一种高光釉面石晶墙/地砖生产系统的制作方法
1.本实用新型一种高光釉面石晶墙/地砖生产系统,属于石晶墙砖、地砖表面处理技术领域。
背景技术:
2.现如今国家大力提倡新型环保型建筑材料,而高光釉面石晶墙砖、地砖具有薄和轻,价格便宜,环保无污染,可回收再生利用等优点,可以用来替代瓷砖、大理石等不可再生的表面高光的传统建材。
3.但是常规的石晶板只能表面贴合pvc彩膜和耐磨层,产品表面光泽度低,色彩暗,产品没有档次。
技术实现要素:
4.本实用新型克服了现有技术存在的不足,提供了一种高光釉面石晶墙/地砖生产系统,不使用传统的pvc耐磨层,而是通过压延和表面淋涂的方式,使色彩和质感更加饱满,光泽度达到90度以上。
5.为了解决上述技术问题,本实用新型采用的技术方案为:一种高光釉面石晶墙/地砖生产系统,包括挤塑线、uv线和开槽线,所述挤塑线、uv线和开槽线按从前往后依次设置,其中,所述挤塑线包括高温挤塑t型模具、五辊压延机和传输轨道,所述高温挤塑t型模具的出料口与五辊压延机的进料口连接,所述五辊压延机的出料口与传输轨道的进料口连通,所述传输轨道的出料口与uv线的起始端连接;
6.所述uv线包括第一辊涂、第二辊涂、淋涂和膜压机,所述第一辊涂的进料口与传输轨道的出料口连接,所述第一辊涂的出料口与第二辊涂的进料口连接,所述第二辊涂的出料口与淋涂的进料口连接,所述淋涂的出料口与膜压机的进料口连接,所述膜压机的出料口与开槽线的起始端连接;
7.所述开槽线包括长边开槽和短边开槽,所述长边开槽的进料口与膜压机的出料口连接,所述长边开槽的出料口与短边开槽的进料口连接。
8.所述传输轨道由多个平行等距分布的传动辊组成。
9.所述膜压机包括高光膜传送辊,所述高光膜传送辊用于将高光膜送入膜压机内,所述膜压机用于将高光膜挤压附着在经淋涂的石晶墙/地砖上并整平。
10.所述长边开槽和短边开槽均为对称分布的两列锯齿轮,高光釉面石晶墙/地砖从两列锯齿轮之间匀速通过,所述长边开槽和短边开槽对应将高光釉面石晶墙/地砖四个侧边开槽。
11.本实用新型与现有技术相比具有的有益效果是:本实用新型涉及的高光釉面石晶墙砖、地砖表面光泽度达90度以上,具有薄和轻,价格便宜,环保无污染,可回收再生利用等优点。可以用来替代瓷砖、大理石等不可再生的表面高光的传统建材,而且省去了传统石晶板表面常用的pvc耐磨层,能降低制造成本。
附图说明
12.下面结合附图对本实用新型做进一步的说明。
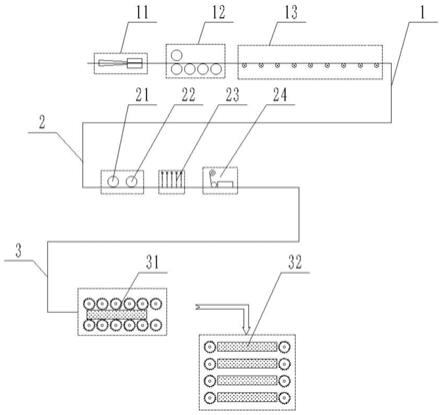
13.图1为本实用新型的结构示意图。
14.图中:1为挤塑线、11为高温挤塑t型模具、12为五辊压延机、13为传输轨道、2为uv线、21为第一辊涂、22为第二辊涂、23为淋涂、24为膜压机、3为开槽线、31为长边开槽、32为短边开槽。
具体实施方式
15.如图1所示,本实用新型一种高光釉面石晶墙/地砖生产系统,包括挤塑线1、uv线2和开槽线3,所述挤塑线1、uv线2和开槽线3按从前往后依次设置,其中,所述挤塑线1包括高温挤塑t型模具11、五辊压延机12和传输轨道13,所述高温挤塑t型模具11的出料口与五辊压延机12的进料口连接,所述五辊压延机12的出料口与传输轨道13的进料口连通,所述传输轨道13的出料口与uv线2的起始端连接;
16.所述uv线2包括第一辊涂21、第二辊涂22、淋涂23和膜压机24,所述第一辊涂21的进料口与传输轨道13的出料口连接,所述第一辊涂21的出料口与第二辊涂22的进料口连接,所述第二辊涂22的出料口与淋涂23的进料口连接,所述淋涂23的出料口与膜压机24的进料口连接,所述膜压机24的出料口与开槽线3的起始端连接;
17.所述开槽线3包括长边开槽31和短边开槽32,所述长边开槽31的进料口与膜压机24的出料口连接,所述长边开槽31的出料口与短边开槽32的进料口连接。
