一种光缆外表面死料聚集型质量控制清除装置及方法与流程
1.本发明具体涉及一种光缆外表面死料聚集型质量控制清除装置及方法。
背景技术:
2.光缆产品外观质量直接影响客户的使用体验,各个生产厂家都十分重视,针对最后一道工序护套生产中,拉管模出口处会不断聚集一些粉状或环状的死料堆,如果不及时处理就会随机地随缆一起进入水槽,和缆表面牢牢固定在一起形成一个个鼓包次品。
技术实现要素:
3.本发明要解决的技术问题是,针对现有技术存在的上述缺陷,提供了一种光缆外表面死料聚集型质量控制清除装置及方法,实施方式经济、产品无接触,简单易行,吹剥角度方便可调整,定制式的时序控制方式,成本低,效果稳定,提高了产品质量。
4.本发明为解决上述技术问题所采用的技术方案是:
5.一种光缆外表面死料聚集型质量控制清除装置,包括喷嘴安装支架和多个喷嘴,喷嘴安装支架布置于挤出机头光缆出口端,多个喷嘴沿光缆周向布置于喷嘴安装支架上,喷嘴经快速接头通过管道与压缩气源连接。
6.按照上述技术方案,喷嘴为球关节喷嘴,喷嘴连接有吹除枪管。
7.按照上述技术方案,喷嘴安装支架为o形、u形或v形。
8.按照上述技术方案,喷嘴的个数为3~5个,沿周向均匀分布。
9.按照上述技术方案,喷嘴的内径为6mm。
10.按照上述技术方案,喷嘴安装支架连接有悬臂支架。
11.按照上述技术方案,悬臂支架包括支撑立柱7、不锈钢空心管6和正交夹紧块5,支撑立柱固定布置,不锈钢空心管的一端与支撑立柱连接,不锈钢空心管的另一端通过正交夹紧块与喷嘴安装支架连接。
12.按照上述技术方案,每个喷嘴所在支管路上均设有电磁阀,所述的光缆外表面死料聚集型质量控制清除装置还包括控制器,控制器通过中间继电器分别与各电磁阀连接。
13.采用以上所述的光缆外表面死料聚集型质量控制清除装置的清除方法,具体包括以下过程:各喷嘴按设定顺序依次对准挤出机头光缆出口处喷吹。
14.按照上述技术方案,各喷嘴按照顺时针或逆时针方向依次喷吹,每个喷嘴的喷吹时间不超10s。
15.本发明具有以下有益效果:
16.本发明利用压缩空气作为吹除的方式,实施方式经济、产品无接触,简单易行,吹剥角度方便可调整,定制式的时序控制方式,成本低,效果稳定,提高了产品质量。
附图说明
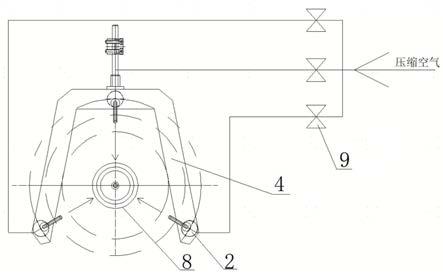
17.图1是本发明实施例中光缆外表面死料聚集型质量控制清除装置的结构示意图;
18.图2是图1的左视图;
19.图3是本发明实施例中吹除制备的时序图;
20.图中,1-挤出机头,2-球关节喷嘴,3-快速接头,4-喷嘴安装支架,5-正交夹紧块,6-不锈钢空心管,7-支撑立柱,8-光缆,9-电磁阀。
具体实施方式
21.下面结合附图和实施例对本发明进行详细说明。
22.参照图1~图3所示,本发明提供的一个实施例中的光缆外表面死料聚集型质量控制清除装置,包括喷嘴安装支架4和多个喷嘴,喷嘴安装支架4布置于挤出机头1光缆出口端,多个喷嘴沿光缆周向均匀布置于喷嘴安装支架4上,喷嘴经快速接头3通过管道与压缩气源连接;喷嘴对准挤出机头1光缆出口处,用于将挤出机头1光缆出口处的粉状死料吹走。
23.进一步地,喷嘴为球关节喷嘴2,喷嘴连接有吹除枪管;采用球关节喷嘴2,吹剥角度方便可调整。
24.进一步地,喷嘴安装支架4为o形、u形或v形;本实施例中优选为u形。
25.进一步地,喷嘴的个数为3~5个,沿周向均匀分布,本实施例优选3个。
26.进一步地,喷嘴的内径为6mm。
27.进一步地,喷嘴安装支架4连接有悬臂支架。
28.进一步地,悬臂支架包括支撑立柱7、不锈钢空心管6和正交夹紧块5,支撑立柱7固定布置,不锈钢空心管6的一端与支撑立柱7连接,不锈钢空心管6的另一端通过正交夹紧块5与喷嘴安装支架4连接。
29.进一步地,压缩气源通过多个支管路与各喷嘴连接,每个喷嘴所在支管路上均设有电磁阀9,所述的光缆外表面死料聚集型质量控制清除装置还包括控制器,控制器通过中间继电器分别与各电磁阀9连接。
30.采用以上所述的光缆外表面死料聚集型质量控制清除装置的清除方法,具体包括以下过程:各喷嘴按设定顺序依次对准挤出机头1光缆出口处喷吹。
31.进一步地,各喷嘴按照顺时针或逆时针方向依次喷吹,每个喷嘴的喷吹时间不超10s。
