密封连接。
16.优选地,所述喷嘴的顶部嵌入设有至少一个截面为台阶的容置腔,所述容置腔内设有卡接槽,所述容置腔与所述胶道贯穿连接,所述容置腔的底部嵌入设有多个螺纹孔,多个所述螺纹孔均匀设置。
17.优选地,所述安装孔为多个,多个所述安装孔均为沉头孔,多个所述安装孔贯穿所述分流板设置,多个所述安装孔分别与多个所述螺纹孔对应设置。
18.本发明的有益效果在于:
19.本发明设计新颖、结构简单,加工方便,适合批量生产,极大的提高了生产效率,本发明方便加工和制作各种热流道,且热流道的走向可以多样,可以做各种不同大小的流道,热流道喷嘴间距很小,有利于调整进胶的平衡,即减少了打堵头这个工序,减少因堵头匹配造成的漏胶风险,又可在一套模具一次性成型键盘上的所有产品,大大提高注塑生产的效率和降低注塑生产的成本,保证产品质量。
附图说明
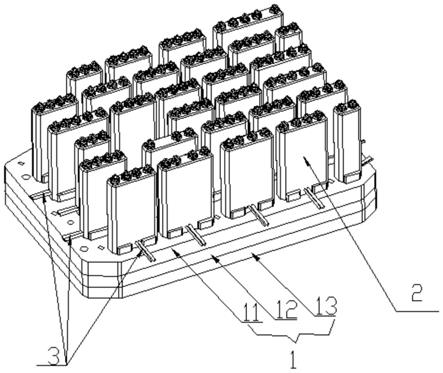
20.图1为本发明一种键盘模具的热流道结构实施例的结构示意图之一;
21.图2为本发明一种键盘模具的热流道结构实施例的结构示意图之二;
22.图3本发明一种键盘模具的热流道结构实施例中的底板的结构示意图;
23.图4本发明一种键盘模具的热流道结构实施例中的中板的结构示意图;
24.图5本发明一种键盘模具的热流道结构实施例中的喷嘴的结构示意图。
25.图中,1
‑
分流板,11
‑
上板,12
‑
中板,13
‑
底板,2
‑
喷嘴,21
‑
胶道,3
‑
加热组件,4
‑ꢀ
浇口套,5
‑
主流道,6
‑
次流道,7
‑
分流道。
具体实施方式
26.下面结合附图对本发明的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
27.如图1
‑
5示,一种键盘模具的热流道结构,包括:分流板1、喷嘴组件、加热组件3、浇口套4,分流板1为多层模板焊接为一体的板状结构体,多层模板对应设有多个定位孔、安装孔,分流板1上分别设有主流道5、次流道6、分流道7,主流道5、次流道6、分流道 7的端部均设有圆角,主流道5、次流道6、分流道7通过设置的胶孔贯穿连接,喷嘴组件、浇口套4分别活动设置在分流板1的两侧,加热组件3活动设置在喷嘴组件内。
28.具体的,本实施例中,多层模板层叠设置,多层模板的形状、表面相匹配。
29.具体的,本实施例中,浇口套4与分流板1螺栓连接。
30.本发明较佳的实施例中,多层模板包括上板11、中板12、底板13,中板12分别与上板 11、底13相匹配,中板12分别与上板11、底板13焊接固定,底板13的底面中心位置设有主浇口,浇口套4半嵌入设置在主浇口上,主浇口与主流道5贯穿连接。
31.具体的,本实施例中,分流板分成三层,每层的热流道都能由cnc锣出来,流道的走向多样,不用打堵头,可以轻松做成多层流道。
32.本发明较佳的实施例中,底板13的顶面嵌入设有截面为半圆形的第一主流道和多个第一分流道,多个第一分流道均与第一主流道贯穿连接,第一主流道与主浇口贯穿连接,第一主流道和多个第一分流道均为截面为半圆形的多种形状。
33.本发明较佳的实施例中,所述中板包括第一上表面、第一下表面,第一下表面嵌入设有截面为半圆形的第二主流道和多个第二分流道,第二主流道和多个第二分流道分别对应第一主流道和多个第一分流道设置,第一上表面设有多个截面为半圆形的第一子流道,子流道为多个,多个子流道对应多个第一分流道设置。
34.具体的,本实施例中,主流道包括第一主流道、第二主流道,第一主流道、第二主流道相对设置,第一主流道、第二主流道的样式和大小相同。
35.具体的,本实施例中,分流道包括多个第一分流道和对应设置的第二分流道。
36.本发明较佳的实施例中,上板包括第二上表面、第二下表面,第二上表面上设有多个点浇口,第二下表面对应所述第一子流道设有截面为半圆形的第二子流道,第一子流道与第二子流道相匹配,多个点浇口与所述第二子流道贯穿连接。
37.具体的,本实施例中,多个点浇口对应子流道设置。
38.具体的,本实施例中,子流道包括第一子流道、第二子流道。
39.具体的,本实施例中,在分流板的上板中,第二下表面加工和中板匹配的另一半半圆子流道和主喷嘴打孔对接。
40.本发明较佳的实施例中,喷嘴组件包括喷嘴2、嘴芯、嘴帽,喷嘴2为多个,多个喷觜2 活动设置在分流板1的上部,多个喷嘴2的内部贯穿上均设有胶道21,胶道与相应的点胶口贯穿连接,喷嘴2的顶部活动设有嘴芯、嘴帽,嘴芯的端部为锥形结构,嘴芯与胶道相匹配,嘴芯与胶道贯穿连接。
41.具体的,本实施例中,多个进胶点在一个喷嘴上,多个进胶点的距离可做到小于16mm。本
42.发明较佳的实施例中,加热组件3为发热丝、和或发热棒,加热组件3的外侧活动设绝缘套,加热组件活动设置在喷嘴内部设置的管路中,并通过设置的固定件与喷嘴密封连接。具
43.体的,本实施例中,加热组件设置均匀在胶道的外侧,加热组件还包括除发热丝、
发热棒之外的其它加热方式。
44.本发明较佳的实施例中,喷嘴的顶部嵌入设有至少一个截面为l形台阶的容置腔,容置腔内设有卡接槽,容置腔与胶道贯穿连接,容置腔的底部嵌入设有多个螺纹孔,多个螺纹孔均匀设置。
45.本发明较佳的实施例中,安装孔为多个,多个安装孔均为沉头孔,多个安装孔贯穿分流板设置,多个安装孔分别与多个螺纹孔对应设置。
46.具体的,本实施例中,喷嘴与分流板通过螺栓旋转连接。
47.具体的,本实施例中,由于嘴芯的嘴尖部温度较高,待残留的熔融塑胶滞留较长的时间后,高温会使塑胶熔体降解,降解后的塑胶在后续每次的成型过程中会逐渐被带入产品的模腔内,使产品的质量降低,因此,将嘴芯作成锥状。
48.以上结合附图对本发明的实施方式作了详细说明,但本发明不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本发明原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1