一种真空成型方法与流程
1.本发明涉及真空成型技术领域,特别涉及一种真空成型方法。
背景技术:
2.真空成型常称为吸塑,是一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,真空成型所加工的材料为薄片状的聚氯乙烯、聚苯乙烯、聚乙烯等。一般来说,无机物粉末的含量提高,会使热可塑性树脂和无机物粉末的混炼物的流动性降低,因此,在使用提高了无机物粉末的含量的混炼物时,难以将其成型为质地均匀并具有良好物理性质的片材。在利用无机物粉末填充含量高的真空成型用片材以真空成型法进行成型时,会产生对模具的追随性不足、无法再现模具细节的问题。因此,目前来说,无法提高真空成型用片材中无机物粉末的含量。
技术实现要素:
3.有鉴于此,本发明的目的在于提供一种真空成型方法,在真空成型用材料中无机物含量较高的情况下,能够改善材料对模具的追随性,提高成型质量。
4.为达到上述目的,本发明提供以下技术方案:
5.一种真空成型方法,以热可塑性树脂材料作为基材,在所述基材中掺入具有防静电功能的高阻无机材料,并在所述基材中加入具有润滑功能的润滑材料,得到真空成型用材料,使用真空成型用材料进行真空成型。
6.优选地,在上述的真空成型方法中,所述基材:所述高阻无机材料:所述润滑材料=(40~60):(30~50):(10~20)。
7.优选地,在上述的真空成型方法中,所述高阻无机材料为氧化锡锑。
8.优选地,在上述的真空成型方法中,所述高阻无机材料为粉末状,且粉末状的所述高阻无机材料的平均粒径为0.5μm~50μm。
9.优选地,在上述的真空成型方法中,所述热可塑性树脂材料为聚氯乙烯、聚苯乙烯、聚乙烯、聚酰亚胺中的一种或多种组合。
10.优选地,在上述的真空成型方法中,所述润滑材料为聚氟类材料。
11.优选地,在上述的真空成型方法中,所述聚氟类材料为聚偏氟乙烯、聚四氟乙烯中的一种或组合。
12.与现有技术相比,本发明的有益效果是:
13.本发明中的真空成型方法,以热可塑性树脂材料作为基材,在基材中掺入具有防静电功能的高阻无机材料,并在基材中加入具有润滑功能的润滑材料,得到真空成型用材料,使用真空成型用材料进行真空成型。
14.由于基材中加入了高阻无机材料,使得真空成型用材料具有了防静电功能,由于高阻无机材料的加入会影响真空成型用材料的质地均性和物理性质,因此,在基材中还加入了具有润滑功能的润滑材料,润滑材料能够使得真空成型用材料在进行真空成型时具有
良好的流动性,对模具具有良好的追随性,能够再现模具的细节,提高了真空成型的质量,允许真空成型用材料含有大量的高阻无机材料。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
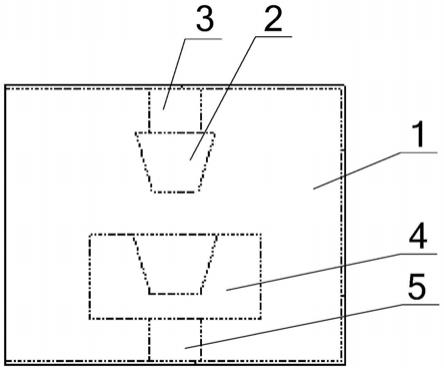
16.图1为本发明实施例提供的一种真空成型方法的原理示意图。
具体实施方式
17.本发明的核心是提供了一种真空成型方法,在真空成型用材料中无机物含量较高的情况下,能够改善材料对模具的追随性,提高成型质量。
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
19.本发明实施例提供了一种真空成型方法,该方法为:以热可塑性树脂材料作为基材,在基材中掺入具有防静电功能的高阻无机材料,并在基材中加入具有润滑功能的润滑材料,得到真空成型用材料,使用真空成型用材料进行真空成型。
20.由于基材中加入了高阻无机材料,使得真空成型用材料成型后具有了防静电抗干扰功能,能够应用于屏幕显示材料,由于高阻无机材料的大量加入会影响真空成型用材料的质地均性和物理性质,因此,在基材中还加入了具有润滑功能的润滑材料,润滑材料能够使得真空成型用材料在进行真空成型时具有良好的流动性,对模具具有良好的追随性,能够再现模具的细节,提高了真空成型的质量,这就允许了真空成型用材料含有大量的高阻无机材料。