18.所述传输轨道13由多个平行等距分布的传动辊组成。
19.所述膜压机24包括高光膜传送辊,所述高光膜传送辊用于将高光膜送入膜压机24内,所述膜压机24用于将高光膜挤压附着在经淋涂的石晶墙/地砖上并整平。
20.所述长边开槽31和短边开槽32均为对称分布的两列锯齿轮,高光釉面石晶墙/地砖从两列锯齿轮之间匀速通过,所述长边开槽31和短边开槽32对应将高光釉面石晶墙/地砖四个侧边开槽。
21.本实用新型不使用传统的pvc耐磨层,而是通过压延和表面特殊的淋涂方式,使色彩和质感更加饱满,光泽度达到90度以上。
22.上面结合附图对本实用新型的实施例作了详细说明,但是本实用新型并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
技术特征:
1.一种高光釉面石晶墙/地砖生产系统,其特征在于,包括挤塑线(1)、uv线(2)和开槽线(3),所述挤塑线(1)、uv线(2)和开槽线(3)按从前往后依次设置,其中,所述挤塑线(1)包括高温挤塑t型模具(11)、五辊压延机(12)和传输轨道(13),所述高温挤塑t型模具(11)的出料口与五辊压延机(12)的进料口连接,所述五辊压延机(12)的出料口与传输轨道(13)的进料口连通,所述传输轨道(13)的出料口与uv线(2)的起始端连接;所述uv线(2)包括第一辊涂(21)、第二辊涂(22)、淋涂(23)和膜压机(24),所述第一辊涂(21)的进料口与传输轨道(13)的出料口连接,所述第一辊涂(21)的出料口与第二辊涂(22)的进料口连接,所述第二辊涂(22)的出料口与淋涂(23)的进料口连接,所述淋涂(23)的出料口与膜压机(24)的进料口连接,所述膜压机(24)的出料口与开槽线(3)的起始端连接;所述开槽线(3)包括长边开槽(31)和短边开槽(32),所述长边开槽(31)的进料口与膜压机(24)的出料口连接,所述长边开槽(31)的出料口与短边开槽(32)的进料口连接。2.根据权利要求1所述的一种高光釉面石晶墙/地砖生产系统,其特征在于,所述传输轨道(13)由多个平行等距分布的传动辊组成。3.根据权利要求1所述的一种高光釉面石晶墙/地砖生产系统,其特征在于,所述膜压机(24)包括高光膜传送辊,所述高光膜传送辊用于将高光膜送入膜压机(24)内,所述膜压机(24)用于将高光膜挤压附着在经淋涂的石晶墙/地砖上并整平。4.根据权利要求1所述的一种高光釉面石晶墙/地砖生产系统,其特征在于,所述长边开槽(31)和短边开槽(32)均为对称分布的两列锯齿轮,高光釉面石晶墙/地砖从两列锯齿轮之间匀速通过,所述长边开槽(31)和短边开槽(32)对应将高光釉面石晶墙/地砖四个侧边开槽。
技术总结
本实用新型公开一种高光釉面石晶墙/地砖生产系统,不使用传统的PVC耐磨层,而是通过压延和表面淋涂的方式,使色彩和质感更加饱满,光泽度达到90度以上,挤塑线、UV线和开槽线按从前往后依次设置,挤塑线的高温挤塑T型模具的出料口与五辊压延机的进料口连接,五辊压延机的出料口与传输轨道的进料口连通,传输轨道的出料口与UV线的第一辊涂的进料口连接,第一辊涂的出料口与第二辊涂的进料口连接,第二辊涂的出料口与淋涂的进料口连接,淋涂的出料口与膜压机的进料口连接,膜压机的出料口与开槽线的长边开槽进料口连接,长边开槽的出料口与短边开槽的进料口连接。短边开槽的进料口连接。短边开槽的进料口连接。
技术研发人员:徐介胜 吴晴
受保护的技术使用者:江苏波登新材料科技有限公司
技术研发日:2021.08.02
技术公布日:2022/1/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1