一种用于制备组织工程材料覆膜的冻干模具的制作方法
1.本实用新型涉及一种用于制备组织工程材料覆膜的冻干模具,属于医疗器械制造领域,用于为固体板状材料进行组织工程覆膜时,提供承载装置。
背景技术:
2.人体骨组织一般与结缔组织、肌肉组织等相邻生长,骨组织缺损往往伴随着周围软组织的损伤,通过钛网、聚醚醚酮等固体板状材料对骨组织进行修复或替代时,如对周围软组织不加以修复或保护,则会影响软组织的修复,甚至引发炎症、瘢痕等不良反应。目前,有研究将组织工程材料附着于固体板状材料表面,用于在修复或替代骨组织时,对相邻软组织进行修复和保护。
技术实现要素:
3.组织工程材料可通过冷冻干燥的方式对固体板状材料进行覆膜,然而冷冻干燥处理之前,组织工程材料一般为液态,由于其流动性,很难稳定的与固体板状材料进行贴合。因此,本实用新型提出一种冻干模具,可以使液态的组织工程材料与固体板状材料稳定接触,通过冷冻干燥过程对固体板状材料进行组织工程材料覆膜。
4.为制作一种具有组织工程覆膜的固体板状材料,作为一种在修复和替代骨组织同时对周围软组织进行修复和保护的医疗器械,本实用新型提供一种用于制备组织工程材料覆膜的冻干模具。
5.本实用新型介绍一种用于制备组织工程材料覆膜的冻干模具,用于通过冷冻干燥工艺为固体板状材料进行组织工程覆膜时,提供承载装置。该冻干模具为不锈钢材质,长方形或正方形盒状,其内部均匀分布一定数量的卡槽,用于放置需进行组织工程材料覆膜的固体板状材料或隔板;模具与卡槽平行的侧壁厚度为2-10mm,与卡槽垂直的侧壁厚度为8-30mm,底面厚度为8-30mm,内部深度为30-300mm。
6.作为优选,该模具通过铸造或锻造方式制得,内部卡槽通过热加工或冷加工方法切割制得。
7.作为优选,卡槽宽度为2-10mm,卡槽深度为5-20mm,卡槽长度为30-300mm,两卡槽相邻侧边或卡槽侧边与相邻模具侧壁之间距离为1-10mm。
8.作为优选,模具内部卡槽数量为1-50个,每个模具配备与模具材质相同隔板,表面镜面抛光处理,隔板可插入卡槽中,隔板尺寸与需覆膜板状材料尺寸一致。
9.作为优选,该模具内侧、外侧经过镜面抛光处理。
10.作为优选,利用该模具进行组织工程材料覆膜的固体板状材料应表面粗糙或具有镂空结构。
附图说明
11.下面结合附图和实施例对本实用新型进一步说明。
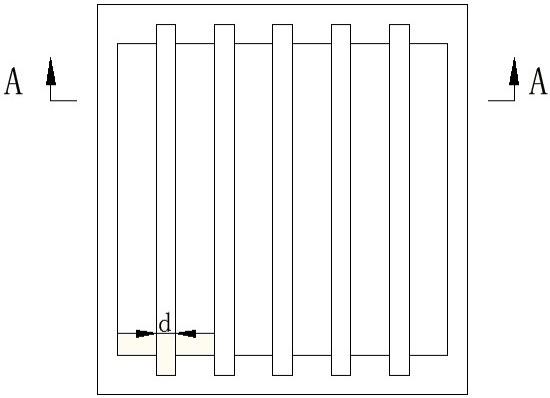
12.图1为本实用新型俯视图。
13.图2为本实用新型沿a-a线剖面图。
14.d为卡槽的宽度。
具体实施方式
15.根据需覆膜的固体板状材料的尺寸、数量和覆膜厚度选择适宜的冻干模具,将固体板状材料插入卡槽中,在需覆膜侧相邻卡槽插入隔板。将组织工程覆膜材料灌注于固体板状材料与隔板之间,组织工程覆膜材料上液面应低于固体板状材料上边缘5-20mm,将冻干模具放入冻干机进行冷冻干燥处理。
16.实施例1:制备两片双侧5mm覆膜的非镂空聚醚醚酮板(长度50mm,宽度50mm,厚度5mm,边缘具有5mm未覆膜区域)
17.根据需覆膜的固体板状材料的尺寸、数量和覆膜厚度,提供内部具有3个卡槽的冻干模具,模具内部深度为45mm,模具与卡槽平行的侧壁厚度为5mm,模具与卡槽垂直的侧壁厚度为10mm,模具底面厚度为10mm,卡槽长度为50mm,卡槽深度为5mm,卡槽宽度为5mm,两卡槽相邻侧边或卡槽侧边与相邻模具侧壁之间距离为5mm。