21.其中,真空成型过程采用如图1所示的结构,在真空箱1内设置有上压块2、下模具4,上压块2与上转轴3连接,上转轴3驱动上压块2转动,下模具4与下转轴5连接,下转轴5驱动下模具2转动,下模具4中设置有加热部件。真空成型时,将真空成型用材料加入真空箱1内的下模具4中,真空箱1抽真空后,下压块2压紧在下模具4中,下模具4中的加热部件进行加热,将真空成型材料加热,完成真空成型。
22.进一步地,在本实施例中,基材:高阻无机材料:润滑材料=(40~60):(30~50):(10~20)。可以看出,高阻无机材料的含量较高,通过设置润滑材料,能够允许大量的高阻无机材料的存在,既满足真空成型用材料成型后具有防静电抗干扰的功能,且使得材料具有良好的流动性,对模具具有较好的追随性,能够再现模具的细节。
23.在本实施例中,高阻无机材料为氧化锡锑,氧化锡锑使材料成型后表面阻值能够达到1e7~1e10,使产品达到防静电抗干扰的功能。当然,高阻无机材料还可以为其他无机氧化物,并局限于本实施例所列举的方式。
24.进一步地,在本实施例中,高阻无机材料为粉末状,且粉末状的高阻无机材料的平
均粒径为0.5μm~50μm。若粒径过小,与热可塑性树脂混炼时粘度显著上升,让片材的制造更加困难。而如果平均粒径在0.5μm以上,就不会产生片材的制造上的问题。相反,若粒径过大,会导致片材表面粗糙化,从而破坏成型品的外观。而如果平均粒径为50μm以下,则利于成型品的外观。
25.在本实施例中,热可塑性树脂材料为聚氯乙烯、聚苯乙烯、聚乙烯、聚酰亚胺中的一种或多种组合。
26.在本实施例中,润滑材料为聚氟类材料,聚氟类材料不仅具有较好的润滑功能,能够使材料具有良好的流动性,对模具具有良好的最随性,且具有防指纹抗油污功能。
27.作为优化,在本实施例中,聚氟类材料为聚偏氟乙烯、聚四氟乙烯中的一种或组合。
28.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
29.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
技术特征:
1.一种真空成型方法,其特征在于,以热可塑性树脂材料作为基材,在所述基材中掺入具有防静电功能的高阻无机材料,并在所述基材中加入具有润滑功能的润滑材料,得到真空成型用材料,使用真空成型用材料进行真空成型。2.根据权利要求1所述的真空成型方法,其特征在于,所述基材:所述高阻无机材料:所述润滑材料=(40~60):(30~50):(10~20)。3.根据权利要求1所述的真空成型方法,其特征在于,所述高阻无机材料为氧化锡锑。4.根据权利要求1所述的真空成型方法,其特征在于,所述高阻无机材料为粉末状,且粉末状的所述高阻无机材料的平均粒径为0.5μm~50μm。5.根据权利要求1所述的真空成型方法,其特征在于,所述热可塑性树脂材料为聚氯乙烯、聚苯乙烯、聚乙烯、聚酰亚胺中的一种或多种组合。6.根据权利要求1所述的真空成型方法,其特征在于,所述润滑材料为聚氟类材料。7.根据权利要求6所述的真空成型方法,其特征在于,所述聚氟类材料为聚偏氟乙烯、聚四氟乙烯中的一种或组合。
技术总结
本申请公开了一种真空成型方法,以热可塑性树脂材料作为基材,在所述基材中掺入具有防静电功能的高阻无机材料,并在所述基材中加入具有润滑功能的润滑材料,得到真空成型用材料,使用真空成型用材料进行真空成型。由于基材中加入了高阻无机材料,使得真空成型用材料具有了防静电功能,由于高阻无机材料的加入会影响真空成型用材料的质地均性和物理性质,因此,在基材中还加入了具有润滑功能的润滑材料,润滑材料能够使得真空成型用材料在进行真空成型时具有良好的流动性,对模具具有良好的追随性,能够再现模具的细节,提高了真空成型的质量,允许真空成型用材料含有大量的高阻无机材料。机材料。机材料。
技术研发人员:张迅 易伟华 郑芳平 周成 洪华俊 徐彬彬 张远浪
受保护的技术使用者:江西沃格光电股份有限公司
技术研发日:2021.06.30
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1