一种高强度PVC吹塑模头的制作方法
一种高强度pvc吹塑模头
技术领域
1.本发明涉及吹塑成型设备技术领域,具体是一种 pvc 吹塑模头。
背景技术:
2.现有的 pvc 吹塑模头由于模头内部流道的局限导致吹出的 pvc薄膜在模头出口处存在合料纹及融合线等现象,不能保证 pvc 薄膜吹塑过程的厚度均匀及平稳运行。此外,当模头的折径较大时,由于pvc 本身存在的热稳定性差、流动性不好及塑化效果不佳等缺点,使得吹出的 pvc 薄膜的强度较低,不能满足现代 pvc 薄膜的对其高强度应用需求。
技术实现要素:
3.本发明提供一种 pvc 吹塑模头结构,解决了上述背景技术问题中的一个或多个。
4.为实现上述目的,本发明提供如下技术方案:一种高强度 pvc 吹塑模头,由入料装置、流道法兰、外模下体、分流锥、分流梳、编制分流器、外模上体、模芯、调节环及压环等零部件组成。各零部件之间采用依次用螺栓紧固连接。其中分流锥上方为分流梳,与分流锥间设置有多个螺栓卡口与之对应连接,将环形流道中的 pvc 熔体等分为内外两层多股部分环状流体汇入上方编织分流器中,并实现支撑编制分流器及模芯所用,增加模具的支撑点,保持整体模具的稳定性。
5.作为本发明的进一步的方案:所述的编织分流器的流道结构较为特殊,其将分流梳分开的内外多股部分环形 pvc 熔体再次等分为内外多股旋状流体,其中内环流体分为多股旋状流体后向圆周内部旋向流动,外环流体分为多股旋状流体后向圆周外部旋向流动,每股内外层旋向流体旋向相反,在编织分流器流道结构中相互编织,在编织分流器流道出口处再次汇合,并最终形成一股环形流体继续向上流动。
6.与现有技术相比,本发明的有益效果是:本发明提供了一种高强度 pvc 吹塑模头,结构新颖,与传统 pvc吹塑模头不同的增加了分流梳及编织分流器结构,经分流梳及编织分流器的 pvc 熔体先分流,再内外旋向编织,最后汇流,消除传统 pvc模头汇流时的合料纹及融合线现象,同时经编织后提高了 pvc 薄膜的自身强度,其成型装置生产制备出的功能薄膜,具有厚度均匀,强度较大,光泽度高等优点,可满足现代薄膜中如地膜、包装膜、建筑薄膜等领域的加工应用需求。
附图说明
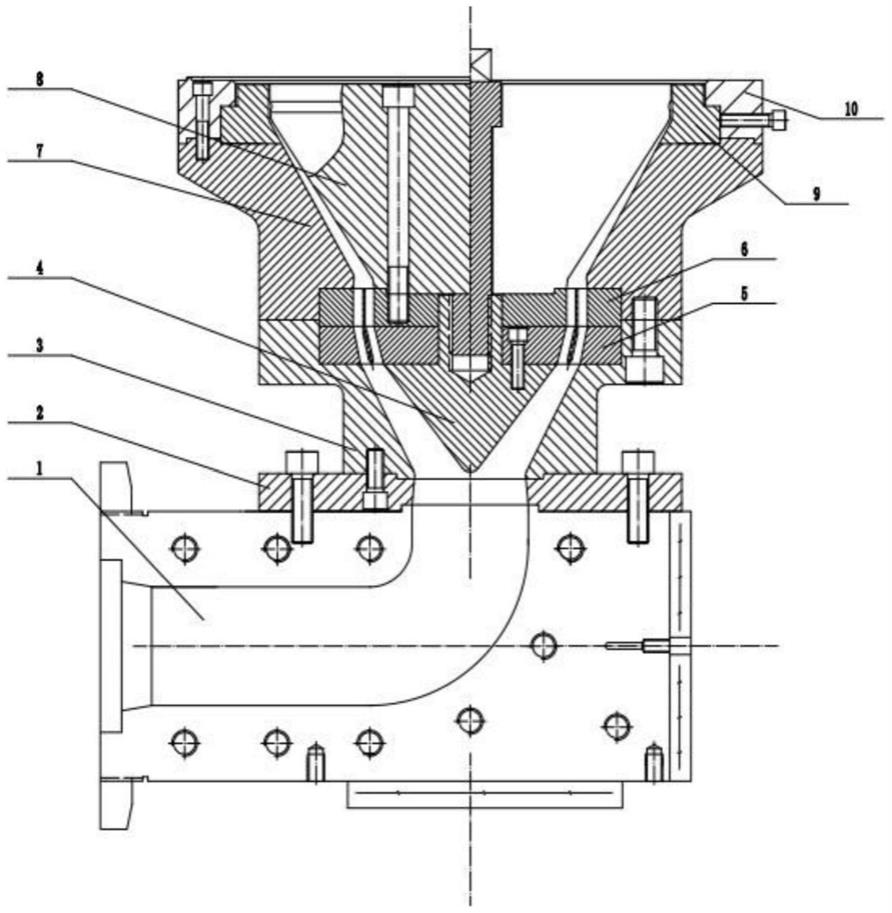
7.图 1 为 pvc 吹塑模头的结构示意图。
8.图 2 为 pvc 吹塑模头分流梳的流道示意图。
9.图 3 为 pvc 吹塑模头编织分流器的流道示意图。
10.图 4 为图 3 的局部放大示意图。
11.图中:1 入料装置;2 流道法兰;3 外模下体;4 分流锥;5 分流梳;6 编制分流器;7 外模上体;8 模芯;9 调节环;10 压环。
具体实施方式
12.本发明一种高强度pvc 吹塑模头,整体结构示意图如图1所示,包括由入料装置 1、流道法兰 2、外模下体 3、分流锥 4、分流梳 5、编制分流器 6、外模上体 7、模芯 8、调节环 9 及压环 10 等零部件,各零部件之间依次采用螺栓紧固连接。