18.将两块需覆膜的非镂空聚醚醚酮板分别插入两侧卡槽中,将长度50mm、宽度50mm、厚度5mm,表面镜面抛光的不锈钢隔板插入中央卡槽中,将组织工程覆膜材料灌注于模具侧壁、聚醚醚酮板、隔板之间的区域,组织工程覆膜材料上液面低于聚醚醚酮板上边缘5mm,将冻干模具放入冻干机进行冷冻干燥处理。
19.实施例2:制备一片单侧5mm覆膜的镂空钛网(长度50mm,宽度50mm,厚度3mm,边缘具有5mm未覆膜区域)
20.根据需覆膜的固体板状材料的尺寸、数量和覆膜厚度,提供内部具有1个卡槽的冻干模具,模具内部深度为45mm,模具与卡槽平行的侧壁厚度为5mm,模具与卡槽垂直的侧壁厚度为10mm,模具底面厚度为10mm,卡槽长度为50mm,卡槽深度为5mm,卡槽宽度为6mm,卡槽侧边与相邻模具侧壁之间距离为5mm。
21.将镂空钛网与长度50mm、宽度50mm、厚度3mm表面镜面抛光的不锈钢隔板共同整齐插入卡槽中,将组织工程覆膜材料灌注于镂空钛网一侧,组织工程覆膜材料上液面低于镂空钛网上边缘5mm,将冻干模具放入冻干机进行冷冻干燥处理。
技术特征:
1.一种用于制备组织工程材料覆膜的冻干模具,其特征在于,该冻干模具为不锈钢材质,长方形或正方形盒状,其内部均匀分布一定数量的卡槽,用于放置需进行组织工程材料覆膜的固体板状材料或表面镜面抛光的隔板;模具与卡槽平行的侧壁厚度为2-10mm,模具与卡槽垂直的侧壁厚度为8-30mm,模具底面厚度为8-30mm,模具内部深度为30-300mm。2.根据权利要求1所述的一种用于制备组织工程材料覆膜的冻干模具,其特征在于模具通过铸造或锻造方式制得,内部卡槽通过热加工或冷加工方法切割制得。3.根据权利要求1所述的一种用于制备组织工程材料覆膜的冻干模具,其特征在于卡槽宽度为2-10mm,卡槽深度为5-20mm,卡槽长度为30-300mm,两卡槽相邻侧边或卡槽侧边与相邻模具侧壁之间距离为1-10mm。4.根据权利要求1所述的一种用于制备组织工程材料覆膜的冻干模具,其特征在于模具内部卡槽数量为1-50个,每个模具配备与模具材质相同隔板,表面镜面抛光处理,隔板可插入卡槽中,隔板尺寸与需覆膜板状材料尺寸一致。5.根据权利要求1所述的一种用于制备组织工程材料覆膜的冻干模具,其特征在于模具内侧、外侧经过镜面抛光处理。6.根据权利要求1所述的一种用于制备组织工程材料覆膜的冻干模具,其特征在于用其进行组织工程材料覆膜的固体板状材料应表面粗糙或具有镂空结构。
技术总结
本实用新型涉及一种用于制备组织工程材料覆膜的冻干模具,用于冻干过程中,为需要进行组织工程覆膜的固体板状材料提供承载装置。该冻干模具为不锈钢材质,长方形或正方形盒状,内部均匀分布一定数量通过切割方法制得的卡槽,冻干模具内部、外部均经过镜面抛光处理。使用时将需覆膜的固体板状材料放置于卡槽内,在需覆膜侧相邻卡槽插入隔板,将组织工程覆膜材料灌注于固体板状材料和隔板之间。经过冻干过程后,取出固体板状材料,其上即覆有组织工程材料覆膜。程材料覆膜。程材料覆膜。
技术研发人员:李岑 张伟
受保护的技术使用者:北京银河巴马生物技术股份有限公司
技术研发日:2021.03.01
技术公布日:2023/2/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1