32.进一步地,为了根除这个问题,我们采取用气枪吹除的方式,在生产线上做了较多的工艺实验验证;利用工厂设施停供的压缩空气,压力气源0.5mpa,吹除枪管直径6mm,4mm分别做实验,吹除时间分别从20s,15s,10s,5s,2.5s分别做实验,发现吹除的效果,时间长清除的效果明显。每次吹除的节拍按照顺时针的方向,依次吹除,但是吹除时间超过10s钟,会比较明显地降低机头模具盖处的温度,影响高分子材料的成形质量:表面比较粗糙。为了降低降温的影响,我们有选择地对吹除的时间方式做了安排,吹除采用三个喷嘴依次接续吹除,气源上采取间断式的控制方式,每隔一个时间周期吹离一次,这样多次调试后,达到了比较好的结果。
33.制备技术方案:气嘴的布置方案沿着光缆的截面方向,120
°
圆周均布,所有的气嘴通过内径为6mm的气管,汇入到气动阀处,交由上游的控制器程控气源分配。
34.控制实现技术方案:采用循环时序的方式来实现进气的分配方式控制,每一路的喷嘴上游对应一个独立的两位两通电磁阀9,三个电磁阀9采用24v供电方式,单片机控制板
实现循环时序的逻辑功能,输出控制三个中间继电器,由中间继电器开闭各个两位两通阀,从而实现气道的分配。
35.各延时时间定义
36.t1:relay1高电位保持时间;t2:relay1低电位切换relay2高电位等待时间;
37.t3:relay2高电位保持时间;t4:relay2低电位切换relay3高电位等待时间;
38.t5:relay3高电位保持时间;t6:relay3低电位切换relay1高电位等待时间;
39.循环后,控制时序按照各设定的时间间隔循环和中断时停止。
40.以上的仅为本发明的较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等效变化,仍属本发明的保护范围。
技术特征:
1.一种光缆外表面死料聚集型质量控制清除装置,其特征在于,包括喷嘴安装支架和多个喷嘴,喷嘴安装支架布置于挤出机头光缆出口端,多个喷嘴沿光缆周向布置于喷嘴安装支架上,喷嘴经快速接头通过管道与压缩气源连接。2.根据权利要求1所述的光缆外表面死料聚集型质量控制清除装置,其特征在于,喷嘴为球关节喷嘴,喷嘴连接有吹除枪管。3.根据权利要求1所述的光缆外表面死料聚集型质量控制清除装置,其特征在于,喷嘴安装支架为o形、u形或v形。4.根据权利要求1所述的光缆外表面死料聚集型质量控制清除装置,其特征在于,喷嘴的个数为3~5个,沿周向均匀分布。5.根据权利要求1所述的光缆外表面死料聚集型质量控制清除装置,其特征在于,喷嘴的内径为6mm。6.根据权利要求1所述的光缆外表面死料聚集型质量控制清除装置,其特征在于,喷嘴安装支架连接有悬臂支架。7.根据权利要求6所述的光缆外表面死料聚集型质量控制清除装置,其特征在于,悬臂支架包括支撑立柱、不锈钢空心管和正交夹紧块,支撑立柱固定布置,不锈钢空心管的一端与支撑立柱连接,不锈钢空心管的另一端通过正交夹紧块与喷嘴安装支架连接。8.根据权利要求1所述的光缆外表面死料聚集型质量控制清除装置,其特征在于,每个喷嘴所在支管路上均设有电磁阀,所述的光缆外表面死料聚集型质量控制清除装置还包括控制器,控制器通过中间继电器分别与各电磁阀连接。9.采用权利要求1所述的光缆外表面死料聚集型质量控制清除装置的清除方法,其特征在于,具体包括以下过程:各喷嘴按顺序依次对准挤出机头光缆出口处喷吹。10.根据权利要求9所述的清除方法,其特征在于,各喷嘴按照顺时针或逆时针方向依次喷吹,每个喷嘴的喷吹时间不超10s。
技术总结
本发明公开了一种光缆外表面死料聚集型质量控制清除装置及方法,包括喷嘴安装支架和多个喷嘴,喷嘴安装支架布置于挤出机头光缆出口端,多个喷嘴沿光缆周向布置于喷嘴安装支架上,喷嘴经快速接头通过管道与压缩气源连接。本发明实施方式经济、产品无接触,简单易行,吹剥角度方便可调整,定制式的时序控制方式,成本低,效果稳定,提高了产品质量。提高了产品质量。提高了产品质量。
技术研发人员:李智刚 黄杰 曾鹏程 杜超 刘爱华
受保护的技术使用者:长飞光纤光缆股份有限公司
技术研发日:2021.11.22
技术公布日:2022/3/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1