13.熔融塑化的 pvc 熔体经入料装置 1 进入外模下体 3 和分流锥 4间的主流道中,外模下体与入料装置为螺栓法兰 2 连接,分流锥 4 的作用在于将入料装置输送来的圆筒状熔体转变为环状流体输送,分流锥 4 上与分流梳 5 连接,分流梳 5 与分流锥 4 间设置有多个螺栓卡口与之对应连接,将环形流道中的 pvc 熔体等分为两股内外层多股部分环状流体汇入上方编织分流器 6 中,实现对编织分流器 6 及模芯 8地支撑。编织分流器 6 的流道结构较为特殊,其将分流梳分开的内外层多股环形 pvc 熔体再次等分为内外多股旋状流体,其中将内环流体分为多股旋状流体后向圆周内部旋向流动,外环流体分为多股旋状流体后向圆周外部旋向流动,每股内外旋向流体在编织分流器流道结构 6 中旋向相反,相互编织,在编织分流器 6 流道出口处再次汇合,并最终形成一股环形流体继续向上流动。经分流—编织—汇流后的pvc 熔体继续沿着外模上体 7 及模芯 8 形成的主流道向上流动。调节环 9 通过调节螺栓调节薄膜的出口流道尺寸进而调节薄膜的膜层厚度,压环 10 与外模上体 7 采用螺栓紧固连接,用于稳定调节环 9的调节范围及固定整体模具之用。经调节环 9 与模芯 8 间隙出口处可吹塑出折径较大、厚度均匀、光泽度好的高强度 pvc 薄膜。
14.上述对本专利的较佳实施方式作出了详细说明,但是本专利不仅限于上述实施方式,熟悉本领域技术的人员显然可以对上述实施例进行修改,本领域技术人员根据本发明的揭示,不脱离本发明的范畴所做的改进和修改都应该在本发明的保护范围之内。
技术特征:
1.本发明涉及一种高强度 pvc 吹塑模头,包括由入料装置、流道法兰、外模下体、分流锥、分流梳、编制分流器、外模上体、模芯、调节环及压环等零部件组成,各零部件之间依次采用螺栓紧固连接;分流梳与分流锥上下相连,其特征在于:将环形流道中的 pvc 熔体等分为内外两层多股部分环状流体汇入上方编织分流器中;编织分流器与分流梳上下相连,其特征在于:将分流梳分开的内外多股部分环形流体转变为内外多股旋状流体,其中内层多股旋状流体后向圆周内部旋向流动,外层多股旋状流体后向圆周外部旋向流动,每股内外旋向流体在编织分流器流道结构中相互编织,在编织分流器流道出口处再次汇合。2.根据权利要求 1 所属的分流梳,其特征在于将环形流体分为内外多股,入口与出口流道形状相同,内层流体均分为 8 股部分环状流体,外层流体均分为 12 股部分环状流体。3.根据权利要求 1 所述的编织分流器,其特征在于出口与入口的流道形状大体相同,但不同心,内外层流体旋向相反。4.根据权利要求 1 所述的编织分流器,其特征在于内层流道等分为 24 股内旋流体,外层流道等分为 28 股外旋流体。5.根据权利要求 4 所述的每股旋状流体,其特征在于,旋状流体流动方向与水平面方向夹角约为 85
°
。
技术总结
本发明涉及一种高强度PVC吹塑模头,由入料装置、流道法兰、外模下体、分流锥、分流梳、编制分流器、外模上体、模芯、调节环及压环等零部件组成。分流锥将输送来的圆筒状熔体转变为环状流体输送,环形流道中的熔体等会分为内外两股流体汇入上方编织分流器中,编织分流器将分流梳分开的内外两股环熔体再次均分为多股旋状流体,每股内外旋向流体在编织分流器流道结构中相互编织,经分流—编织—汇流后的PVC熔体沿着主流道继续向上流动。消除了传统PVC模头汇流时的合料纹及融合线现象,得到厚度均匀,强度较大,光泽度好的高强度PVC薄膜等,可满足现代薄膜领域的应用需求。满足现代薄膜领域的应用需求。
技术研发人员:刘东升 徐胜利 陈超越 吴秋雨 彭瑞琪 谢同维
受保护的技术使用者:渤海英科(河北)科技有限公司
技术研发日:2021.09.27
技术公布日:2022/2/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1